基于PLC的三維調整機同步控制系統設計與實現
2017-11-03 02:57:53,
計算機測量與控制 2017年10期
,
(1.武漢地鐵集團有限公司,武漢 430017;2.武昌工學院 土木工程學院,武漢 430065)
基于PLC的三維調整機同步控制系統設計與實現
劉慶貴1,馬魁2
(1.武漢地鐵集團有限公司,武漢430017;2.武昌工學院土木工程學院,武漢430065)
為了解決目前分段造船模式采用人工肉眼合攏準確率低的現況,提出了三維調整機多機同步控制的思路,設計了基于西門子S7-200 PLC和工業無線以太網的同步控制方案;在同步控制系統方案中,利用PLC對工況數據進行讀取和計算,并將計算結果轉化為各維度油缸的位移值,同時各油缸內置位移傳感器將動作結果反饋給PLC形成閉環控制,從而保證同步控制的精確性;利用工業無線以太網作為數據的傳輸媒介,在保證數據傳輸穩定的前提下,操作者可以靈活變化位置;實驗中將4臺機器組成一個系統,分別對X、Y、Z三個方向的油缸進行同步位移測試,結果顯示系統能夠準確地進行平移、頂升動作,動作過程中每臺三維調整機同方向油缸同步誤差滿足設計要求,實現了同步控制的效果。
三維調整機;PLC;同步控制;工業無線以太網
0 引言
隨著中國船舶工業的迅速發展,造船技術和質量不斷提高,目前造船采用的都是現代造船總裝模式,這種模式在前期船體設計時就采用了模塊化設計,將船體分解成一段一段的模塊,建造時用大型吊車將各個分段移到船臺合攏位置,利用吊車對分段進行空間姿態調整,最后在船臺合攏成型[1]。因此,對于對接合攏的精度要求很高,雖然目前在造船過程中采用工程機械對接合攏替代了傳統了人工肉眼對接合攏操作,但是準確度和效率確十分低下,自動化程度低。
數控三維調整機就是專為“分段總裝造船法”船體分段合攏工藝而設計,可以實現分段船體的橫向、縱向、上下3個維度,六個方向的多自由度移動,可以自由地調整分段船體的姿態。大型吊車只需將船體分段初步吊裝到位,然后通過船體分段三維調整機進行精確定位,因此可大大減少大型吊車的占用時間。
本文設計的基于PLC的三維調整機同步控制系統以西門子S7-200 PLC為核心,配制無線工業以太網模塊進行數據傳輸,控制三維調整機XYZ三個方向的油缸,對船體分段進行同步頂升、平移工作。利用三維調整機可以大大提高船體分段對接的高效性,實現高精度、高質量地對接、合攏操作[2]。同時三維調整機自帶行走輪和吊裝孔,在平整的場地上,只需通過手柄上的走輪控制按鈕即可控制三維調整機的前進、后退,轉向通過轉動手柄來控制,搬運、移動都十分方便,不受場地限制[3]。
1 三維調整機系統介紹
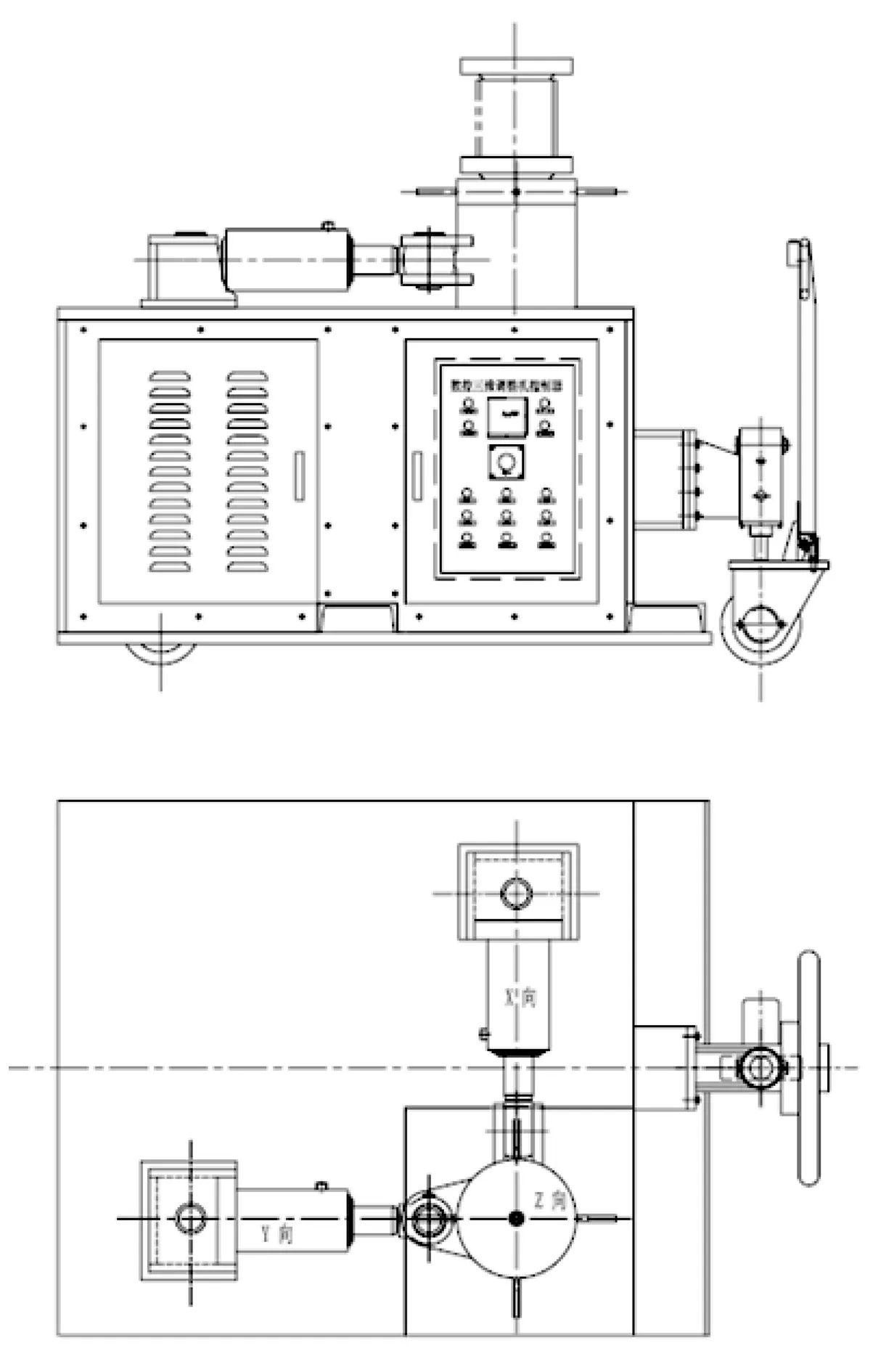
圖1 數控三維調整機機身結構圖
三維調整機主要由行走、油缸和控制系統三部分構成。如圖1所示。三維調整機為相對獨立單元,可聯動也可單獨手動操作。頂舉和平移為液壓驅動,聯機時油缸位置為閉環控制,手動時為開環控制。行走由液壓閥控制液壓馬達驅動,能夠實現前進、后退、緊急停止及加減速起停等功能,行走速度手動給定。為了保證整個系統的安全性,行走與頂舉采用了分時操作。
控制系統輸入部分采集操作信息,通過遙控按鈕盒或多機同步控制箱控制X向、Y向、Z向的油缸伸縮,以此來調整船體位置。
單臺三維調整機安裝有3個油缸,分別為主油缸(船體高度Z方向),兩個副油缸(船體寬度Y方向和船體長度X方向),每個方向的油缸內安裝有直線位移傳感器,用來檢測油缸的位移值,主油缸安裝有壓力傳感器,用來檢測主油缸內壓力。在調整過程中,各個油缸位直線移傳感器信號用來確定當前油缸的具體位置,內置式直線位移傳感器選用耐高壓型(耐壓值為700 bar),并在油缸極限位置安裝耐高壓型限位開關(耐壓值為700 bar),當油缸伸縮到極限位置時限位開關動作,控制系統得到信號后停止運行以保護設備安全。每臺三維調整機都有獨立的控制的控制系統[4],控制系統由S7-200PLC作為控制器,每臺控制器配置一個以太網模塊和無線工業以太網客戶端[5],控制系統安裝于機身結構內,控制面板留有按鈕和指示燈,可以進行本地控制,機身設置有觸摸屏,在整個操作過程中,可以通過安裝在機身面板的觸摸屏實時查看當前油溫、油壓、XYZ向油缸等設備實時參數,觸摸屏界面如圖2所示。

圖2 機身觸摸屏界面
三維調整機在工作時每四臺為一組,可以多組同時工作,系統預留了48臺接口,可以方便后續進行擴展。所有的三維調整機全部由一個同步控制箱控制。
2 三維調整機控制系統設計
控制系統主要由西門子PLC控制器、傳感器及觸摸屏等構成硬件平臺,通過PLC程序控制各個電磁換向閥來實現X向、Y向、Z向的油缸伸縮,以此來調整船體分段位姿。
油缸的頂舉和平移為液壓驅動,頂舉和平移油缸內設置有位移傳感器,主頂升回路中設置有壓力傳感器和壓力表,機身上設置有顯示屏。聯機時油缸為位置閉環控制,手動時為開環控制。在調整過程中,各位移傳感器信號用來確定當前油缸的具體位置,壓力傳感器用來計算主油缸的承載壓力。
單臺PLC控制系統數字量輸入主要采集3個走輪收放限位開關信號,濾堵信號,熱繼保護信號及各個操作按鈕信號。數字量輸出主要控制行走輪的馬達、行走輪的收放、油泵啟停及相關指示燈等,如圖3所示。
行走保護:行走輪收放控制充分考慮了安全保護措施,3個走輪上每個走輪分別設置了兩個光電限位開關,檢測行走輪的位置。三維調整機行走之前,走輪全部要放到位,3個走輪放下限位開關全部檢測到走輪信號后才可以進行行走操作,避免由于某個走輪未到位行走操作,存在安全隱患。同理,走輪收起限位開關全部檢測到信號后,整個三維調整機機身平穩扎實著地后才可以進行船體分段頂升平移等操作,防止出現走輪支起的情況進行船體分段平移和頂升操作損壞走輪甚至出現安全事故。
單臺三維調整機PLC控制系統模擬量輸入主要采集油溫、油壓、油缸壓力及位移信號。模擬量輸出控制給定XYZ三個方向油缸的比例閥放大器的信號,如圖4所示。單臺三維調整機PLC控制系統設計有良好的報警機制,當油缸壓力、油箱溫度等超出預設定安全值時,系統會自動保護并進行聲光報警,直到故障排除后方可進行。
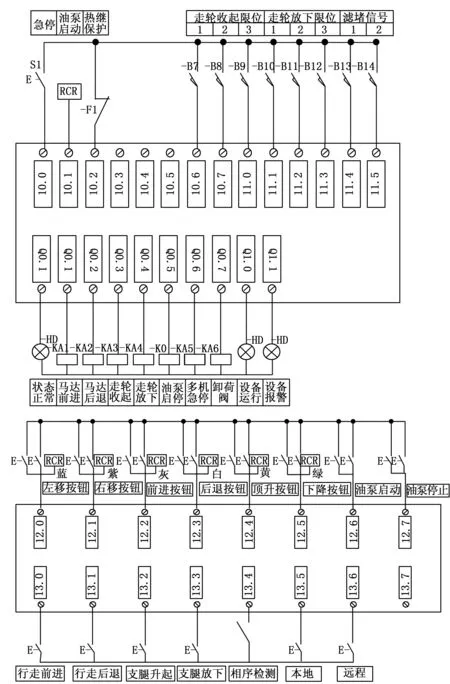
圖3 數字量接線原理圖
負載保護:在單臺三維調整機控制系統PLC內設定船體分段三維調整機的Z向油缸的最大壓力值,當壓力傳感器檢測到的Z向油缸壓力值大于設定的最大壓力值時,PLC的數字I/O接口的對應輸出點斷開、Z向油缸頂升液壓閥斷電,Z向油缸下降液壓閥通電,船體分段三維調整機的Z向油缸下降以保護油缸,同時配合直線位移傳感器信號實時判斷油缸位置,將油缸回落到零點位置進行保護。
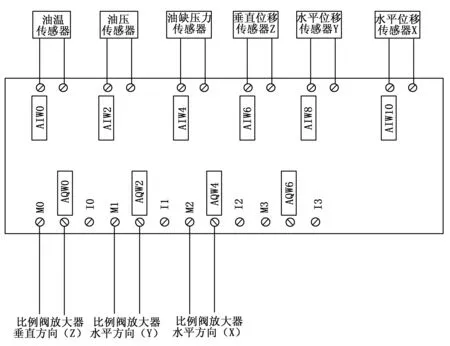
圖4 模擬量信號原理圖
閉環控制原理:系統將用戶設定的位移值轉換成數值,經過計算得到模擬量信號電壓號,下傳到比例閥放大器驅動板驅動比例液壓閥[6]動作,油缸內置直線位移傳感器實時檢測位移值作為反饋值與設定值進行比對,最終達到用戶設定值完成調整工作。
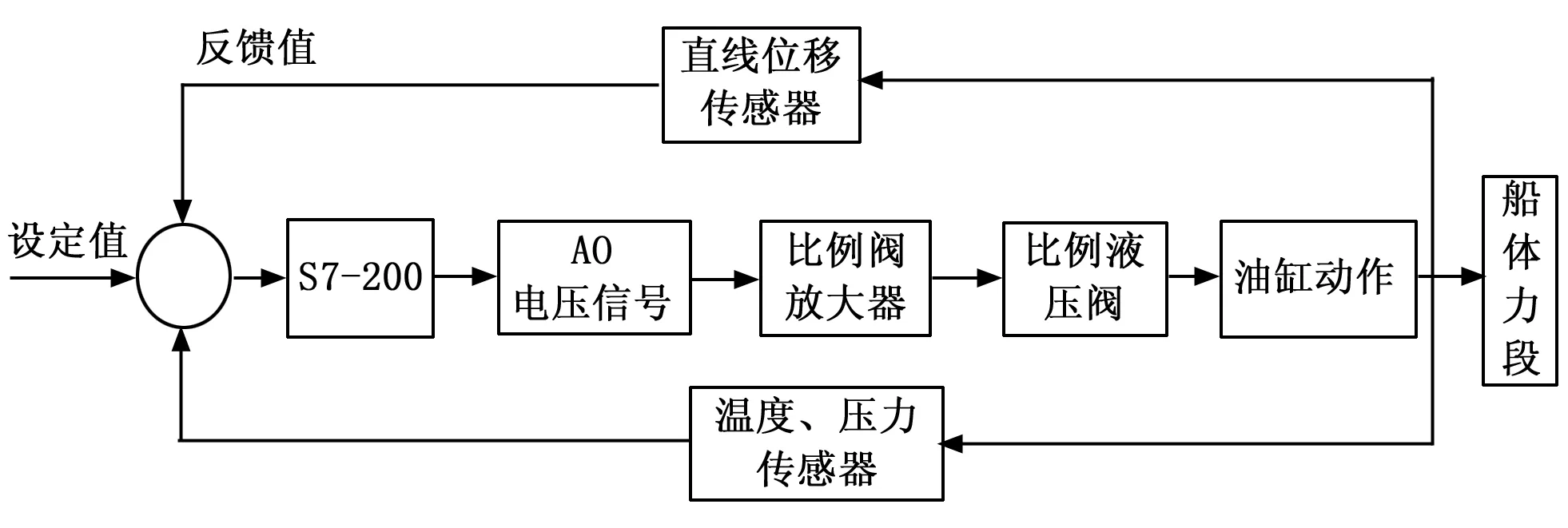
圖5 閉環控制原理圖
三維調整機共有3種控制方式,分別為:本機按鈕控制、單機遙控手柄控制及多機控制箱控制。
1)本機按鈕操作:設備在場地內短距離移動時,可操作行走輪控制手柄上的油泵起停、行走輪升降和進退按鈕控制設備在場地內就位。油泵啟動后,可以通過進退按鈕控制三維調整機在場地內行走,行走速度手動給定。到達指定位置后,通過機身控制面板按鈕控制油缸的平移、頂舉動作。
2)單機遙控手柄控制:每臺三維調整機配備有遙控操作手柄,當三維調整機單獨控制用于分段調整時,可通過單機遙控手柄上的按鈕控制平移及頂升油缸的運動。單機遙控手柄設有總急停、油泵啟動、油泵停止、X向伸出、X向回縮、Y向伸出、Y向回縮、Z向頂升、Z向下降共9個按鈕,通過單機遙控手柄可以控制每臺三維調整機在XYZ方向的調整,也能夠控制每臺三維調整機油泵的開啟、關閉和電源的緊急切斷。
3)多機控制箱控制:多臺三維調整機同步控制采用工業無線以太網通信的多機控制箱,將多臺三維調整機PLC通過工業無線以太網相連,多機控制箱操作按鈕通過數量字輸入模塊轉換成工業以太網信號,達到通過一個多機控制箱能夠同時控制多臺或者分別控制一臺三維調整機的目的。
3 無線同步控制系統實施
無線同步控制系統分為主端和客戶端,主端為多機控制箱,多機控制箱原理圖如圖6所示,主要配置有S7-200PLC、西門子人機交互界面6AV6 643-0CD01-1AX1、DP模塊、以太網模塊、菲尼克斯遙控主端FL WLAN 24 AP 802-11,客戶端即為單臺三維調整機控制系統。
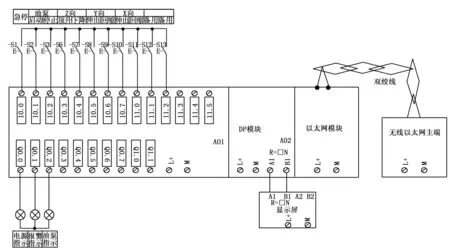
圖6 多機控制箱原理圖
采用多機無線同步控制時,所有客戶端將選擇按鈕打到遠程模式,即可通過多機控制箱進行控制。操作時,首先進行油缸回原點操作,然后將船體分段通過大型吊車放在多臺三維調整機上,之后進行預頂升操作,預頂升操作完成后,在多機控制箱觸摸屏界面設置好各軸油缸位移值和各軸油缸速度,設置好同步位移差即可開始操作,多機控制箱操作界面如圖7所示。
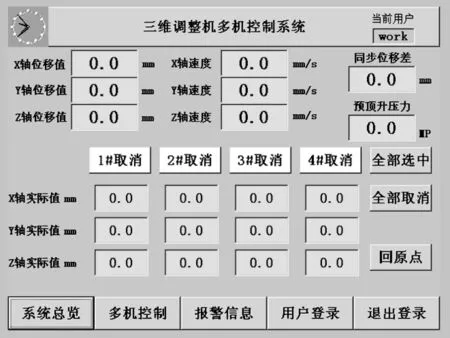
圖7 多機控制箱觸摸屏主界面
回原點工作原理:當把機器布置到現場的時候,根據實際需要來選擇是否進行回原點功能,回原點即X、Y油缸所在位置正好在油缸行程的中心位置,可伸可縮,操作時按住回原點按鈕,等設備開始進行回原點動作時即可松開,機器自行完成回原點動作。
預頂升工作原理:設置預頂升壓力值,頂升油缸內的壓力傳感器檢測油缸的負載壓力,當某臺機器負載壓力達到設定值后,停止頂升,直到所有的機器都達到設定值后,完成預頂升功能,防止因為Z向油缸未接觸分段船體就進行同步作業導致誤差。
同步位移差工作原理:例如四臺機器同時進行Z軸頂升操作,設定同步位移差為10 mm,當速度最快的超出最小的10 mm時,速度最快的機器停止動作,等位移差減小到10 mm內繼續動作,直到完成設定的位移值,防止因為各臺三維調整機油缸速度不一致引起船體分段傾斜。
本設計1臺多機控制箱可以控制4臺三維調整機,這4臺三維調整機可以同時控制,也可以根據現場情況任意組合控制。
同步多機控制箱通過工業無線以太網信號采集到單臺三維調整機傳感器信號,油溫、油壓、各個油缸所在位置等,設置3個油缸的目標值,下達命令后,單臺三維調整機根據收到的命令開始進行運動,直到達到目標值后停止。在執行命令過程中,如果某項數值達到報警值,則機器會發出聲光報警,同時停止運行。
4 實驗
將4臺三維調整機全部選中,首先執行回原點操作,即各個油缸全部縮回至原點位置,然后進行預頂升操作,為了記錄實驗數據方便,將此時各個油缸的位移值定為0,然后按如下參數進行設置:
Z軸位移值:20 mm,Z軸速度:2 mm/s;
X軸位移值:10 mm,X軸速度:1 mm/s;
Y軸位移值:10 mm,Y軸速度:1 mm/s。
設置完后開始執行同步操作。
同步操作執行完后各個油缸的位移值如表1所示,系統運行過程中無報警。

表1 同步位移結束后各油缸的位移值 mm
在控制系統同步運行過程中,各個油缸的實際位移值接近理論值,同步運行過程平穩,位移過程曲線如圖8~10所示。
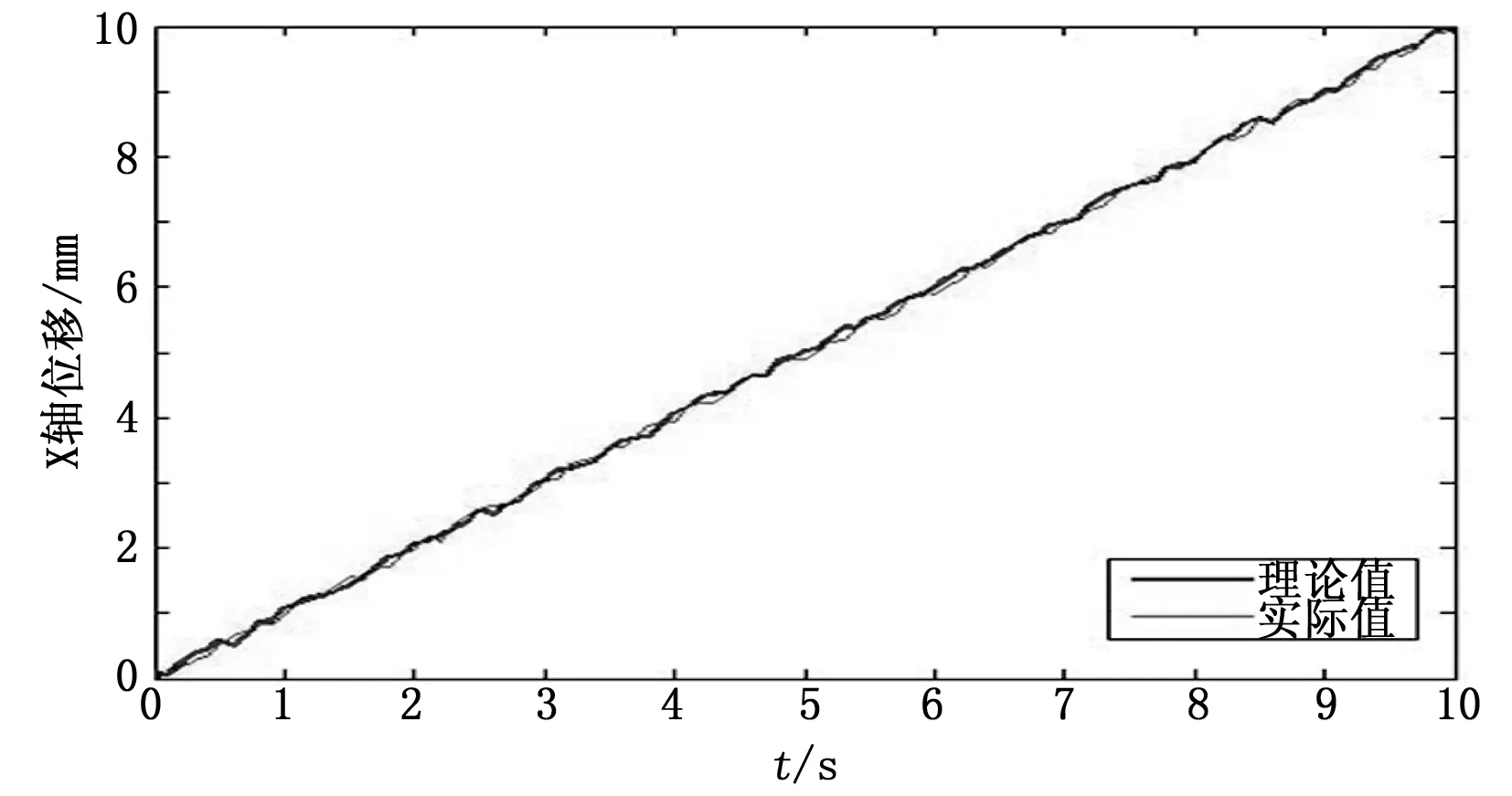
圖8 X軸位移過程曲線
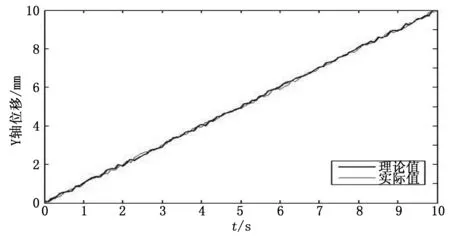
圖9 Y軸位移過程曲線
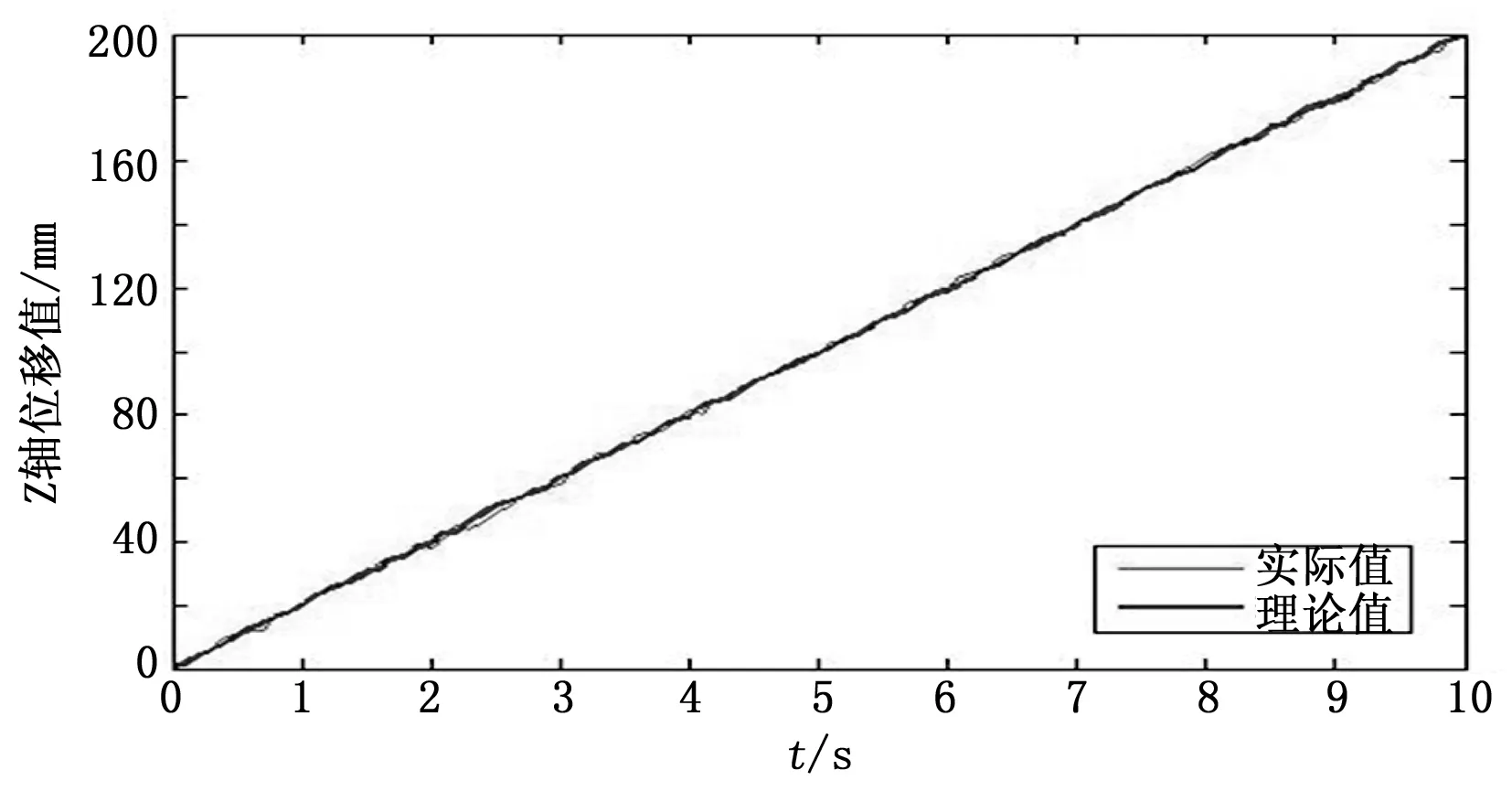
圖10 Z軸位移過程曲線
實驗結果與分析:從表1可以看出,同步位移結束后,4臺三維調整機X向油缸的位移值與設定值的差分別為0.034 mm, -0.013 mm, -0.02 mm, 0.025 mm,Y向油缸的位移值與設定值的差分別為-0.017 mm, -0.024 mm, 0.13 mm, 0.035 mm,Z向油缸的位移值與設定值的差分別為0.013 mm, 0.046 mm, -0.02 mm, -0.025 mm。將各個油缸的位移差值取絕對值計算平均值,可以得出X軸油缸平均誤差為0.023 mm,Y軸油缸平均誤差為0.052 mm,Z軸油缸平均誤差為0.026 mm,雖然實際位移與設定值差值最大的為3號三維調整機的Y軸油缸,誤差達到0.13 mm,但是所有油缸平均誤差均小于設計誤差0.1 mm,因此各個油缸滿足設計要求。通過對整個系統進行分析不難得出,誤差產生的原因來自比例閥動作的反應時間,這是不可避免的,在后續的研究中可以考慮改進算法,對比例閥動作的反應時間進行補償,進一步減小誤差。
5 結論
實驗結果表明,三維調整機同步控制系統能穩定準確地完成船體分段同步平移和頂升工作,同步精度達到設計要求,相比傳統由人工肉眼對接合攏操作更加準確,節省人力和大型吊機的占用時間,提高了船體分段對接的準確性,而且投入成本相對很低,在生產企業具有工業應用推廣價值。
[1]劉文艷,徐 平. 大型艦船分段自動合攏系統[J]. 儀器儀表用戶, 2004,5(111):13-15.
[2]鄭雄勝,芮曉松. 基于PLC的大型船體分段合攏對接控制系統[J].船舶工程, 2011,3(33):65.
[3]任 剛. 船體分段三維測量及對位系統控制策略研究[D].大連:大連理工大學, 2013.
[4]劉 俊. 基于可調墩的船體分段合攏自動對位技術研究[D].大連:大連理工大學, 2013.
[5]杜 江,吳益宇, 基于S7-200 PLC的工業無線以太網通訊應用[J]. PLC&FA, 2008,12: 84.
[6]聶兆明, 基于PLC的多缸同步運動控制系統[D].西安:西安工程大學, 2013.
DesignandImplementationofThreeDimensionalAdjustingMachineSynchronousControlSystemBasedonPLC
Liu Qinggui1, Ma Kui2
(1. Wuhan Metro Group Co., Ltd.,Wuhan 430017,China; 2. Wuchang Institute of Technology, Wuhan 430065,China)
In order to solve the present situation of low accuracy of artificial joint closure in segmented shipbuilding mode, put forward a multi machine synchronous control method of three-dimensional adjustment machine, design the synchronization control scheme based on Siemens S7-200 PLC and industrial wireless Ethernet. In the scheme of synchronization control system, read and calculation condition data by using PLC, and the calculation results were transferred into the dimensions of the cylinder displacement value, while the cylinder built-in displacement sensor will be the result of the action of feedback to the PLC closed-loop control, so as to ensure the accuracy of synchronous control. Using industrial wireless Ethernet as the transmission medium of data, the operator can change the position flexibly, which is convenient and practical. In the experiment, a system composed of 4 machines, respectively X, Y, Z of cylinder three directions were tested, the results show that the system can be stably moving, lifting action, the same direction of the cylinder synchronization error of each machine meets design requirements in the action process, achieved synchronous control effect.
three dimensional adjusting machine; PLC; synchronous control; industrial wireless ethernet
2017-03-27;
2017-04-21。
劉慶貴(1984-),男,湖北武漢人,碩士,工程師,主要從事自動控制系統的研究開發和項目管理工作方向的研究。
1671-4598(2017)10-0098-04
10.16526/j.cnki.11-4762/tp.2017.10.026
TP273; TP29
A
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
商業評論(2014年9期)2015-02-28 04:32:41