煉油裝置加氫反應塔殼體制造的研究
2017-11-04 02:23:42畢海波冷傳文顧玉
中國設備工程 2017年20期
關鍵詞:筒體
畢海波 ,冷傳文 ,顧玉
(1.吉林寰球和創機械制造清洗有限公司;2.吉化建修有限公司,吉林 吉林 132000)
煉油裝置加氫反應塔殼體制造的研究
畢海波1,冷傳文1,顧玉2
(1.吉林寰球和創機械制造清洗有限公司;2.吉化建修有限公司,吉林 吉林 132000)
本文介紹煉油裝置加氫反應塔壓力殼體制造時關鍵技術的研究,包括液壓拉伸器上的緊固螺栓和底部鍛件之間的堆焊工藝,也包括大法蘭螺栓孔的銑削工藝。
加氫反應塔殼體;螺栓孔銑削;液壓拉伸器
我廠為吉林石化煉油廠制作的加氫反應塔的壓力殼體是使用丹麥某公司的技術進行設計和制造的,是加氫反應裝置中關鍵設備之一。
加氫反應塔的主殼體材料是鉻鉬鋼SA387Gr11CL2,封頭大蓋和法蘭之間密封形式使用雙錐面的密封結構,由于密封環的尺寸過大,因此制作的精度要求非常高。而且封頭大蓋和法蘭之間是40支M105螺栓相聯接的,在制造工藝上率先使用內螺紋銑削設施來加工M105×4盲螺孔,來保證螺紋精確的加工。制作中使用美國某公司專用的液壓螺栓拉伸器工具,來確保40支M105螺栓以及24支M72底部螺栓能夠一次性的均勻擰緊,再一次性的通過水壓試驗。加氫反應塔底部鍛件的內壁采用的堆焊工藝,能夠克服鎳基堆焊層產生的弧坑裂紋這一焊接工藝難點,這就使得這項新工藝在此獲得應用成功。反應塔筒體的焊接制造,正確的確定塔內外壁的機械加工余量以及使用控制壓制精度的方法,能夠保證塔的筒體尺寸能夠滿足整個設計的要求。
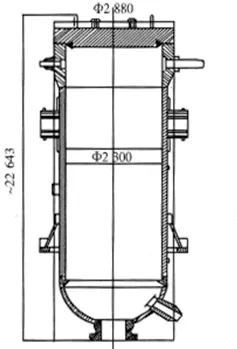
圖1 加氫反應塔的結構
1 結構設計介紹
加氫反應塔的結構見圖1。
單位:mm
殼體的材質:SA387Gr11CL2
筒體的直徑:φ2200×135 L=14400
法蘭的尺寸:φ2760 L=950 材質:SA336FllCL2
封頭尺寸:φ2760×450 材質:SA336FllCCL2 封頭為球形:SR1100
筒體分成4節:每節尺寸3600。
2 關鍵制造技術
2.1 筒體
因為反應塔筒體內裝有關鍵設備,因此內壁尺寸的精度要求非常高,達到φ200+10,如果按一般的卷制及壓制的制造工藝根本是不能達到這個精度。我廠為了能夠達到這個精確的制造精度,在塔的制造過程時,采取如下的幾項措施。
(1)控制制造中壓制的精度。塔的筒體使用瓦片壓制的制造工藝,同時為了防止在雙縱縫焊接的時候,焊縫收縮而產生的筒體變形成橢圓,在壓制的時候嚴格控制整個開口的尺寸,把開口的尺寸擴大至8mm,通過縱縫的焊接之后,塔的筒體橢圓度將小于1%。
(2)客體內外壁留給機械加工的余量。采購的板材厚度是155mm,留給機械加工的余量是20mm。為了保證殼體內壁尺寸公差的要求,原設計殼體內壁留有16mm的機械加工余量,而外壁則留有4mm的機械加工余量,選擇外協工廠的大立車設備上進行加工制作。因為壓制的筒體棱角度及橢圓度都比較大,這就給立車產生某些困難。這就需要根據現場實際的機加工情況能夠發現,在內壁留有過多的機械加工余量不是最佳的工藝選擇。這是因為筒體的內徑是允許存在非機械加工面的,充分考慮壓制棱角度及橢圓度的一些因素,在內壁保留10mm的機械加工余量已經足夠制作使用,這是由于通常的壓制精度都是1%,也就是22mm左右,單邊是11mm左右。機械加工留有10mm的余量,就算不能夠全部機械加工到的尺寸,通常留下局部的凹處也就在公差內徑的10mm以內。
2.2 大法蘭的螺栓孔加工
塔頂上部的大法蘭均布著40套M105×4盲螺栓孔,直徑尺寸非常大,精度要求也非常高,其表面的粗糙度是Ra6.3,這些都是盲孔。通常大直徑的盲孔加工,都是采用絲錐來加工,這種工藝的質量不是很穩定,也發生過絲錐斷在孔里的風險事故。在這次加工中,采購專門的制造設備——一種滑枕式的內螺紋的銑削設備。這種設備的傳動性非常強大,平穩性非常可靠,加工的精度非常高,而且加工的范圍也非常廣,同時操作也非常簡便。這種設備的加工范圍能達到M160,偏心距能達到30mm,螺距能夠分成四擋來調節,能夠加工螺紋的粗糙度為 Ra1.6。
(1)夾緊工件的方法,這套螺紋銑削設備夾緊工件的方法是電磁吸盤式吸附。因為工件的吸附面非常窄,吸附的力量不能夠防止銑削的竄動,因此設計一套專用的工具——過度吸盤。把吸盤和法蘭以及工作平臺緊固牢靠,將過度吸盤和法蘭的平面保持在一定的水平度,這就能夠增大銑削設備和工件間的吸附面積。銑削的工作過程中,不能使設備斷電,如果斷電電磁力就會消失,工作則會出現偏移現象。因此在夾緊工件前需要把銑削設備和工件進行找正,以保證兩者的中心線相等。
(2)使用刀具工藝參數的方法,在進行螺栓孔機械加工的同時要采取機夾式的硬質合金類的刀頭,在切削的主軸上面裝有4把刀頭。通常2~3次銑削螺紋到公差尺寸,1~2次是粗銑,最后一次是精銑。在螺栓孔加工的時候使用切削的參數:給進的速度1.5轉/分,主軸的轉數850轉/分,切削最后精銑是0.2mm。在整個制作過程中,可以適合的添加切削油來減弱對刀具的損耗。
(3)切削的過程需要注意如下問題。
一組4個刀片的夾裝,需要保證在同一個直徑的圓周上,同心度要求不能大于0.05mm。
清理干凈銑削面和工件間的結合面,兩軸的不平行度不能高于0.05mm。
粗銑后要使用螺紋百分表來測定關鍵尺寸,以此保證切削量和公差尺寸。
每次的銑削后都要把螺紋內鐵削清理干凈,才能進行再次的銑削,銑削的過程中可以用壓縮空氣把鐵削吹出。
2.3 雙錐密封環的制造加工
雙錐密封環材質是SA336GrF11CL2的八角墊,是加氫反應塔殼體密封的關鍵部件,制造尺寸要求精確,表面粗糙度要求高于Ra1.6,工件的直徑為φ2236mm,毛坯的尺寸高度是100mm,整體斷面尺寸小、剛性差、易變形。方便加工及夾位,首先把工件點焊在比工件直徑大的圓板上面,再把圓板夾緊在3200mm的立車床上。為了防范加工過程時工件的變形,需要將夾爪的夾緊力高于銑削力。首先對上下錐面進行粗加工,然后對上面斷面和內外圓進行精加工,最后對錐面進行最終精加工至合格。在精加工時使用高速車刀,在加工的時候使用冷卻油,在保證工件合格之后才能把夾刀夾緊圓形鋼板,使用切刀把合格的工件切斷。
2.4 液壓拉伸器使用
傳統的螺栓連接方式基本都是使用人工擰緊的方法,這種方式可靠性低,人工強度大,關鍵是很難能夠保證緊固的均勻性和一次性的保證水壓試驗合格。針對加氫反應塔殼體設備的封頭蓋和大法蘭之間的特殊螺栓連接方式,選擇使用美國某公司的特殊用液壓螺栓拉伸器,這種設備采用液壓系統進行緊固螺栓的拉伸以達到需要的預定要求載荷,再把它鎖定在緊固件的上面。為了能夠保證各個螺栓緊固的均勻,需要合理的安裝拉伸器的順序,安裝的順序取決拉伸器的數量和螺栓的數量。統籌考慮拉伸器的成本以及使用的要求,選擇兩組液壓拉伸器來對稱使用,擰緊的順序見圖2。
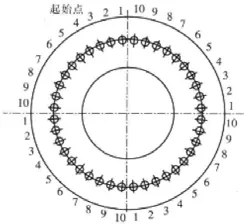
圖2 拉伸器擰緊螺栓的順序
2.5 底部鍛件堆焊
塔底鍛件的材料是SA336F22,一種承壓高溫的合金鍛件,是Ni-Gr-Fe系列的合金,有著耐氯離子應力腐蝕和耐高溫氧化的一種性能的材料,因此選用焊材是Sonicro71。由于鎳基耐腐蝕的合金堆焊有著熱裂紋傾向,容易出現焊縫氣孔現象,因此需要采用如下的幾項措施。
(1)焊接前要嚴格烘干焊條,清凈坡口附近的氧化皮、水、油、銹等,防止焊接氣孔的出現。
(2)選擇比較小焊接線的能量,在收弧時要堆滿弧坑。
(3)焊接前要充分預熱,以提升焊縫抗冷裂的能力。
(4)在焊接時需要注意收弧時應該填5次弧坑,逐漸把弧坑填滿。使用不能擺動式堆焊的窄焊道,焊道的搭接量是55%,這樣才能夠得到最佳堆焊效果以及焊接質量。
3 結語
煉油裝置加氫反應塔的殼體的制造是精度要求非常高的大型類鉻鉬鋼的壓力容器,制造的關鍵技術就是大法蘭的盲螺栓孔銑削加工,以及液壓拉伸器對螺栓的擰緊,再就是雙錐密封環的精加工和底部鍛件堆焊工藝等。為了保證要求的制造加工精度,同時設計和制造對應的工裝設備是必須的措施。
TE966
A
1671-0711(2017)10(下)-0174-02
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34