淺談苗尾電站下機架組裝焊接施工方法
2017-11-04 05:26:45鄧勇
水電站機電技術 2017年10期
鄧 勇
(中國水利水電第十四工程局有限公司機電安裝事業部,云南 昆明 650032)
淺談苗尾電站下機架組裝焊接施工方法
鄧 勇
(中國水利水電第十四工程局有限公司機電安裝事業部,云南 昆明 650032)
根據苗尾水電站下機架組裝的關鍵工序、控制重點,全面梳理下機架組裝焊接過程中出現的問題,并對應進行原因分析,總結經驗,為同類型電站的下機架組裝焊接提供技術支持。
下機架;支臂掛裝;焊接順序;施工工藝
1 概述
苗尾電站發電機型號SF350-56/14000,為立軸半傘式三相凸極同步發電機,額定容量389 MVA/350 MW,推力軸承位于下機架中心體上方,下導軸承設置在下機架中心體油槽內。下機架均在各自的組裝工位組焊成鋼性整體后利用永久吊耳整體吊裝就位。
下機架為承重機架,其結構特征為輻射型工字梁結構,由中心體與12個徑向支臂組成,中心體外形尺寸為5 500 mm×2 380 mm,重62.106 5 t,下機架中心體與支臂裝配后支臂上邊外緣至機架中心尺寸為5 600 mm,總重量約179.112 t。
下機架組裝尺寸測量位置見圖1。
2 質量控制
2.1 下機架焊前質量標準
中心體平面度:≤0.03 mm/m;
支臂底板至下導軸承中心線的高度C:715±2mm;
各接頭處錯口:≤2mm。
2.2 下機架焊接后質量標準
中心體平面度:≤0.03mm/m;
各支臂基礎板螺栓中心至中心體中心A:5580±7mm;
各支臂的弦距B:2 997±3 mm;
支臂底板至下導軸承中心線的高度C:715±2mm。
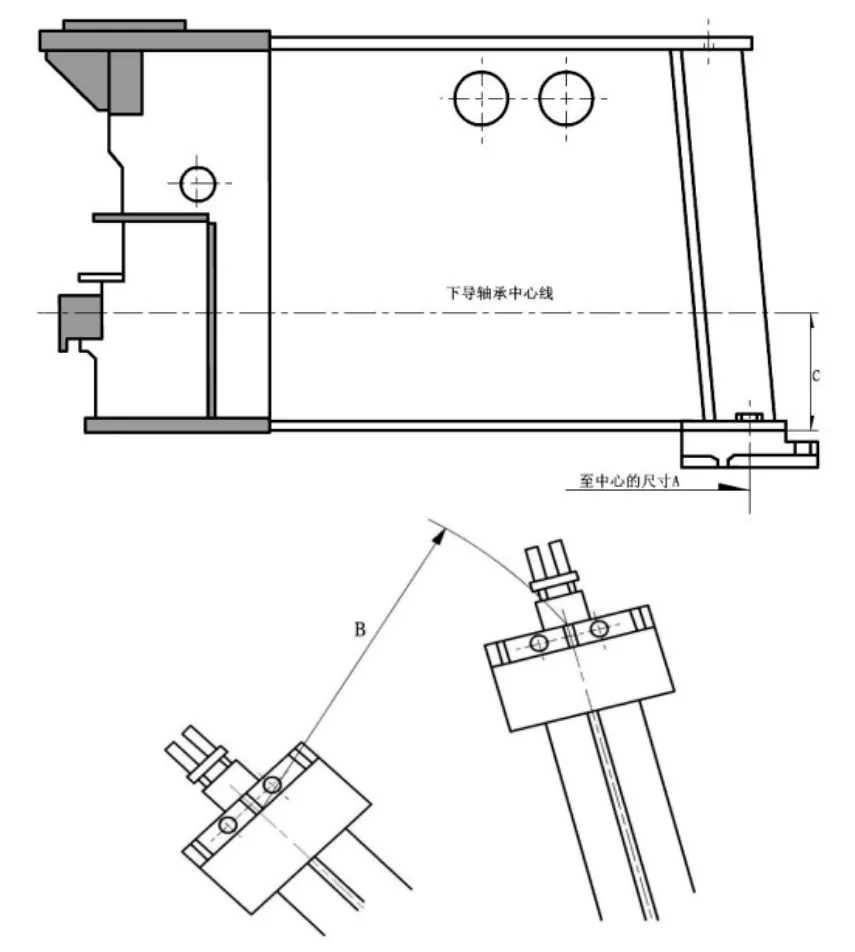
圖1 下機架組裝尺寸測量位置示意圖
3 施工方法
3.1 工藝流程
中心體清掃、檢查→中心體吊裝及調整→支臂清掃、檢查及吊裝→把合支臂與中心體組合螺栓→支臂尺寸調整→組合縫連接板組裝焊接→組合縫預熱、焊接→焊縫無損檢測→檢查、驗收→焊縫補漆。
3.2 下機架組裝
(1)在安裝間下機架組裝工位上擺放4件鋼支墩;
(2)在每個組裝支墩上擺放1對楔形板,并用水準儀調平各楔形板的頂面高程;
(3)清掃中心體各加工面的油污和工地焊縫坡口,焊縫坡口打磨出金屬光澤,兩邊各打磨長度不少于100 mm;
(4)將中心體吊裝至組裝支墩上,調整中心體水平;
(5)按出廠標記吊裝下機架支臂,利用合縫把合螺栓與中心體進行連接。下機架組裝詳見圖2。
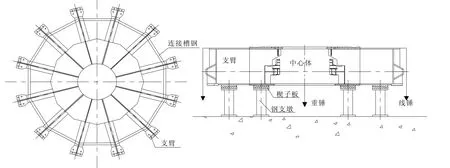
圖2 下機架組裝示意圖
3.3 下機架加固
下機架支臂安裝完成,各支臂基礎板螺栓中心至中心體中心的距離、各支臂弦距、水平等調整完成后,用工字鋼在每一支臂上下分別進行加固,最后形成整圓。
3.4 下機架焊接
(1)焊工和無損檢測人員資格
參加機架焊接的焊工必須持證上崗,并取得相應的操作資格證,且在焊接前必須將焊工名單和焊工資質上報監理審查,經審查合格后,方可持證上崗。在焊接全過程中嚴格按照廠家焊接工藝執行,確保焊接變形,處于受控狀態。
無損檢測人員必須具有Ⅱ級以上資格證書或國家勞動人事部門頒發的鍋爐壓力容器無損檢測Ⅱ級以上資格證書者。
(2)焊接材料和焊接要求
下機架材質為Q345-B,依據廠家提供的苗尾電站下機架工地焊接工藝守則要求。下機架焊接采用手工電弧焊。
采用手工電弧焊焊接時,在施焊前,焊條必須按說明書要求進行烘焙,烘焙溫度為350~380℃,烘焙1~2 h,當溫度降至150℃時再轉入100~120℃保溫箱內保存,焊條應按JB3228《焊條質量管理規程》進行管理。焊工每次攜帶的焊條為50~80根,并存放于供電的保溫筒內,隨用隨取。使用后剩余的焊條應存入干燥箱內再次烘焙后才準使用,焊條再次烘焙的次數不能超過2次,超過2次后不得使用。
手工電弧焊的焊接參數要求詳見表1。
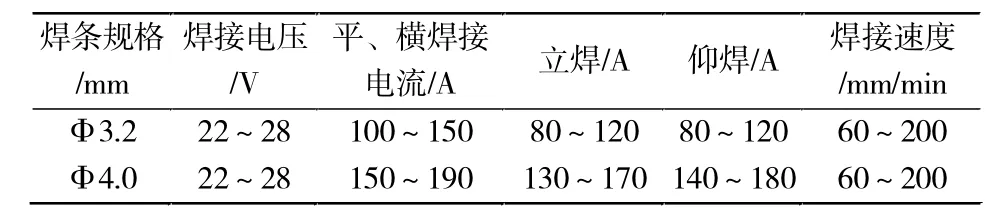
表1 手工電弧焊焊接參數要求
(3)下機架整體焊接順序
臨時加強板焊接→預熱→定位焊→立焊縫焊接→上平縫焊接→下平縫焊接→拆除所有的臨時加固件→焊縫檢測→焊縫打磨→VT檢查→MT或PT、UT無損檢測→尺寸復查驗收→焊縫補漆。
(4)焊接方法
為控制焊接變形,在每個支臂上、下翼板上各裝焊2塊臨時加強板,在立板的合縫處裝焊3塊臨時加強板,立板合縫處加強板按相同順序焊在同一側。加強板與筋板、翼板的焊角高度為8 mm。下機架在焊接過程中隨時監測焊接變形量,根據變形量可調整焊接順序。
各焊縫坡口形式及加強板焊接詳見圖3。

圖3 下機架組合縫坡口形式及加強板焊接示意圖
1)定位焊
定位焊順序:立焊縫、上平焊縫、下平焊縫。
定位焊原則先焊中間,再焊兩側。焊縫長60~80 mm,厚度為10 mm,分兩層一次焊接完成。在定位焊過程中隨時監測各個尺寸數值的變化。
定位焊的焊接要求與正式焊縫相同,定位焊接前將焊縫坡口及周邊預熱80~100℃。
每道合縫處定位焊點根據實測數值大小選擇焊點數量。原則上每道合縫處至少焊3處定位焊,根據焊縫的長度適當增加定位焊點數量。兩個搭焊點之間的距離約400 mm左右。每道合縫的端頭處必須進行定位焊,以防產生錯邊。
在定位焊過程中根據實際情況測量各主要尺寸,根據實測數值調整搭焊順序。
2)組合縫正式焊接
根據下機架結構形式安排6名焊工同時對稱進行焊接,焊接時采用多層、多道、分段、退步、小電流的焊接方法,以控制焊接變形。
對于坡口間隙超過4 mm的,需對坡口進行長焊。允許對間隙大的焊縫,在其背面加墊板,所加墊板的材質與母材材質相同。加墊板處的焊縫在正面焊縫焊完后,將背面的墊板用碳弧氣刨清除,并進行打磨,做MT或PT探傷檢查,合格后,進行背縫焊接。
立焊縫焊接時將大面坡口焊至坡口深度的1/2后,在背面清根、打磨,做MT或PT探傷檢查。合格后,將背面坡口焊至2/3厚度,根據變形情況,可進行正面和背面焊縫的循環交替焊接,直至整條縫全部焊接完成。立縫焊接時采用多層、多道、分段跳焊的焊接工藝,焊接過程中上、下層焊縫的接頭處要錯開30~50 mm。詳細焊接順序見圖4。
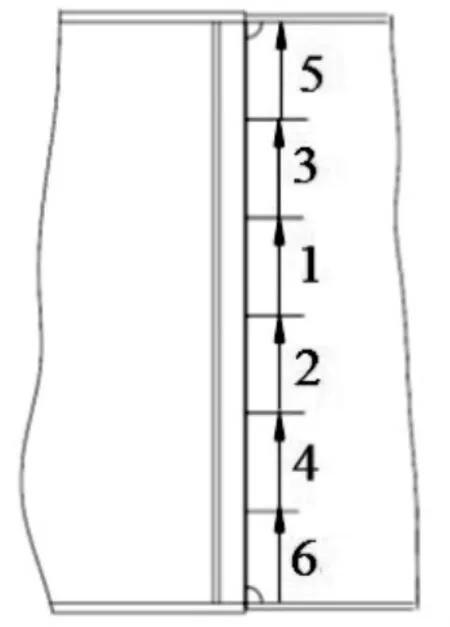
圖4 支臂與中心體縱縫焊接順序示意圖
上平縫焊接時將大面坡口焊至坡口深度的1/2后,進行下部坡口碳刨清根,打磨,做MT或PT探傷檢查。合格后,將背面坡口焊至2/3,根據變形情況,可進行正面和背面焊縫的循環交替焊接,直至焊滿全部焊縫。
平焊縫焊接時在縱向按分段、退焊的方法進行焊接,每層焊縫從左到右,從右到左交替進行。焊接過程中根據實測數值隨時調整焊接順序,直至焊平各坡口焊縫。
焊接過程中除打底層、表層焊縫不進行錘擊外,對其余各層焊縫逐層進行錘擊,以降低焊縫的殘余應力。
焊后打磨焊縫表面及附近區域,按圖紙技術要求對焊縫進行MT或PT、UT探傷檢查,清除合縫處所有的工藝加強板及臨時支撐,并進行補焊和打磨處理。
(5)焊縫無損檢測
焊縫打磨完成后進行UT、MT探傷檢查,UT焊縫檢驗標準:GB11345Ⅱ級;MT焊縫檢驗標準:JB/T6061Ⅱ級。
4 下機架組裝焊接過程中難點以及處理方法
4.1 支臂焊接收縮量確定
在下機架支臂焊接前無法做到精確確定支臂焊接收縮量,只能根據以往電站下機架支臂焊接經驗來初步確定收縮量,在支臂組合縫上事先加2-3 mm的鋼墊來調整焊接后的質量控制要求。
4.2 支臂焊接變形的控制
在焊接過程中必然存在焊接變形,同時變形又最難精準掌握,因此從以下幾點來控制:
1)焊工的選擇
參加機架焊接的焊工必須持證上崗,并取得相應的操作資格證,而且焊工要有多年的焊接經驗。
2)焊接電流、速度的掌握
每位焊工的焊接習慣不同,因此焊工在選擇焊接電流也不同、焊接速度也不同,從而造成焊接變形不同。為嚴格控制變形,派專人監控每位焊工的焊接電流和焊接速度,要保持每位焊工焊接量基本一致。
3)焊接變形的監控和測量
在焊接過程中的焊接變形測量做不到精準。焊接過程中要分階段測量焊接變形來控制焊接后質量要求。在測量過程中,支臂保持加溫狀態,由于各支臂焊接時的層間溫度偏差,造成變形不一樣,因此焊接過程中的測量值只是相對的變形量,但可以作為焊接過程中調整變形的依據。
5 結語
下機架是機組的承重機架,支臂數量多,板厚較厚,組裝時需預留焊接收縮量,焊接前需進行預熱,焊接時變形較大,在焊接過程中需實時監測變形,測量焊接過程中的變形量,根據變形量實時調整焊接順序。至目前,苗尾電站4臺套下機架已組裝和安裝完成,證明此工藝方法是可行的,希望對同類型電站提供借鑒。
TV734.4
B
1672-5387(2017)10-0010-03
10.13599/j.cnki.11-5130.2017.10.004
2017-07-21
鄧勇(1981-),男,助理工程師,從事水輪發電機安裝管理工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36