脫漂工藝對醫用水刺全棉非織造材料性能的影響
2017-10-25 03:10:42蔣佩林俞晶穎金平良靳向煜
紡織學報 2017年10期
關鍵詞:工藝
蔣佩林, 俞晶穎, 金平良, 黃 晨, 靳向煜, 李 健
(1. 東華大學 紡織學院, 上海 201620; 2. 上海紡織建筑設計研究院, 上海 200060)
脫漂工藝對醫用水刺全棉非織造材料性能的影響
蔣佩林1, 俞晶穎1, 金平良2, 黃 晨1, 靳向煜1, 李 健2
(1. 東華大學 紡織學院, 上海 201620; 2. 上海紡織建筑設計研究院, 上海 200060)
為提高醫用非織造材料產品的使用性能,采用氫氧化鈉/過氧化氫一步法對棉纖維進行脫脂漂白,通過正交試驗設計,利用極差分析法,確定最佳脫漂工藝,探討先漂后刺和先刺后漂2種工藝對醫衛用水刺全棉非織造材料吸水性、白度、強度、柔軟性和透氣性的影響。結果表明:溫度對纖維白度和吸水量的影響最大,時間對纖維強度的影響最大;使用最佳脫漂工藝參數得到的水刺全棉非織造材料,其厚度、面密度和斷裂強度有所下降,吸水性明顯上升;最佳脫漂工藝參數組合為:時間60 min,浴比1∶30,溫度95 ℃;采用最佳脫漂工藝參數組合制備的先漂后刺水刺全棉非織造材料的斷裂強度和斷裂伸長率較高,而采用先刺后漂水刺全棉非織造材料的柔軟性、透氣性和吸水性更好。
全棉非織造材料; 醫療紡織品; 水刺法; 脫脂漂白工藝; 水刺吸水性; 白度
醫療衛生用紡織品是產業用紡織品的重要組成部分,過去5年,我國在醫療衛生領域有了突飛猛進的成果[1]。中國成為全球醫療衛生用品的主要貿易國,純棉水刺非織造材料已實現規模化生產[2-3]。水刺非織造材料可用于加工手術衣、手術巾、手術罩布、傷口敷料、繃帶和止血帶等醫療制品,以及衛生巾、嬰兒紙尿褲、成人失禁墊、濕巾擦布等衛生用品[4-6]。傷口敷料、紙尿褲等醫衛用品要求其具有良好的吸收性能(吸液、吸血、止血等),無毒性,具有親和性等功能[7]。全棉非織造材料用的原料棉纖維具有上述功能,且水刺工藝生產過程無污染,非織造材料表面不掉毛、無灰塵,非常適合制作上述醫衛用品。
醫衛用非織造材料產品對吸水性有一定的要求,需要對棉纖維進行脫脂。并且棉纖維本身存在伴生物,如依附在纖維表面的脂肪和蠟質、果膠物質、蛋白質和糖類物質等,為去除伴生物,也必須進行脫脂處理。未經脫脂的棉纖維其吸水量僅為本身質量的四分之一,而脫脂棉纖維的吸水量是纖維本身質量的8倍[8]。醫衛用水刺全棉非織造材料主要有2種制備工藝:一種工藝是先漂后刺,即先將原棉散纖維進行脫脂漂白,然后將制備好的脫脂棉進行梳理和水刺,得到所需的水刺全棉非織造材料;另一種工藝是先刺后漂,即先將原棉散纖維進行梳理和水刺,成布后再對非織造材料進行脫脂漂白,得到最終的水刺全棉非織造材料。
為研究脫漂工藝參數對醫衛用水刺全棉非織造材料所用棉纖維性能的影響,本文通過正交試驗,主要分析脫漂時間、浴比和脫漂溫度對棉纖維強度、白度和吸水性能的影響,確定最佳的脫漂工藝參數。并且分別采用先漂后刺和先刺后漂這2種制備工藝,分析2種方案對水刺全棉非織造材料最終性能的影響,為醫衛用水刺全棉非織造材料產品的優化與創新提供一定參考。
1 試驗部分
1.1 原料及生產設備
棉纖維(產地新疆),規格見表1[9],由USTER HVI1000測試;BG038-100開松機、BG058-120大倉混棉箱、BG179-70氣壓棉箱、BG218A-100雙道夫雜亂梳理機和BG258-60交叉鋪網機(膠南德峰機械制造有限公司);Aquajet Y500-2水刺機(德國Fleissner公司);ZK100B型真空干燥箱(上海實驗儀器廠有限公司)。
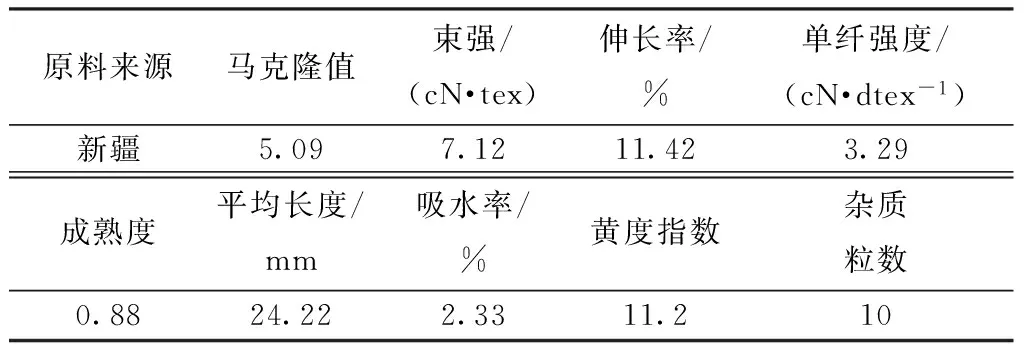
表1 棉纖維的物理指標及來源Tab.1 Physical index and source of cotton fiber
1.2 脫漂試劑和測試儀器
過氧化氫(H2O2,國藥集團化學試劑有限公司);氫氧化鈉(NaOH,平湖化工試劑廠);Goon1011低溫精練劑和Goon2011氧漂穩定劑(嘉宏科技有限公司)。
HH-4數顯電熱恒溫水浴鍋(常州朗越儀器制造有限公司);FA2004A電子天平(上海精天電子儀器有限公司);LLY-01電子硬挺儀(萊州市電子儀器有限公司);XQ-2纖維強伸度儀(常州朗越儀器制造有限公司);YG026MB多功能電子織物強力機和YG461E全自動透氣性測定儀(溫州方圓儀器有限公司)。
1.3 工藝流程
工藝一:原棉→脫脂漂白→開松除雜→梳理→鋪網→水刺→烘干,先漂后刺。
工藝二:原棉→開松除雜→梳理→鋪網→水刺→脫脂漂白→烘干,先刺后漂。
1.4 脫脂漂白試驗方案
采用正交試驗方法,選取影響脫漂工藝的3個主要參數脫漂溫度、脫漂時間和浴比作為正交試驗的3個因素,各因素取3個水平,按L9(33)正交表來安排試驗,確定最佳的脫漂工藝參數。在工廠的實際生產中,脫漂溫度的高低、時間的長短和浴比都直接關系到產量的多少。同時,這3個因素對棉纖維的白度、強力和吸水性能都有一定的影響,因此,從生產實際角度和材料性能方面綜合考慮,合理設計各因素的3個水平,確定最佳工藝參數。脫脂漂白試驗因子水平表如表2所示。
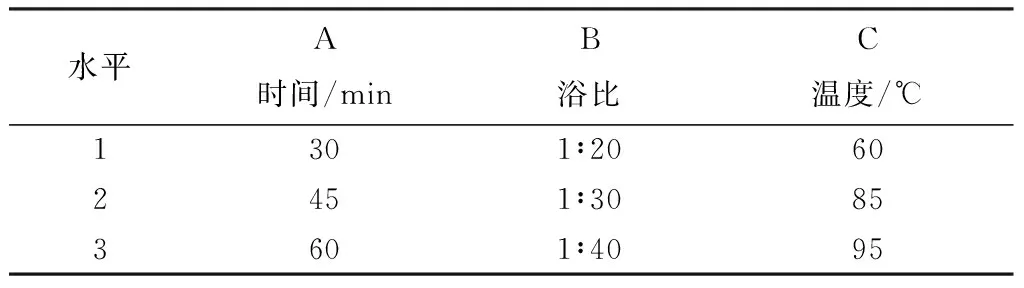
表2 脫脂漂白試驗因子水平表Tab.2 Levels of factor coding for degreasing bleaching experiments
1.5 梳理與水刺
為去除纖維中的雜質,使纖維平行伸直,達到后續水刺加工的纖維網要求,本文試驗采用單錫林雙道夫梳理機對纖維進行梳理成網。梳理參數如表3所示。

表3 梳理參數表Tab.3 Carding parameter
水刺法加固纖維網原理是采用高壓產生的多股微細水射流噴射纖維網。水射流穿過纖維網后,受托持網簾的反彈,再次穿插纖維網,由此,纖維網中纖維在不同方向高速水射流穿插的水力作用下,產生位移、穿插、纏結和抱合,從而使纖維網得到加固[10]。本文采用平網式水刺加固機,經過3個水刺頭,其中第1個水刺頭進行預濕。其水刺工藝流程見圖1所示。水刺加固具體參數如表4所示。
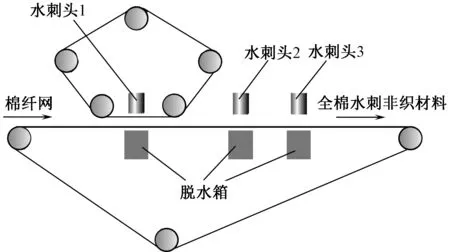
圖1 水刺工藝流程圖Fig.1 Spunlace process flow chart
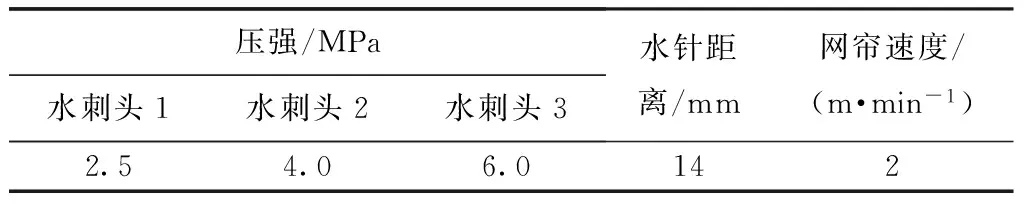
壓強/MPa水刺頭1水刺頭2水刺頭3水針距離/mm網簾速度/(m·min-1)2.54.06.0142
1.6 性能測試
1.6.1強力的測試
參照GB/T 14337—2008《化學纖維 短纖維拉伸性能試驗方法》對棉纖維進行單纖維強力測試。試驗條件為:夾距10 mm;拉伸速度10 mm/min;預加張力0.1 cN;溫度20 ℃,相對濕度65%。
參照GB/T 24218.3—2010《紡織品 非織造布試驗方法 第3部分:斷裂強力和斷裂伸長率的測定(條樣法)》對水刺全棉非織造材料進行沿簾網輸出方向(MD)與垂直簾網輸出方向(CD)方的拉伸強力測試,試樣大小為300 mm×50 mm,夾距為200 mm;拉伸線速度為100 mm/min;預加張力為 1 N。試驗條件:溫度為20 ℃,相對濕度為65%。
1.6.2白度的測試
參照GB/T 17644—2008《紡織纖維白度色度試驗方法》對棉纖維進行白度測試,其原理是利用分光光度法色度儀直接測量一定壓縮密度的試樣在試驗盒透射面上的三刺激值X、Y、Z,通過計算獲得白度值。
1.6.3吸水量的測試
取棉纖維試樣,質量為5 g,用水浸泡后取出懸掛30 s稱量,按下式計算棉纖維吸水率:

式中:m1為干態質量;m2為吸水后質量。
水刺全棉非織造材料的吸水量測試參照 GB/T 24218.6—2010《紡織品 非織造布試驗方法 第6部分:吸收性的測定》,取尺寸為100 mm×100 mm的試樣稱量,放入水中60 s后取出試樣,垂直懸掛試樣120 s后再稱量,按下式計算吸水量:
式中:mn為調濕后試樣(或組合試樣)的質量,g;mk為吸液后試樣(或組合試樣)的質量,g。
1.6.4其他性能測試
2種工藝制備得到的水刺全棉非織造材料的透氣性和柔軟性能分別參照GB/T 5453—1997《紡織品 織物透氣性的測定》和GB/T 18318.1—2009《紡織品 彎曲性能的測定 第1部分:斜面法》進行測試。
采用TM-3000型臺式掃描電子顯微鏡對原棉纖維、脫脂棉纖維及脫漂前后水刺非織造布表面形貌進行觀察。
2 實驗結果分析
2.1 脫脂漂白正交試驗結果分析
本文試驗的直觀分析采用指標單個分析綜合處理法,即多指標試驗結果直觀分析時,對每一個試驗結果單個進行分析,得到每個指標的影響因素的主次順序和最佳水平組合,然后根據相關的專業知識、試驗目的和試圖解決的實際問題綜合分析,結果如表5所示。總體來說,原棉經過脫脂漂白后,其白度和吸水量都有明顯提高,單纖維強度與原棉的 3.29 cN/dtex相比有所降低,主要原因是棉纖維表面的脂肪和蠟質、果膠物質、蛋白質和糖類等物質被去除。
從單個指標分析可知,影響白度的主次順序為溫度>浴比>時間,最佳水平組合為時間 60 min,浴比1∶30,溫度95 ℃。影響吸水量的主次順序為溫度>浴比>時間,最佳水平組合為時間30 min,浴比1∶30,溫度95 ℃。影響單纖維強度的主次順序為時間>溫度>浴比,最佳水平組合為時間60 min,浴比1∶30,溫度60 ℃。
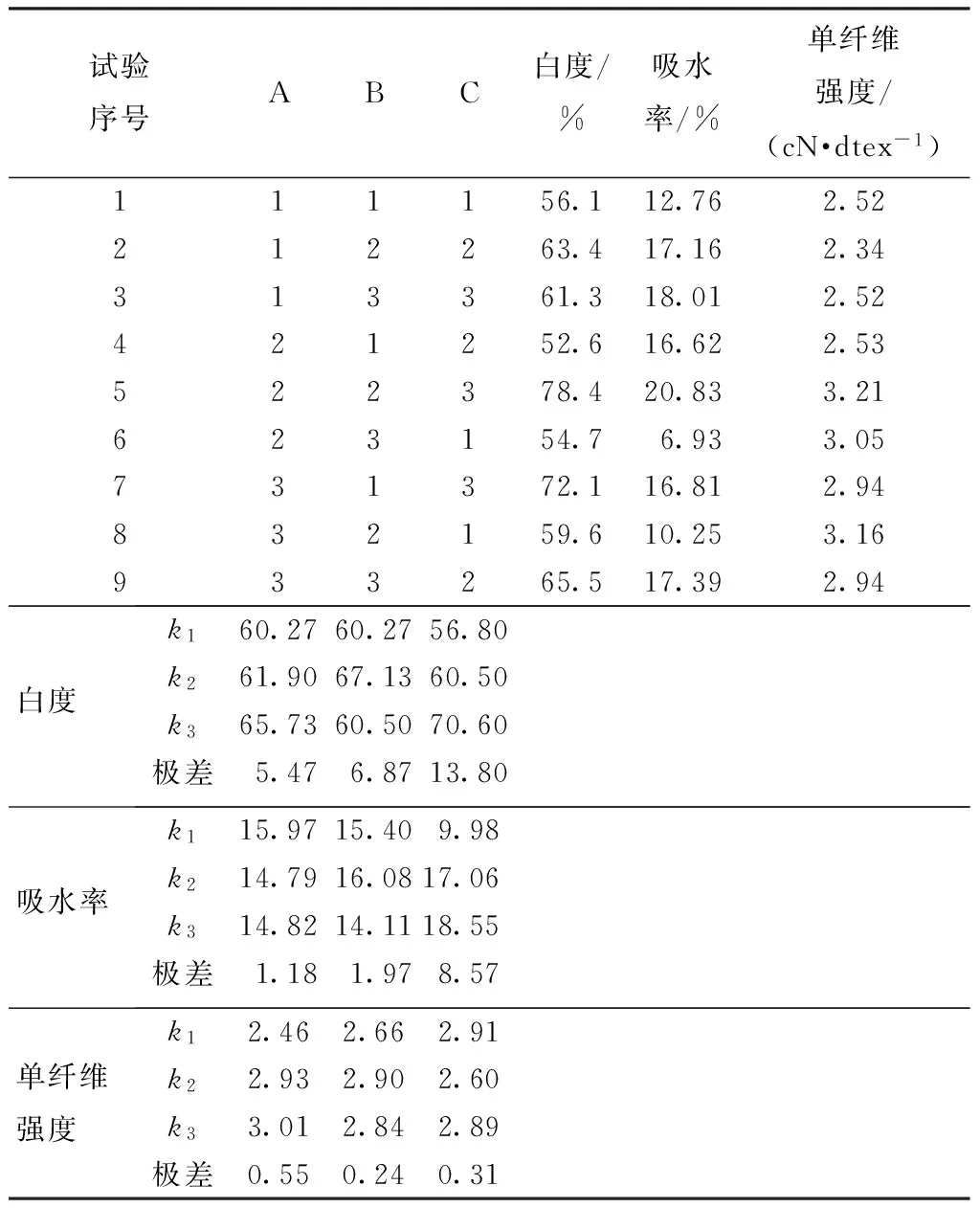
表5 正交試驗方案及結果Tab.5 Program and result of orthogonal test
時間對脫脂棉的單纖強度影響最大,而對白度和吸水量的影響較小,因此綜合考慮時間的最佳水平為60 min;浴比對白度和吸水量的影響較大,而對單纖維強度的影響較小,因此綜合考慮浴比的最佳水平為1∶30;溫度對脫脂棉的白度和吸水量的影響最大,對單纖維強度的影響也較大,因此綜合考慮溫度的最佳水平為95 ℃。經上述綜合分析,最佳水平組合為:時間60 min,浴比1∶30,溫度95 ℃。因此,在制備醫衛用水刺全棉非織造材料的過程中,將脫脂漂白工藝參數確定為最佳水平組合。脫漂前后棉纖維由黃色變為白色。
圖2示出脫漂工藝參數采用最佳水平組合的脫脂棉。由圖可明顯看出,棉纖維在脫漂前后,其天然轉曲的結構沒有明顯破壞。
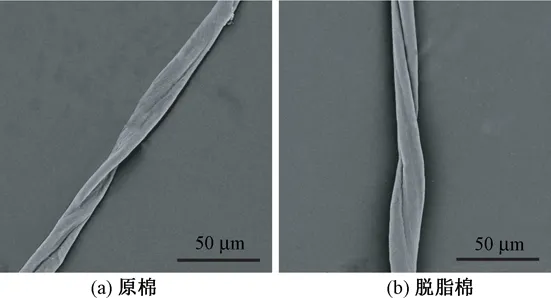
圖2 原棉與脫脂棉纖維的表觀形貌照片Fig.2 Surface morphology graph of raw cotton (a) and cotton after degreasing (b)
2.2 非織造材料性能測試分析
表6示出采用先刺后漂工藝制備得到的水刺全棉非織造材料在脫漂前后基本性能測試結果。由此可以看出,水刺全棉非織造材料經脫漂后(3#、4#),面密度和厚度都有所下降,原因是經過脫脂漂白處理后,棉纖維表面的脂肪和蠟質等物質被脫漂干凈,伴隨纖維的棉屑和雜質也一同被去除。雖然棉纖維在脫脂漂白處理后,纖維本身受到損傷,單纖維斷裂強度有所下降,但是纖維斷裂伸長率有些許上升,同時,水刺全棉非織造材料脫漂后的橫向(MD)和縱向(CD)方向的斷裂強度有些許增加,其抗彎剛度和透氣率數據相差不大,說明采用最佳水平組合的脫漂工藝參數對水刺全棉非織造材料的透氣性和柔軟性影響不大。經過脫漂后的水刺全棉非織造材料,其吸水性明顯增加。脫漂前的全棉水刺非織造布的布面偏黃,而脫漂后的布面較白。

表6 水刺全棉非織造材料脫漂前后基本性能Tab.6 Basic properties of pure cotton spunlaced nonwovens before and after degreasing and bleaching
圖3示出采用先刺后漂工藝制備得到的全棉水刺非織造布在脫漂前后的電鏡照片,由圖可看出,棉纖維在脫漂前后并未見明顯的損傷,纖維線密度相差不大。
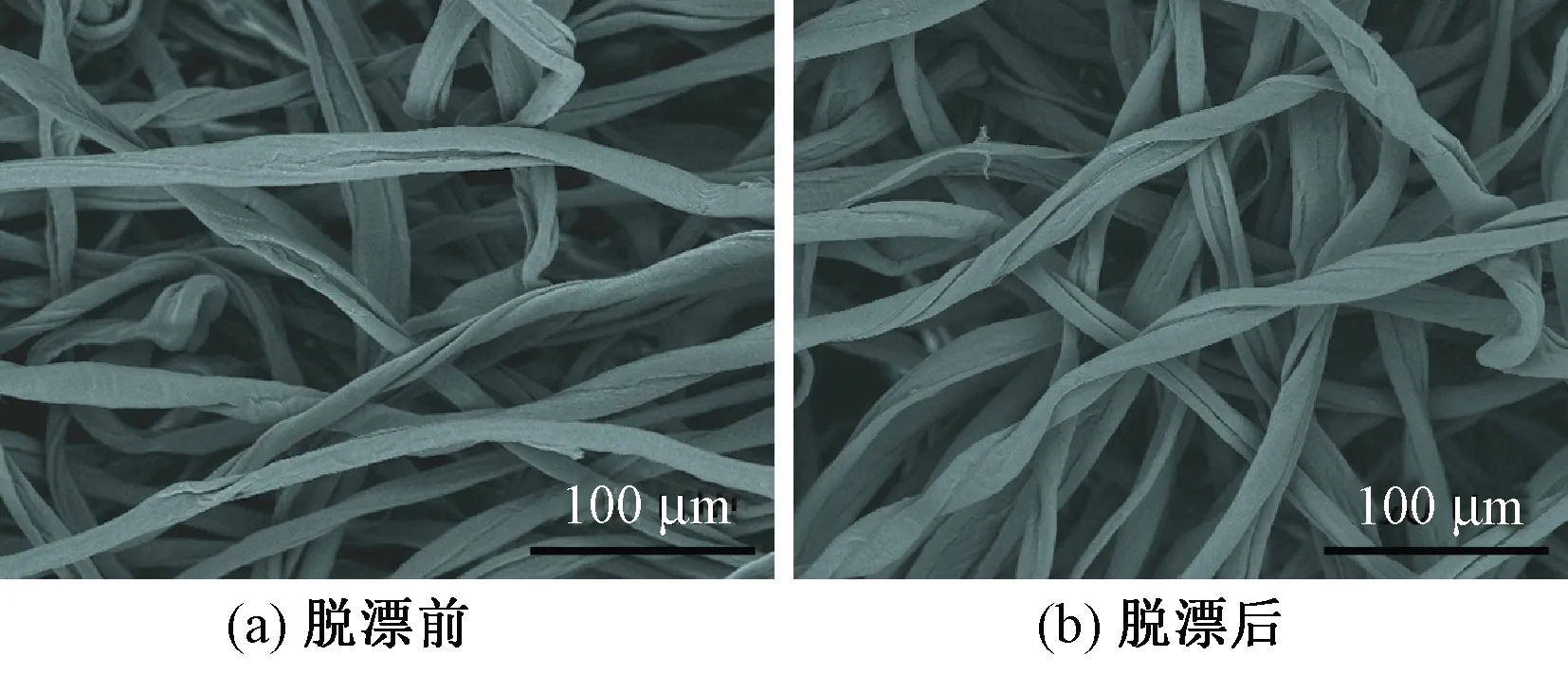
圖3 水刺全棉非織造材料脫漂前后的掃描電鏡照片Fig.3 Surface morphology graph of pure cotton spunlaced nonwovens before (a) and after (b)degreasing and bleaching
2.3 生產工藝結果分析
本文試驗稱取等量的原棉和脫脂棉纖維(處理時間為60 min,浴比為1∶30,溫度為95 ℃),采用相同的梳理水刺工藝參數,分別得到原棉水刺非織造材料和脫脂棉水刺非織造材料,其中原棉水刺非織造材料再經過與脫脂棉處理參數相同的脫脂漂白處理,得到2種不同工藝下的水刺全棉非織造材料,3#、4#為先刺后漂工藝得到的水刺全棉非織造材料,5#,6#為先漂后刺工藝得到的水刺全棉非織造材料,通過測試對比了2種工藝下水刺全棉非織造材料的幾項性能如表7所示。由表可看出,采用先刺后漂工藝得到的較高面密度的水刺全棉非織造材料(3#),面密度和厚度比先漂后刺工藝得到的(5#)要小,且差異明顯。3#與5#相比,3#水刺全棉非織造材料的拉伸斷裂強力明顯小于5#水刺全棉非織造材料。水刺及后漂工藝都是造成其面密度小的因素。脫脂漂白是通過化學方法除去棉纖維表面脂肪、蠟質、果膠以及蛋白質等物質的過程,脫脂漂白后棉纖維表面的物質中脂肪和蠟質的減少會使纖維表面摩擦力增大,在梳理成網過程中更易發生纖維間的纏結,纖維間的結合更緊密,纖網強力更大,經水刺加固后得到的水刺非織造材料的力學性能更好,梳理成網過程的纖維損失也會相對較小,水刺工藝主要依靠水射流穿透纖網使得纖維產生位移、纏結和抱合,水射流作用于纖維的力是很大的,未經脫脂漂白的棉纖維形成的纖網中纖維間的纏結不如已脫脂漂白的纖維,在水刺過程中纖維會有一定損失并更易發生CD方向的位移,纖網幅寬變大使得面密度下降;先刺后漂工藝得到的水刺材料是水刺加固后再進行脫脂漂白的,脫脂漂白過程中水刺材料中纖維上的脂肪、蠟質、果膠以及蛋白質等物質被除去,同樣會導致材料面密度下降。導致材料厚度的差異與面密度相同。采用先刺后漂和先漂后刺2種工藝得到的較低面密度的水刺全棉非織造材料(4#、6#),縱橫向斷裂強力和斷裂伸長率差異的影響較小。

表7 2種生產工藝的水刺全棉非織造材料基本性能對比Tab.7 Specification parameters contrast of pure cotton spunlaced nonwovens produced by different processing technique
但是,對于非織造材料的柔軟性、透氣性和吸水性而言,采用先刺后漂工藝會比先漂后刺工藝得到的水刺全棉非織造材料要好。先刺后漂工藝中的脫脂漂白工序是在水刺之后進行的,水刺非織造材料在較高溫度下的漂白溶液中經過煮煉后材料的結構會比先漂后刺工藝下得到的水刺非織造材料疏松,孔隙變大,因而彎曲剛度更小、透氣率更大,液體吸收性更好。
圖4示出不同工藝制備的水刺全棉非織造材料的微觀形貌。可看出,采用先刺后漂制備的水刺全棉非織造材料未見纖維損傷,而采用 先漂后刺制備的水刺全棉非織造材料纖維出現有明顯的折斷現象,說明前者對纖維的損傷較小,而后者對纖維損傷較大。棉纖維在經過脫脂漂白后,纖維表面脂肪、蠟質等物質被去除,其強力已經受到一部分損傷,當將其再進行水刺加固時,在水針壓力的作用下,纖維進一步受損,以致出現如圖4(b)中的部分纖維損傷。而對于采用先刺后漂工藝的水刺全棉非織造材料,棉纖維在受到水針壓力時,纖維本身并未受損,能夠在水針壓力下保持纖維完整不被破壞,因此,采用先刺后漂制備的水刺全棉非織造材料強度較高,手感柔軟性較好。
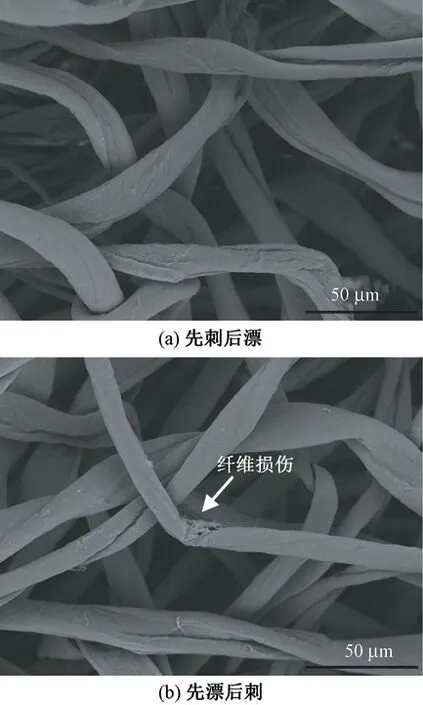
圖4 不同工藝制備的水刺全棉非織造材料SEM照片Fig.4 SEM images of pure cotton spunlaced nonwovens produced by different processing technique. (a) Spunlaced-to-bleaching; (b) Bleaching-to-spunlacied
3 結 論
1)用H2O2和NaOH對棉纖維進行脫漂一步法處理,得到的最佳工藝參數組合為:處理時間 60 min,浴比1∶30,溫度95 ℃。
2)通過正交試驗分析得出,影響纖維白度的主次順序為溫度>浴比>時間,影響纖維吸水量的主次順序為溫度>浴比>時間,影響單纖維強度的主次順序為時間>溫度>浴比。
3)使用最佳脫漂工藝參數得到的水刺全棉非織造材料,其厚度、面密度和斷裂強度有所下降,吸水性明顯上升,而對透氣性和柔軟性影響不大。
4)采用先刺后漂工藝得到的水刺全棉非織造材料的柔軟性、透氣性和吸水性較好,采用先漂后刺工藝得到的水刺全棉非織造材料的斷裂強度和斷裂伸長率較高。
[1] 牛方. 瞄準“醫衛用”:殼聚糖纖維尋求大發展[J]. 中國紡織, 2017 (1): 87.
NIU Fang. Aimed at ″medicine and hygiene″: chitosan fiber to seek great development[J]. China Textile, 2017 (1): 87.
[2] 張燕. 第五屆中國國際非織造布會議在上海召開[EB/OL]. [2016-10-18]. http://www.tnc.
com.cn/info/c-001001-d-3590081.html.
ZHANG Yan. The 5th China International Nonwovens Conference was held in Shanghai[EB/OL]. [2016-10-18].http://www.tnc.com.cn/info/c-001001-d-3590081.html.
[3] 梁瑞麗. 非織造布:潛力無限 步入發展快車道[J]. 中國紡織, 2016 (1): 78-80.
LIANG Ruili. Nonwovens: unlimited potential into the development of the fast lane[J]. China Textile, 2016 (1): 78-80.
[4] 賈耀芳, 陳龍敏, 梁小榮. 水刺非織造產品吸液性能的研究探討[J]. 產業用紡織品, 2016 (6):24-27.
JIA Yaofang, CHEN Longmin, LIANG Xiaorong. Study on absorbency of spunlaced nonwovens[J]. Technical Textiles, 2016 (6): 24-27.
[5] 司徒元舜, 羅俊, 董玉潔. 衛生與醫療制品用非織造材料簡析[J]. 化纖與紡織技術, 2015, 44(4): 22-26.
SITU Yuanshun, LUO Jun, DONG Yujie. Simply analysis on the nonwoven materials for hygiene and medical products[J]. Chemical Fiber & Textile Technology, 2015, 44(4): 22-26.
[6] 康佳媛. 今后五年全球非織造材料市場發展將呈現五大趨勢[J]. 中華紙業, 2016, 37(20): 24-27.
KANG Jiayuan. The next five years the global non-woven materials market development will show five major trends[J]. China Pulp & Paper Industry, 2016, 37(20): 24-27.
[7] 李晶, 薛斌. 新型醫用敷料的分類及特點[J]. 中國組織工程研究, 2013, 17(12): 2225-2232.
LI Jing, XUE Bin. Insight into new medical dressings:Classification and characteristics[J]. Chinese Journal of Tissue Engineering Reasearch, 2013, 17(12): 2225-2232.
[8] 陳寬義. 醫療衛生用全棉水刺非織造布的生產技術探討[J]. 產業用紡織品, 2010, 28 (5): 30-32.
CHEN Kuanyi. Discussion on production technology of pure cotton spunlaced nonwovens used for medical treatment and hygiene[J]. Technical Textiles, 2010, 28(5): 30-32.
[9] 陳松恩,王志成. HVI檢驗與傳統機檢原棉雜質關系的探討[J]. 棉紡織技術,2009,37(7):25-27.
CHEN Songen, WANG Zhicheng. Discussion on the raw cotton impurities relationship btween HVI Test and traditional machine[J]. Cotton Textile Technology, 2009(37(7):25-27.
[10] 柯勤飛, 靳向煜. 非織造學[M]. 上海:東華大學出版社, 2016:1-26.
KE Qinfei, JIN Xiangyu. Nonwovens[M]. Shanghai: Donghua University Press, 2016:1-26.
Influenceofdegreasingandbleachingprocessonperformanceofpurecottonspunlacednonwovensusedformedicaltreatmentandhygiene
JIANG Peilin1, YU Jingying1, JIN Pingliang2, HUANG Chen1, JIN Xiangyu1, LI Jian2
(1.CollegeofTextiles,DonghuaUniversity,Shanghai201620,China; 2.ShangtexArchitecturalDesignResearchInstitute,Shanghai200060,China)
In order to improve the performance of nonwoven fabric used for medical treatment and hygiene, the optimal degreasing and bleaching process was determined by orthogonal test and range analysis which is studied by NaOH / H2O2one-step method and studied the effects of the bleaching-to-spunlaced and the spunlaced-to-bleaching process on water absorption, whiteness, strength, softness and permeability of the spunlaced nonwoven fabric. The results show that the optimum parameters are as follows: time 60 min, liquor ratio 1∶30, temperature 95 ℃. The effect of temperature on fiber whiteness and water absorption was the most significant, and time had the greatest effect on fiber strength. The thickness, weight and tensile strength of cotton spunlaced nonwoven fabric with the best bleaching parameters decreased, and the water absorption increased significantly. The bleaching-to-spunlaced nonwoven fabric prepared with this parameter combination has higher tensile strength and elongation, and the spunlaced-to-bleaching nonwoven fabric has better softness, permeability and water absorption.
pure cotton nonwovens materials; medical and hygiene textiles; spunlaced method; degreasing and bleaching; water absorption; whiteness
TS 174.8;TS 192.7
A
10.13475/j.fzxb.20161204106
2016-12-23
2017-05-25
蔣佩林(1993—),女,碩士生。研究方向為非織造材料結構與性能。金平良,通信作者,E-mail:jpl_2006@126.com。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52