φ1800mm螺紋鎖緊環式換熱器的制造①
2017-11-11 07:17:25朱生萍王軍杰賈小斌李義民王志剛周彩云
化工機械 2017年1期
關鍵詞:筒體
朱生萍 王軍杰 賈小斌 張 凱 李義民 王志剛 周彩云
(蘭州蘭石重型裝備股份有限公司 甘肅省壓力容器特種材料焊接重點實驗室培育基地)
φ1800mm螺紋鎖緊環式換熱器的制造①
朱生萍 王軍杰 賈小斌 張 凱 李義民 王志剛 周彩云
(蘭州蘭石重型裝備股份有限公司 甘肅省壓力容器特種材料焊接重點實驗室培育基地)
介紹了φ1800mm螺紋鎖緊環式換熱器的構造與主要技術參數,介紹了該換熱器的制造難點、性能檢測結果與分析、最終焊后熱處理及耐壓試驗等,最終成功制造出了我國首臺直徑最大的螺紋鎖緊環式換熱器。
螺紋鎖緊環式換熱器 國產化
螺紋鎖緊環式換熱器是石油化工裝置中最常用的一種設備,具有結構緊湊、密封性能好及占地面積小等特點。如果在現場運行過程中發生泄漏問題,不必停止換熱器所在的裝置,只需緊固壓緊螺栓即可,避免了因裝置停車而導致的巨大經濟損失。
隨著石化煉油行業的發展,石化產品愈加激烈的競爭必然驅使化工設備向大型化發展。但目前我國制造的螺紋鎖緊環式換熱器最大直徑為φ1700mm,無法滿足石化裝置大型化升級換代的需求。而且,我國對于大直徑螺紋鎖緊環式換熱器的設計和制造尚缺乏相關經驗,尤其在一些重要零部件的加工制造環節上更是如此。因此,對于直徑超過φ1700mm的螺紋鎖緊環式換熱器暫時只能高價進口。
為了提高我國裝備制造業的水平,保障我國煉油工業的發展,大直徑螺紋鎖緊環式換熱器國產化問題已迫在眉睫。在這種大環境的影響下,蘭州蘭石重型裝備股份有限公司開始進行φ1800mm螺紋鎖緊環式換熱器制造項目的攻關工作,以填補我國在該行業的空白,實現了重大技術突破,增加了企業經濟效益。
1 設備簡介
蘭州蘭石重型裝備股份有限公司為某蠟油加氫裂化裝置制造的第一段反應流出物/熱原料油換熱器如圖1所示,該設備規格為φ1800mm×(138+6.5)mm×10413mm,是目前我國制造的直徑最大的螺紋鎖緊環式換熱器,其具體參數如下:
規格φ1800mm×(138+6.5)mm×10413mm
容器類別 Ⅲ類
設計規范 GB 151-1999
設計壓力(管程/殼程) 17.4/18.5MPa
管板設計壓差 3.50MPa
設計溫度(管程/殼程) 435/420℃
程數(管程/殼程) 2/2
工藝介質(管程/殼程) 第一段反應流出物/熱原料油
主體材料(管箱/殼體) 12Cr2Mo1(H)Ⅳ+堆焊/12Cr2Mo1(H)R[1]+堆焊
管板材料 S32168Ⅳ
試驗壓力(管程/殼程) 22.86/24.47MPa
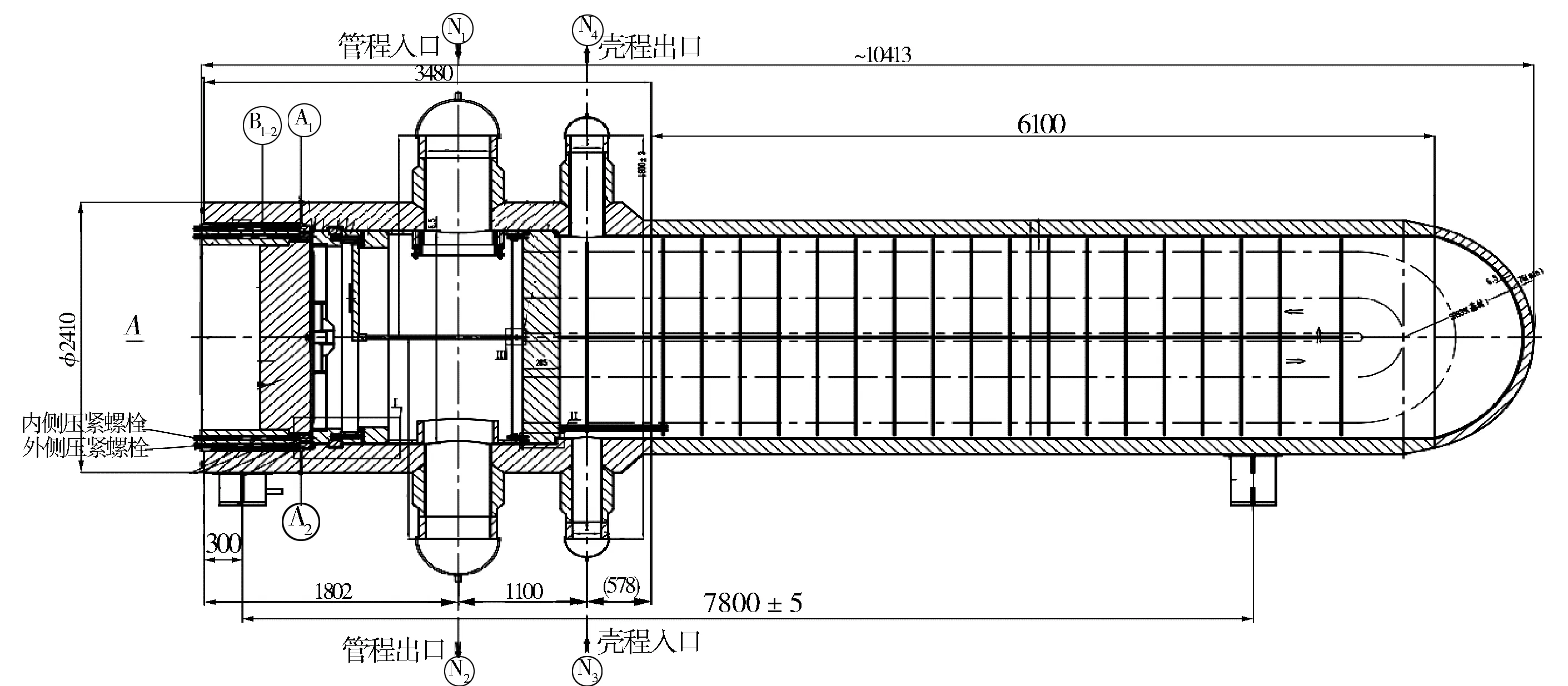
圖1 第一段反應流出物/熱原料油換熱器
2 主要制造難點
2.1 殼程筒體
由于φ1800mm螺紋鎖緊環式換熱器的結構形式為雙殼程,且具有筒體壁厚大、直徑大的特點,因此對筒體圓度、直線度要求比較苛刻。對于單節筒體的制造,蘭州蘭石重型裝備股份有限公司在原制造工藝的基礎上加以改進,提出了全新的成型工藝:
a. 在加熱到一定溫度后,使用重型四輥卷板機將板材卷制成型,可避免因筒節過多導致的直線度難控制的問題。在制造過程中,單節筒體寬度不小于2m。考慮到板材在溫卷成型、熱處理和工藝打磨過程中的損耗,筒節成型前板厚應在設計圖紙最小要求的基礎上增加工藝余量。
b. 筒體環縫坡口采用立車加工,以確保環縫坡口的尺寸精度。在組焊過程中環縫的錯邊量應控制在4mm內,并且在筒體對接環縫時,在端口使用自動定心工裝,以保證筒體直線度滿足圖紙要求。
2.2 球形封頭
換熱器的封頭為球缺形封頭,封頭按半球制造,采用整體熱沖壓成型。封頭熱成型后根據GB 150.1~150.4-2011的要求[2],應進行恢復性能熱處理,即正火(加速冷卻)+回火熱處理。封頭正火出爐后立即在噴淋裝置上進行噴淋冷卻。
2.3 管箱筒體
管箱筒體材料為12Cr2Mo1(H)Ⅳ鍛件,內壁采用雙層堆焊(過渡層E309L+表層E347)。考慮到換熱器管箱筒體厚度(250mm)較大,且與接管焊接位置的填充金屬較多,為了消除因接管焊接造成的管箱筒體變形,采用焊后二次機加工方式,確保管箱內壁尺寸符合圖紙要求。
管箱筒體內壁堆焊后,筒體內的管板密封面和螺紋部位各預留2mm的加工余量,在部件完成最終焊后熱處理(PWHT)后,使用數控鏜銑床,對管箱筒體內螺紋進行最終精加工。
換熱器制造過程中,最大的技術難點在于產品在PWHT后,管箱內管板側密封面的不平度超過0.25mm。由于與管箱端部的距離較遠,根據目前的加工手段,如要消除該不平度,需要大幅度地增加落地鏜銑床的加工行程,這極大地降低了加工刀頭的穩定性和強度,影響加工面的精度和質量。經多方討論、并結合以往的制造經驗,最終確定采用蘭州蘭石重型裝備股份有限公司專用工裝進行最終精加工,成功解決了該技術難題。該工裝為我國唯一的擁有獨立知識產權和國家專利的加工專用裝置。
2.4 管束部分
管板立車加工時,在管板的兩側密封面各預留1mm的加工余量;管板換熱管孔采用數控深孔鉆床加工,保證管孔精度符合要求。
換熱管采用整根管子煨制方式,U形管成型后,對彎管部位和附近300mm的直管段進行固溶處理。換熱管煨彎后逐根進行水壓試驗,試驗壓力為7.0MPa;靠近中心的3排換熱管進行100%PT檢測,需達到JB/T 4730.5-2005中的I級合格[3]。
管束裝配中,設備換熱管與管板連接采用強度焊加貼脹,脹接采用液壓強度脹接。因管板直徑大,管頭焊接和脹接易導致管板變形,且隨直徑的加大,其變形也相應增大。為確保管板殼程側密封的可靠性,在管束管頭脹、焊完畢后,依靠專用加工工裝,使用數控鏜銑床對管板密封面進行二次機加工,從而滿足管板密封面的平面度要求。
2.5 密封盤
密封盤是螺紋換熱器的重要組成部件,其直徑大、厚度薄,屬于大型薄盤類加工件,加工要求表面精度高、上下表面平齊度高。密封盤材料通常為不銹鋼,具有含碳量低、韌性高、塑性差和膨脹系數高的特點,因此加工困難。而現有技術與設備無法解決它在加工過程中的變形與精度問題。為確保密封的可靠性,密封盤采用整板制作。在制造過程中筆者采用專用的工裝夾具,調整轉速、進刀量,改變冷卻條件,同時增大時效處理,通過這些措施來保證密封盤平面度和厚度滿足公差要求,粗糙度滿足圖樣要求。
3 最終焊后熱處理
按照GB 150.1~150.4-2011[2]、NB/T 47015-2011[4]和相關技術條件的要求,換熱器需要進行整體PWHT。由于其殼程部分與管箱部分厚度相差較大,在升溫與降溫階段中極易產生較大的溫度梯度。對于Cr-Mo鋼材料而言,這種溫度梯度會造成焊接接頭韌性嚴重下降[5],為設備日后的正常運行埋下極大的安全隱患。因此,實際的焊后熱處理工藝參數需根據管箱厚度(設備最大熱處理厚度)計算,最終確定升溫和冷卻速率為50℃/h。PWHT后,對隨爐試板進行檢測,其力學性能(表1)均滿足相關技術要求。對筒體縱向焊接接頭進行硬度HV10檢測,參數(表2)均符合設計要求和相關標準要求。

表1 筒體縱向焊接接頭試樣PWHT后的力學性能
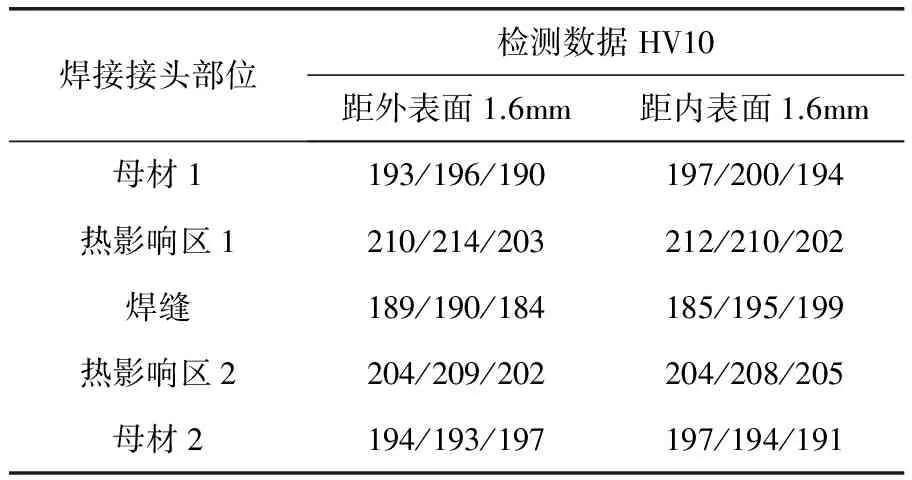
表2 筒體縱向焊接接頭試樣PWHT后的硬度HV10檢測
4 耐壓試驗
首先,將管、殼程同時充水加壓,管程加壓至22.86MPa,殼程加壓至24.47MPa,兩側同時保壓1h以上。水壓試驗合格后,管、殼程同時降壓直至放空,水壓試驗時管程和殼程的壓力差不得超過3.50MPa[6]。
耐壓試驗用水的溫度不低于15℃,水中氯離子含量不得超過0.25‰。
壓力表精度等級1.6,量程0~60MPa,壓力表檢定日期符合要求。氯離子含量6mg/L,環境溫度8℃,水溫度17℃。24.47MPa/22.86MPa耐壓試驗結果表明,無泄漏、無可見的異常變形、無異常響聲。試驗結論:合格。
5 結束語
在制造過程中,面對有關φ1800mm螺紋鎖緊環式換熱器制造方面的新問題,蘭州蘭石重型裝備股份有限公司在以往制造經驗的基礎上,組織專家會審、結合優勢力量與各單位之間加強信息溝通,同時延伸售后服務,利用現場技術服務經驗,完成了多項技術難題的攻關。所制造的φ1800mm螺紋鎖緊環式換熱器在性能檢測、熱處理及耐壓試驗等方面均滿足要求。該換熱器的成功制造,降低了設備費用(僅為進口價格的70%),減少了不必要的資金支出,填補了大直徑 螺紋鎖緊環式換熱器國產化的行業空白,增強了 我國石化裝備制造業在國際市場上的影響力和競爭力。
[1] GB 713-2008,鍋爐和壓力容器用鋼板[S].北京:中國質檢出版社,2008.
[2] GB 150.1~150.4-2011,壓力容器[S].北京:中國標準出版社,2011.
[3] JB/T 4730.5-2005,承壓設備無損檢測第5部分:滲透檢測[S].北京:新華出版社,2005.
[4] NB/T 47015-2011,壓力容器焊接規程[S].北京:中國標準出版社,2011.
[5] 王尊策,何寶林,韓建荒,等.高溫換熱器多場耦合數值模擬研究[J].化工機械,2013,40(2):188~192.
[6] 李世玉.壓力容器設計工程師培訓教程[M].北京:新華出版社,2005.
朱生萍(1984-),工程師,從事壓力容器設計與制造工作。
聯系人王志剛(1980-),高級工程師,從事壓力容器焊接熱處理技術的研究與設備自動化工作,13919292199@163.com。
TQ051.5
B
0254-6094(2017)01-0101-04
2016-02-19,
2016-03-21)
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
