關于乘用車試制階段底盤與車身合裝方案及夾具的探討
2017-10-24 08:00:18李耀超孫振江陳曉旭劉曉宇
汽車實用技術 2017年20期
李耀超,孫振江,陳曉旭,劉曉宇
(中國一汽技術中心,吉林 長春 130011)
關于乘用車試制階段底盤與車身合裝方案及夾具的探討
李耀超,孫振江,陳曉旭,劉曉宇
(中國一汽技術中心,吉林 長春 130011)
文章對乘用車試制階段底盤與車身的三種合裝方案的形式及優缺點進行了闡述和分析,并著重對資金投入相對較低,應用較為廣泛的車身下降式合裝方案進行了說明,此外,對于該方案下使用夾具的基本構成,設計特點及運動形式都進行了詳細的說明。
底盤;車身;合裝;夾具
CLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)20-63-03
前言
在量產線上,底盤與車身合裝時的兩者位置關系的確定基本依靠自動導引車(Automated Guided Vehicle,AGV)及合裝夾具上的微調裝置來保證;自動導引車的使用是為了保證裝配節奏,及裝配質量的穩定性[1]。然而,在車輛試制過程中,由于受到場地空間,試制成本等因素的限制,而同時又對裝配節拍又沒有嚴格的要求,沿用自動導引車進行裝配的意義不大。因此,為了完成底盤與車身的合裝,底盤與車身之間的位置關系就要依靠靈活的底盤夾具來保證[2]。
1 底盤與車身合裝方案
在試制階段,底盤與車身合裝的方式大致可分為三種。
1.1 分裝及舉升分體式
分裝及舉升分體式合裝方案是指車身被舉升機或吊具懸置在固定高度不動,分裝好的底盤與舉升夾具通過舉升裝置舉升至與車身連接處,進行合裝。在裝配過程中,底盤件在分裝夾具上完成分裝后整體轉運至舉升夾具上,舉升夾具和分裝好的底盤在舉升裝置的作用下進行舉升,使底盤安裝面與車身貼合,通過螺栓緊固完成合裝。分裝夾具負責保證底盤的裝配精度;而舉升夾具只起簡單的定位作用,不對懸架裝配精度起作用,此外為了方便舉升,舉升夾具結構相對簡單,重量較輕。
該方案一方面可以在車身不動的情況下,完成底盤懸架系統的舉升及與車身的合裝,試制裝配過程更貼合量產工藝[3],更能準確地驗證量產工藝的可行性;另一方面在底盤與車身合裝時能為工人提供充足的作業空間,易于操作。
然而該合裝方案也存在很多缺點,一方面分裝好的底盤需要從分裝夾具轉運到舉升夾具上,工序相對繁瑣;而另一方面分裝夾具與舉升夾具分開,試制過程多了一套夾具,制造成本相對增加;此外,使用該方案還需要有可靠的舉升裝置,尤其是在懸架系統重量較重的情況下,如:前懸架與動力總成一同舉升的工況下。
1.2 分裝及舉升一體式
分裝及舉升一體式合裝方案是指車身不動,底盤系統與裝配夾具一起通過舉升裝置舉升至與車身連接處,進行底盤與車身的合裝,底盤的分裝與舉升都使用同一套夾具。一般不建議使用該種裝配方式,因為底盤與分裝夾具本身的重量就已經很大了,如果考慮二者同時進行舉升對于舉升機及導軌的性能要求就更高,會造成夾具的制造成本的大幅增加及不安全因素的產生。
1.3 車身下降式
車身下降式合裝方案是指利用舉升機或吊具的升降功能,使車身能在Z方向移動;而底盤與分裝夾具僅需在水平面內對位置和角度進行微調,當車身降至底盤與車身連接處時,二者進行合裝;這里合裝過程與分裝過程共用一套夾具。
雖然該種合裝方案的工藝方式與量產并不一致,同時因為要優先滿足分裝工位操作的舒適性需求,夾具設計高度不會太高,對合裝過程中工人的作業空間產生了限制,給合裝過程造成了一定的不便;然而該方案僅需要一套夾具,同時不需要舉升機構,在很大程度上降低了夾具的制造成本降低,提升了夾具使用的穩定性,同時又能保證底盤件的裝配精度,即使與量產工藝存在一定的差異,但對量產工藝的驗證并不產生影響。
2 車身下降式的夾具特點
當分裝好的底盤件及夾具作為一個整體推送至車身下方時,只能確定夾具與車身之間大致的位置關系,而底盤與車身合裝過程中,需要二者之間具有良好的對正關系,以避免合裝過程中懸架系統甚至動力總成系統在與車身Z向的相對運動中發生干涉。然而,要避免干涉的發生,完成X,Y向及繞Z軸方向擺角的對正,就需要底盤整體能夠在一定行程,及繞Z軸一定擺角范圍內進行調整。然而該調整很難通過腳輪來完成,因為腳輪承受夾具的自重及整個懸架系統的重力作用,運動阻力較大;這就需要夾具能夠在利用腳輪完成夾具與車身之間的粗定位后,又能在合裝過程中實現底盤件整體與夾具的毫米級移動。
車身下降式合裝方案所使用的夾具一般由帶有旋轉擺動功能的分裝定位層、滑移層、基座層及腳輪組成,如圖1所示。

圖1 車身下降式合裝方案的夾具構成
分裝定位層由上部的分裝定位柱,支撐柱, BASE板及旋轉軸組件組成。功能在于保證底盤件的裝配精度;同時在旋轉軸組件及支撐球軸承輔助作用下能夠實現繞Z軸一定角度范圍內的旋轉擺動功能。
滑移層由由在X,Y兩個方向的各兩條光軸導軌,導軌座,軸承座,基板,旋轉軸,呈矩陣布置的支撐球軸承及轉角限位塊所組成,結構如圖2所示。滑移層能夠實現分裝定位層的X,Y向移動功能,及輔助完成分裝定位層的旋轉擺動功能。光軸導軌負責X,Y方向運動的導向,以及重力的傳遞;因為在導向的同時,又受到上層結構的重力作用,所以光軸導軌直徑不宜過細,一般以直徑在 30~40mm為宜,具體尺寸視上層結構的重量而定。通過旋轉軸及其相關組件能夠實現與分裝定位層的連接,使滑移層與分裝定位層在X,Y方向上不產生相對運動;支撐球軸承一方面對分裝定位層起支撐作用,又能協助完成分裝定位層的旋轉;通過設計轉角限位塊能夠實現對分裝定位層擺動角度的限制。
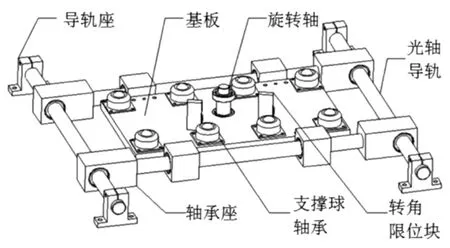
圖2 滑移層結構示意圖
滑移層一般需設計有-100~+100mm的滑移行程,用來抵消使用腳輪和肉眼進行粗定位時所帶來的位置誤差。分裝定位層需具有的-15°~+15°可調旋轉角度,同樣用來抵消掉使用腳輪和肉眼進行粗定位所帶來的角度誤差。需要注意的是,滑移距離設計不宜過大, 過大的滑移距離會導致基座尺寸增大,一方面增加了基座層的重量,而另一方面也易在夾具使用時引發操作空間的干涉;而過大的滑移距離可能會導致夾具在某方向受力不平衡時懸架系統跟隨分裝定位層產生長距離的滑動,極易造成分裝平臺與車身或操作人員的碰撞,滑移距離越長,運動速度越快,分裝平臺所具有的慣性就越大,碰撞結果就越嚴重。同理,分裝定位層的旋轉擺動角度同樣需要加以限制,過大的擺動角度也容易在操作者誤操作時造成嚴重的后果。
腳輪由四個可鎖止的萬向輪組成,用于方便整套夾具的轉運。因為通常即便是在試制車間內,底盤的分裝與合裝也很難在同一個位置上完成,因此在底盤分裝完成后,需依靠腳輪將底盤及夾具作為一個整體轉運至車身下方。四個腳輪需要有鎖止功能是因為底盤分裝過程多處需要施加較大力矩,為避免校緊力矩時零件帶著夾具產生晃動,因而需要腳輪具有鎖緊。
3 結束語
乘用車試制作為量產的前期環節,一方面要驗證量產裝配工藝的可行性,同時又要盡可能減少資金的浪費。本文中闡述的車身下降式合裝方案在試制車間內被廣泛應用,而對于該方案中夾具結構的說明,僅代表使用該方案下的一部分夾具形式,而夾具的設計思路并不局限于此,只要能夠實現底盤與車身的粗、精定位,操作簡便,就可以作為車身下降式合裝方案下的一種夾具設計形式。
[1] 馬濤,趙立影,肖文龍. 提升柔性化線體底盤舉升合裝精定位實例解析[J].汽車工藝與材料, 2017(04):58-62.
[2] 梅世保.轎車柔性化合裝技術的開發與應用[J].汽車工藝與材料,2011(07):61-64.
[3] 章毅,胡昌華,董為,李楊歆. 某車型后橋裝配線的開發和應用[J].裝備維修技術,2013(Z1):30-33.
On passenger car prototype chassis and body fits plan and jig
Li Yaochao, Sun Zhenjiang, Chen Xiaoxu, Liu Xiaoyu
( China faw technology center, Jilin Changchun 130011 )
In this paper, three kinds of combination schemes of the chassis and body in the test stage of the passenger car are introduced. The advantages and disadvantages of the combination schemes are discussed. The body falls scheme is emphasized for its low capital investment and extensive application. In addition, the basic composition, design characteristics and movement form of the fixture used in this scheme are also described in detail.
Chassis; Body; Combination; Fixture
U466 文獻標識碼:A 文章編號:1671-7988 (2017)20-63-03
10.16638/j.cnki.1671-7988.2017.20.021
李耀超,碩士學位,就職于中國一汽技術中心 乘用車試制部,試制技術室,工程師。
