CCS水電站沖擊式機組定子組裝技術
2017-11-04 05:26:45程遠章
水電站機電技術 2017年10期
關鍵詞:測量
程遠章
(中國水利水電第十四工程局有限公司機電安裝事業部,云南 昆明 650032)
CCS水電站沖擊式機組定子組裝技術
程遠章
(中國水利水電第十四工程局有限公司機電安裝事業部,云南 昆明 650032)
厄瓜多爾辛科雷(簡稱CCS)水電站地下廠房裝有8臺單機容量187.5 MW,額定水頭604.1 m的立軸六噴嘴沖擊式水輪機組,截止目前是我國生產的最大沖擊式機組。機組定子鐵心在現場疊裝成整圓,鐵心外徑φ6 800 mm,鐵心內徑φ5 950 mm,鐵心高度2 700 mm,整體組裝完成后總重量約為197.316 t。本文詳細說明了該類型機組定子組裝的施工技術及質量控制注意事項,供同類型機組安裝時借鑒。
沖擊式;定子組裝;施工技術;質量控制
1 工程概況
CCS水電站位于厄瓜多爾納波省的可卡科多河,距首都基多140 km,電站總裝機1 500 MW,電站機組為哈電總承包,其發電機由定子、轉子、推力軸承、上導軸承和上機架、下導軸承和下機架、空氣冷卻器、制動及頂起系統、蓋板、各種基礎板及其它輔助部分組成,每臺發電機設一套CO2滅火系統。
定子機座由鋼板焊接而成,由于運輸限制定子機座需分瓣運輸,在現場組焊。定子鐵心疊片和繞組下線在現場進行,現場拼焊后具有足夠剛度并能承受各種工況下傳遞給機座的熱磁應力和扭力,具有防止鐵心翹曲與定子鐵心熱膨脹相適應的能力。定子鐵心裝配由定子扇形片、定位筋、拉緊螺桿、齒壓板、定子機座、托塊等組成,定子鐵心在現場疊裝成整圓,鐵心外徑φ6 800 mm,鐵心內徑φ5 950 mm,鐵心高度2 700 mm。鐵心沿軸向共分布64個通風槽,通風槽厚度為6 mm,下齒壓板上第一層鐵心高24 mm,上齒壓板下最后一層鐵心高24 mm,中間各段鐵心高度均為36 mm(計63層)。定子扇形片分基本片、端片、絕緣片、測溫片、補償片、通風槽片等,定子疊片完成后總重量約為197.316 t。定子主引出線開孔位于-Y軸線,中性點引出線在+Y方向左側45°方向。
為保證鐵心疊片的質量,采用分段壓緊措施,共分6次壓緊(預壓5次)。鐵心片每張沖片用2個定位筋及帶絕緣套管的穿心螺桿壓緊,定子疊片按順時針進行,并用硅鋼片膠粘接成整體,定子鐵心最終壓緊后需要再進行定子鐵心的熱壓以及磁化試驗后最終壓緊。
2 定子組裝施工流程圖(見圖1)
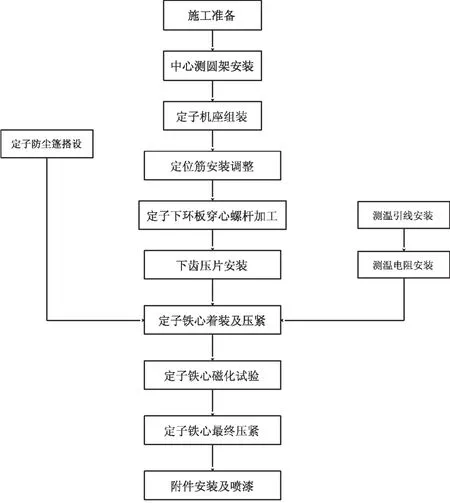
圖1 定子組裝施工流程圖
3 中心測圓架安裝
按設計圖紙要求先進行中心測圓架基礎底板的安裝,使用外徑測量工具測量中心柱直徑加工數據,中心柱固定在安裝平臺上后,精調其垂直度≤0.10 mm/m;
4 定子機座組裝
定子機座分四瓣運輸至工地,在安裝間組圓、調整。使用水準儀測量下環板水平度,采用千斤頂、楔子板以及拉緊器調整定子下環板水平度;使用測圓架測量下環板以及其余各環板的半徑,通過在組合塊位置加墊的方式調整定子各環板內徑。考慮到定子組合縫焊接后定子整體將收縮約2mm,定子組焊前各環板焊前控制尺寸為:下環板半徑R3150(+1/+4)mm;中環板和上環板半徑R3455(+1/+4)mm,下環板徑向平面度≤1 mm,切向水平度≤1 mm/m,下環板整圓平面度≤1 mm,合縫處上平面錯牙≤1 mm。合格后將組合塊螺栓焊接固定。
定子機座材質為Q235,手工焊條使用廠家到貨焊條AWS E7015,氣體保護焊條使用廠家到貨焊絲ER70S-6。為盡量控制定子機座的焊接變形及焊接質量,除定子機座下環板仰焊縫外,其余焊接應盡量使用氣保焊。定子機座在正式焊接過程中采取4名焊工同時、同向、同規范多層多道焊接。現場焊接時執行ASME焊接相關規范及要求。
焊接過程中使用測圓架隨時監測和測量定子機座變化情況,并記錄。根據實測數據隨時調整焊接順序,直至組合縫蓋面焊接完成。
定子機座正式焊縫焊接完成24 h后,采用角磨機打磨焊縫及焊縫兩邊區域100 mm處,露出金屬光澤后進行無損檢測,上環板和中環板上表面采用100%VT、100%MT和100%UT,墊板處采用100%VT和100%MT探傷,下環板無損檢測標準為100%VT、100%MT和100%UT,對判定不明確的部位使用TOFD進行復檢。
5 定位筋安裝調整
5.1 測圓架精調整
定位筋調整前需對測圓架中心柱進行精調整,需滿足:中心柱的垂直度≤0.02 mm/m;全長垂直度不超過0.05 mm。
5.2 基準定位筋調整及搭焊
首先選+Y右側第一根定位筋位置作為基準定位筋位置,使用哈電廠家到貨專用工具臨時將定位筋和托塊固定在定子機座上,懸掛鋼絲線,測量首根定位筋徑向、切向傾斜≤0.05 mm/m,全長不超過0.1 mm;測量定位筋半徑值在Φ3 388.5(-0.05/+0.05)mm,徑向扭斜|R1-R2|≤0.1 mm;檢查托塊與環板的間隙≤1 mm,以上所有數據合格后將第一根定位筋托塊搭焊在機座環板上,搭焊高度3~5 mm,長度4~6 mm。如圖2所示。
圖2 第一根定位筋調整示意圖
5.3 大跨距定位筋調整及搭焊
6等分定位筋大跨距調整時,首先以第一根定位筋為基礎,使用銅錘、橡膠錘、托塊頂柱及C型夾等工具調整各定位筋,用內徑千分尺、弦距測量塊測量弦距L=3 378.5 mm,各環弦距允差≤0.3 mm,在同一跨距內上下弦距允差≤0.15 mm;用內徑千分尺、測圓架測量定位筋各環半徑R=3388.5(-0.10/+0.05)mm,扭斜|R1-R2|≤0.1 mm。最后整體復測6根定位筋的各環半徑、扭斜、相鄰弦距,以上所有數據合格后,將全部托塊搭焊在各環板上,搭焊高度3~5 mm,長度4~6 mm。
5.4 其余定位筋調整及搭焊
使用自制帶百分表的定位筋弦距測量工具(如圖3所示),配合哈電廠家提供的定位筋C型夾、小鋼楔調整工具,依次調整定位筋在第1、3、4、5、7位置的弦距偏差|L1-L2|≤0.15 mm、內徑R=3 388.5(-0.10/+0.10)mm,扭斜|R1-R2|≤0.1 mm。以上所有數據合格后將托塊搭焊在機座環板上,搭焊高度3~5 mm,長度4~6 mm。
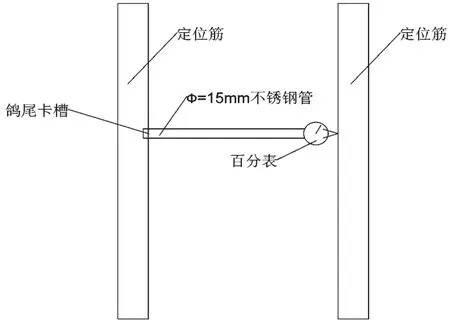
圖3 定位筋弦距測量示意圖
5.5 定位筋焊接及注意事項
定位筋托塊及定位筋滿焊焊接過程中,每焊完一遍后使用測圓架和弦距樣板檢查一次半徑和弦距,由焊接工程師根據現場情況采取反變形措施,定位筋滿焊完成后使用測圓架測量半徑R=3 388.5(-0.15/+0.25)mm,扭斜|R1-R2|≤0.1 mm,同高度相鄰兩筋半徑差≤0.30 mm,相鄰定位筋弦距讀數偏差≤0.30 mm。
在托塊滿焊及定位筋滿焊過程中,當發現個別點出現超差后采用反變形措施無法調整時,應采用磨光機修磨焊接部位,重新調整定位筋后進行焊接。
6 定子下環板穿心螺桿孔加工
將下齒壓片按圖紙位置整圓擺放在定子下環板上,整圓疊10~20層定子沖片,用整形棒和穿心螺桿孔定位整形棒將沖片槽形及穿心螺桿孔整形合格。用測圓架測量每張定子沖片兩點,使用銅錘或橡膠錘調整沖片內徑,使其滿足R=2975(-0.40/0.60)mm。使用穿心螺桿號孔工具、手錘等標記出定子鐵心片穿心螺桿孔在機座下環板上的位置后,拆除定子沖片和下齒壓板。鉆孔完成后,使用銼刀或拋光片修整穿心螺桿孔加工后的尖角、毛刺。
7 下齒壓片安裝
將定子下齒壓片整圓擺放在定子機座下環板上,用定子沖片檢查下齒壓板位置的正確性,整圈波浪度≤2 mm,半徑偏差≤1 mm,全面檢查下齒壓片的內外高差H內≥H外、相鄰齒壓片高差≤0.5 mm,齒壓片與定子鐵心扇形齒中心偏差≤1 mm,半徑偏差≤1 mm以及整圓波浪度,對超差的下齒壓片進行處理。利用下齒壓片焊在機座下環板上,先搭焊好,用定子扇形片檢查合格后再滿焊。
8 定子鐵心疊裝、磁化試驗及壓緊
8.1 鐵心片徑向補償方法
打開定子沖片包裝箱,抽測5~10堆沖片,每堆測沖片的四邊6點高度,并作記錄。根據測量尺寸平均值,確定每單段鐵心應疊入的是軛部或齒部徑向補償片或不加補償片。鐵心上、下兩段階梯項號片不能疊入徑向補償片。補償片的補償量應均勻放在該段鐵心的高度內,在兩層同樣沖片間只允許安裝一層補償片。相同徑向寬度的補償片不允許安裝在沿鐵心高度方向連續的兩段鐵心段內,沿鐵心高度方向補償片應按徑向寬度階梯循環布置。齒部徑向補償片打毛后必須用環氧膠粘在定子沖片上。
8.2 鐵心片疊入周向補償片數量及方法
根據鐵心第一次預壓測量高度,確定鐵心疊片至下一次預壓周向補償位置或不用疊入周向補償片。周向補償片用基本定子片。鐵心每一段預壓后,根據測量高度,由質量工程師重新確定疊片至下一次預壓鐵心徑向補償層數,確定每段鐵心徑向補償片疊入層數,作出徑向補償片疊入表格。
8.3 定子分段壓緊及最終壓緊
按定子鐵心裝配圖進行定子鐵心疊片,疊片時相鄰兩層按照1/2沖片寬度交錯搭接疊裝,當疊片高度30 mm左右,每根定位筋對應1個槽樣棒和1個槽楔槽樣棒,并隨鐵心疊片高度相應調整槽樣棒、槽楔槽樣棒高度,保證新疊沖片必須有槽樣棒、槽楔槽樣定位。
鐵心疊片至約 500 mm、1 000 mm、1 500 mm、2 000 mm、2 500 mm、2 700 mm左右高度時各壓緊一次;鐵心預壓緊前,鐵片上部鋪設二層預壓沖片,以免損傷已疊沖片;每次分段壓緊鐵心前,先將鐵心上部槽樣棒放入槽底,分段壓緊鐵心結束后,再將槽樣棒重新調整放在正常疊片位置;鐵心每次被壓緊后,用卷尺測量鐵心齒部、槽底及軛部的高度尺寸,鐵心波浪度按不超過4 mm進行控制;測量鐵心片內徑,按鐵心半徑R=2 975(-0.40/+0.60)mm進行控制,應盡量調整為正偏差。
均布測量定子鐵心疊裝平均高度L=2 700(+0/+4)mm;鐵心波浪度≤4 mm。
8.4 定子鐵心熱壓
定子鐵心疊裝完成后,使用風管全面吹掃定子通風槽、機座等部位,使用吸塵器、白布等徹底清理定子鐵心內部,不允許有任何雜物在鐵心內部;檢查定子疊片防塵篷,對通風部位進行密閉,在定子機座底部至少300 mm處布置加溫設備;定子鐵心經過加溫冷卻至室溫后,用液壓拉伸器泵組再次壓緊鐵心,全面復測定子鐵心的半徑、高度及波浪度。
8.5 定子鐵心磁化試驗
定子鐵心磁化試驗是發電機定子鐵心硅鋼片疊裝完成后必須進行的一項重要試驗,其目的是檢查定子鐵心制造和現場安裝的整體質量、片間的絕緣是否良好,定子鐵心磁化試驗以測定鐵心單位質量的損耗,鐵心軛部、齒部等各部溫升值參數綜合判斷定子鐵心的疊裝質量,辛克雷水電站定子鐵心磁化試驗將在磁通密度B=1.0 T,頻率f=60 Hz,勵磁繞組匝數為80匝情況下進行相關試驗,1-8號機組定子在現場組裝后,磁化試驗一次性通過率100%,合格率100%。
8.6 定子鐵心最終壓緊
定子鐵心磁化試驗完成冷卻至室溫后,用液壓拉伸器泵組再次壓緊鐵心,全面復測定子鐵心的半徑、高度及波浪度。需滿足:a)測圓架垂直度≤0.02 mm/m,全長≤0.05 mm;b)鐵心半徑 R=2 975(-0.40/+0.60)mm;c)鐵心疊裝平均高度 L=2 700(+0/+4)mm;鐵心波浪度≤4 mm。
經過執行上述方案,厄瓜多爾辛克雷水電站8臺機定子現場裝配后各項數據均符合設計要求,1號機組定子組裝最終壓緊后具體數據如表1所示:

表1 1號機組定子組裝最終壓緊后具體數據
9 附件安裝及整體噴漆
按照圖紙要求點焊拉緊螺桿及上齒壓板擋板,并進行100%VT檢查。使用吸塵器仔細清理機座、鐵心及通風槽部位置的灰塵、雜物,檢查完畢后,對鐵心表面進行噴涂。
10 結束語
CCS水電站定子組裝精度要求高,施工工期緊。在此情況下我們制定了詳細的定子組裝的施工方案,采用新型自制測量工具,保證了定子的安裝質量及水電站的安裝工期。我們已按上述方法圓滿完成了辛克雷水電站8臺定子的組裝,一次性驗收合格率達到了100%。此方法可供后續同類型機組電站借鑒。
[1]GB/T 8564-2003水輪發電機組安裝技術規范[S].
[2]DL/T 5420-2009水輪發電機定子現場裝配工藝導則[S].
TV547.3
B
1672-5387(2017)10-0004-04
10.13599/j.cnki.11-5130.2017.10.002
2017-07-21
程遠章(1987-),男,助理工程師,從事水利水電施工技術管理工作。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00