汽車車輪螺母扭矩衰減分析
2017-10-24 08:00:24魏曉曉孔小兵莫立權(quán)
汽車實(shí)用技術(shù) 2017年20期
魏曉曉,孔小兵,莫立權(quán)
(北京汽車股份有限公司研究院,北京 101300)
汽車車輪螺母扭矩衰減分析
魏曉曉,孔小兵,莫立權(quán)
(北京汽車股份有限公司研究院,北京 101300)
針對(duì)汽車車輪螺母扭矩衰減問(wèn)題進(jìn)行了研究,分析了扭矩衰減的主要原因。經(jīng)對(duì)車輪螺母的錐面角度及鋁車輪錐孔底部直徑調(diào)整后,殘余扭矩合格率顯著提高。另外為了進(jìn)一步降低扭矩衰減量,進(jìn)行了擰緊工藝步驟優(yōu)化。扭矩衰減問(wèn)題得到徹底解決,保證了車輪行駛的安全性。
車輪螺母;扭矩衰減;擰緊步驟
CLC NO.: U467.1 Document Code: A Article ID: 1671-7988 (2017)20-100-03
1 問(wèn)題概述
螺紋聯(lián)接因其結(jié)構(gòu)簡(jiǎn)單、方便拆卸、低成本等特點(diǎn),廣泛運(yùn)用于各種工程結(jié)構(gòu)的連接。螺紋聯(lián)接的松弛嚴(yán)重影響汽車運(yùn)行的可靠性,甚至?xí)斐绍嚉送龅膰?yán)重事故[1]。車輪作為汽車上的關(guān)鍵零部件,其安裝后的緊固質(zhì)量對(duì)汽車的安全行駛十分重要。某車型車輪螺母規(guī)格為M12,性能等級(jí)為10.9級(jí),表面處理為鍍鉻,裝配扭矩98Nm。小批量試生產(chǎn)過(guò)程中,螺母裝配擰緊后進(jìn)行殘余扭矩檢測(cè)時(shí),出現(xiàn)較大的扭矩衰減。該車輪螺母規(guī)定的殘余扭矩合格限為81-134Nm,而目前殘余扭矩檢測(cè)結(jié)果為 43-109Nm,大部分?jǐn)?shù)值低于合格下限,經(jīng)統(tǒng)計(jì),不合格率達(dá)到57%。扭矩衰減會(huì)使車輪螺母存在松動(dòng)風(fēng)險(xiǎn),導(dǎo)致新車型不能正常投產(chǎn)。因此,分析解決車輪螺母扭矩衰減問(wèn)題至關(guān)重要。
2 原因分析
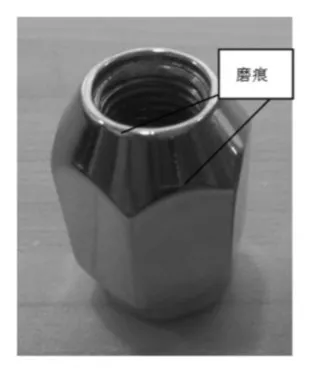
圖1 裝配后的車輪螺母
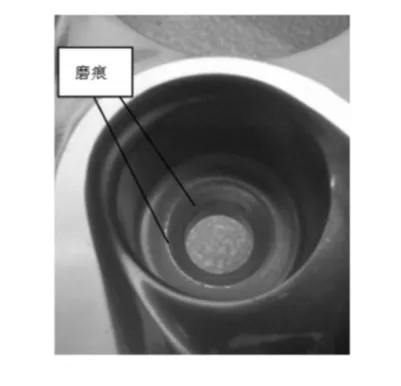
圖2 裝配后的車輪
該車輪緊固系統(tǒng)由輪轂單元、制動(dòng)盤、鋁車輪及車輪螺母構(gòu)成。經(jīng)對(duì)現(xiàn)場(chǎng)拆卸下來(lái)的車輪螺母進(jìn)行觀察,發(fā)現(xiàn)螺母承壓面磨痕在錐面小徑處以及錐面頂端,且磨痕沒(méi)有分布完整一圈,部分螺母錐面僅一側(cè)有磨痕,見圖 1。另外,經(jīng)對(duì)鋁車輪錐孔進(jìn)行觀察,磨痕主要在錐形孔的底部及頂端,且部分錐孔的磨痕偏向一側(cè),見圖 2。由此可見,該車輪螺母和車輪孔的錐面匹配存在問(wèn)題。通常情況下,裝配擰緊后承壓面應(yīng)在車輪螺母錐面中間,且車輪螺母與車輪錐孔上的磨痕應(yīng)均勻。
從人機(jī)料法環(huán)五個(gè)方面進(jìn)行分析,錐面匹配不良可能與人員操作不當(dāng)、孔位的位置度、螺栓螺母與孔位的同心度、錐面配合的角度等因素有關(guān)。排查結(jié)果詳見表 1。最終確定錐面匹配不良的主要因素與車輪螺母與錐孔的配合角度及同心度有關(guān)。
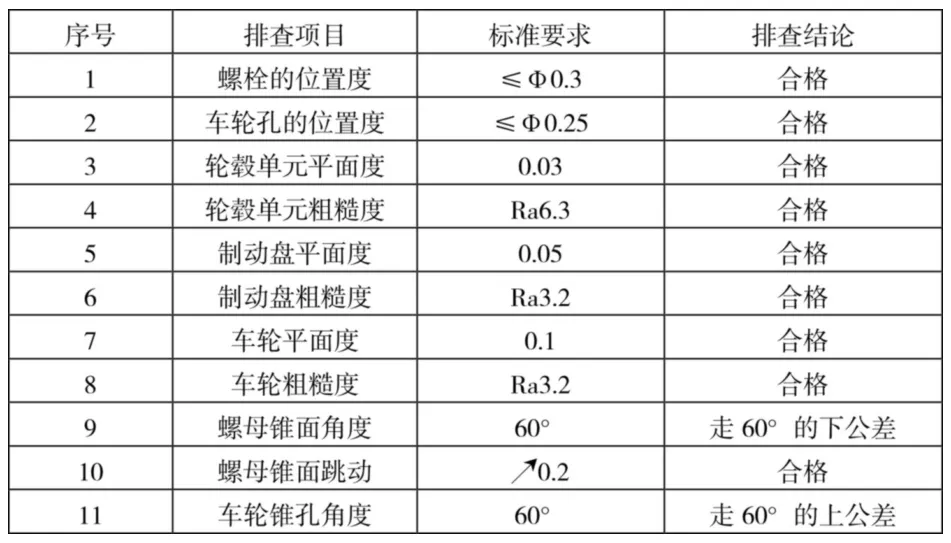
表1 各因素排查結(jié)果
根據(jù)歷史設(shè)計(jì)經(jīng)驗(yàn),一般對(duì)于錐形車輪螺母與鋁車輪配合,車輪螺母的錐面角度應(yīng)比車輪錐孔角度大 0°-1°,以保證錐面有較大的貼合面積。而檢測(cè)發(fā)現(xiàn)車輪螺母的錐面角度小于車輪錐孔角度約1°左右,詳見表2和表3。擰緊過(guò)程中錐面配合時(shí),螺母錐面小徑與錐孔底部接觸面積較小,會(huì)導(dǎo)致應(yīng)力集中。
另外,經(jīng)與其他車型對(duì)比發(fā)現(xiàn),目前鋁車輪錐孔底部直徑為 15mm。當(dāng)擰緊車輪螺母與輪轂單元上的螺栓配合時(shí),可能因錐孔底部直徑偏大,使車輪錐孔與車輪螺母的同心度不佳。在擰緊過(guò)程中,錐面配合不良會(huì)產(chǎn)生集中應(yīng)力,局部區(qū)域應(yīng)力超過(guò)鋁車輪的屈服強(qiáng)度,使鋁車輪受擠壓發(fā)生永久變形[2]。在應(yīng)力釋放后即會(huì)出現(xiàn)扭矩衰減。因此,改善車輪螺母和車輪錐孔的貼合,是解決扭矩衰減的關(guān)鍵。

表2 車輪螺母錐面角度

表3 車輪孔錐面角度
3 改進(jìn)方案
3.1 零件改進(jìn)
為獲得螺母與錐孔良好的貼合面和同心度,現(xiàn)將錐孔底部直徑由?15調(diào)整為?13,以保證螺母與錐孔同心度的精確性。將螺母錐面角度增大到 60°-61°,以增大錐面貼合面積。零件改進(jìn)后,在臺(tái)架上模擬裝配,見圖 3,擰緊至目標(biāo)扭矩98Nm,并在5min后測(cè)量殘余扭矩。試驗(yàn)后拆卸下的車輪螺母見圖4。

圖3 模擬裝配臺(tái)架測(cè)試

圖4 試驗(yàn)后的車輪螺母
經(jīng)肉眼觀察可見,車輪螺母上的磨痕在錐面中間,磨痕面積比零件改進(jìn)前大,且磨痕較均勻。這表明零件改進(jìn)后,錐面貼合良好。在臺(tái)架上共進(jìn)行20個(gè)車輪的模擬裝配擰緊并檢測(cè)扭矩衰減情況,殘余扭矩檢測(cè)結(jié)果詳見如下圖 5,檢測(cè)結(jié)果范圍為 71-119Nm,殘余扭矩值較改進(jìn)前有所提高。不合格率由之前的57%降為11%,扭矩衰減情況明顯改善。考慮到鋁車輪材質(zhì)強(qiáng)度,車輪與制動(dòng)盤的間隙,以及各連接部件的表面粗糙度等這些因素,不可避免地都會(huì)導(dǎo)致扭矩衰減。故為進(jìn)一步降低扭矩衰減量,下步著手從擰緊策略上進(jìn)行優(yōu)化。
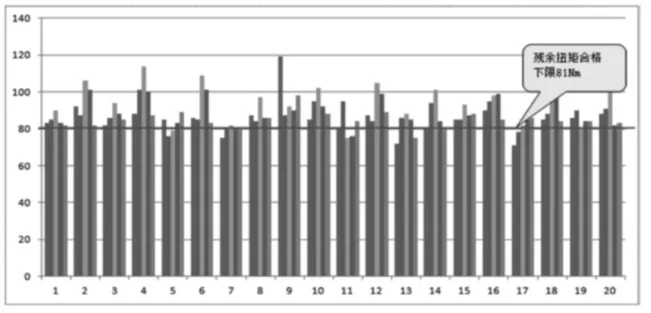
圖5 殘余扭矩檢測(cè)結(jié)果
3.2 擰緊工藝改進(jìn)

圖6 改進(jìn)前及改進(jìn)后的擰緊工藝
降低扭矩衰減常用的擰緊優(yōu)化方案有分步擰緊、降低轉(zhuǎn)速[3]及增加反松等。經(jīng)過(guò)對(duì)擰緊步驟多次調(diào)整驗(yàn)證,最終確定增加不完全反松及零速保持,且當(dāng)不完全反松角度為30°時(shí)降低扭矩衰減量效果最佳。圖6為改進(jìn)前后的擰緊工藝對(duì)比。改進(jìn)后,再次進(jìn)行20個(gè)車輪的殘余扭矩測(cè)試驗(yàn)證,檢測(cè)結(jié)果范圍為89-125Nm,詳見圖7。這表明擰緊工藝優(yōu)化后,殘余扭矩值明顯升高,衰減量進(jìn)一步降低,目前殘余扭矩檢測(cè)結(jié)果全部滿足合格限要求。

圖7 擰緊工藝調(diào)整后的扭矩檢測(cè)結(jié)果
4 結(jié)論
導(dǎo)致扭矩衰減的原因很多,需多方面排查找到主要原因,并進(jìn)行多次測(cè)試驗(yàn)證。扭矩衰減可通過(guò)零件改進(jìn)和擰緊工藝優(yōu)化兩方面來(lái)解決。
錐形車輪螺母與鋁車輪錐孔配合不佳,會(huì)導(dǎo)致扭矩衰減。通過(guò)調(diào)整錐面配合的角度和同心度,可有效解決扭矩衰減問(wèn)題。
擰緊工藝步驟對(duì)扭矩衰減影響較大,通過(guò)增加擰緊步驟,在擰緊程序增加不完全反松和零速保持,可以進(jìn)一步降低扭矩衰減量,提高殘余扭矩值。
[1] 吳洪亮,謝俠等.后背門安裝螺栓力矩衰減研究[J].汽車工藝與材料,2017(1):22-25.
[2] 錢海挺,饒麗芳等.車輪螺栓夾緊力的影響因素分析[J].機(jī)械強(qiáng)度,2015(3):440-444.
[3] 王曉斌,陳平等.高強(qiáng)度鍍鋅螺栓扭矩衰減控制技術(shù)分析[J].機(jī)電工程技術(shù),2016(7):68-71.
Analysis on Torque Reduction of Vehicle Wheel Nut
Wei Xiaoxiao, Kong Xiaobing, Mo Liquan
(Baic Motor Corporation LTD. R&D Center, Beijing 101300)
The torque reduction of vehicle wheel nut is studied, and the main reason of torque reduction is analyzed. After changing the cone angle of the wheel nut and the bottom diameter of the aluminum wheel taper hole, the pass rate of residual torque is significantly improved. And then, in order to further reduce the amount of torque reduction, the tightening process is optimized. Torque reduction problem is completely resolved to ensure the safe of the wheel.
wheel nut; torque reduction; tightening process
U467.1 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1671-7988 (2017)20-100-03
10.16638/j.cnki.1671-7988.2017.20.035
魏曉曉,本科,中級(jí)工程師。就職于北京汽車股份有限公司研究院,主要從事緊固件的開發(fā),計(jì)算校核,測(cè)試分析及相關(guān)標(biāo)準(zhǔn)制定等工作,并負(fù)責(zé)扭矩衰減方面的科技創(chuàng)新課題研究。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
