關于PLC控制的智能機械手設計探究
2017-10-19 14:41:33郭健張鵬
企業文化 2017年5期
關鍵詞:設計
郭健 張鵬
摘要:本文重點就PLC控制的智能機械手進行了設計,所設計的取料機械手通過機械、氣動、電氣和PLC控制系統的綜合設計,可以廣泛應用于各大行業的取料領域,實踐表明,該系統可以快速、準確的對控制要求做出反應,具有可靠性高、靈活性強、穩定性好,可大大提高生產效率。
關鍵詞:PLC控制;智能機械手;設計
智能仿生機械手用智能手機的iOS應用程序進行控制的一款靈敏系數很高的一種仿生手。2013年帕特里克·凱恩成為英國首位裝配智能仿生手的人。這款機械手名為i-limb,可以用智能手機的iOS應用程序進行控制。帕特里克還能控制5個獨立供能的手指,其中大拇指還能旋轉。該款機械手是蘇格蘭觸摸仿生(Touch Bionics)公司的最新產品。目前,在國內大部分中小型軸承加工企業中,軸承毛坯的沖壓、沖孔加工仍靠人工完成,不僅勞動強度大、生產成本高、效率低,而且還存在著安全隱患和產品質量問題;再加上大部分企業車間布局不統一,難以同時滿足所有企業的自動化需求。因此,基于上述問題,設計一種用于軸承加工的智能機械手勢在必行。
一、智能機械手的結構
智能機械手的總體裝置分為兩道工序,一道工序專門用于上料,主要包括氣動手指、上料垂直氣缸、上料伸縮氣缸;一道工序專門用于下料,主要包括翻轉機構、旋轉平臺、下料伸縮氣缸。兩道工序互不干涉,相對于上下料由一道工序完成的機械手,大大節省了時間,提高了效率。在機械手上裝有兩個紅外光電開關,一個開關用來檢測是否有料,若有料,機械手就按照指令一步一步動作,完成軸承毛坯的加工,若沒料,機械手會等待毛坯到位之后再動作;另一個開關是用來檢測沖桿是否將工件帶起,若沒帶起會發出警報,等待工作人員處理。主要元件功能如下:氣動手指實現工件的夾緊和松開,裝有夾位、松位限位開關;上料垂直氣缸實現上升和下降動作,裝有上位、下位限位開關;上料伸縮氣缸控制機械手的伸出和收縮,實現工件的上料動作,裝有前位、后位限位開關;翻轉機構用于工件的接取,翻轉氣缸動作將工件翻轉掉到指定位置;旋轉平臺通過步進電機實現順時針、逆時針的旋轉,裝有左側、右側限位開關。
二、智能機械手工作過程
氣動手指和氣缸均由220 V單電控二位五通電磁閥控制,電磁閥通電,氣缸伸出、手指夾緊;電磁閥斷電,氣缸收縮、手指松開。將流量閥分別裝在氣缸和手指的進氣口和出氣口,通過流量閥控制氣體的流量和速度,來調節氣動手指和氣缸的動作速度。初始狀態:氣動手指松開,上料垂直氣缸、上料伸縮氣缸、下料伸縮氣缸、翻轉氣缸都處于收縮狀態。工作過程為:(上電)→回原點→(啟動) →工件到位→上料垂直氣缸下降→氣動手指夾緊工件→上料垂直氣缸收縮→伸縮氣缸伸出斗氣動手指松開→伸縮氣缸收縮→壓力機沖壓工件,同時下料伸縮氣缸伸出→下料伸縮氣缸收縮→旋轉平臺逆時針旋轉900→翻轉氣缸伸出→旋轉平臺順時針旋轉900,同時翻轉氣缸收縮,如此循環。
三、 PLC控制系統的設計
(一)PLC控制系統
分析生產過程的工藝要求,確定控制系統要實現哪些功能要求;進行控制器、L / O模塊、電源模塊、控制模式、數據通信模塊、通信模式的選擇;確定數字量、模擬量輸人、輸出點的個數,列出PLC輸入輸出分配表;畫出控制柜接線圖,根據接線圖進行現場接線;根據順序功能圖編寫程序進行調試,若是程序問題修改程序,若是硬件問題解決硬件問題,直到調試成功。
(二) PLC軟件設計
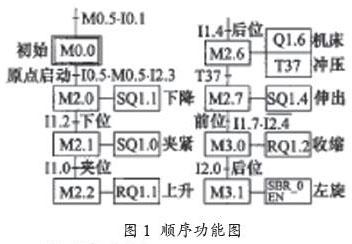
系統設有手動、連續、單周期、單步和回原點三種工作方式。機械手為初始狀態時稱為系統處于原點狀態,在進入手動、連續、單周期和單步工作方式之前,系統應處于原點狀態。機械手從初始狀態開始,到夾緊工件、接到工件并將其放到指定位置的過程稱為一個工作周期,在自動工作方式下,按下啟動按鈕,機械手反復地工作,但按下停止按鈕機械手并不會立即停止工作,而是完成一個周期的工作后返回并停留在初始步。單步操作常用于系統的調試,在單步工作方式下,按下啟動按鈕系統只完成一步的動作,再次按下啟動按鈕,系統接著完成下一步動作。對于本系統而言,當接通I0.3時,系統進入單步工作方式,按一下啟動按鈕,上料垂直氣缸下降,再按一下啟動按鈕,手指夾緊工件,如此一步一步的動作。連續工作方式的順序功能圖如圖1所示,將選擇開關打到連續工作方式位置,I0.1為1狀態,系統進入連續工作方式。MO.5為原點條件,在初始步為活動步的情況下按下啟動按鈕I0.5,紅外光電開關檢測是否有料,若有,則I2.3為1狀態,M2.O變為1狀態,上料垂直氣缸下降。同時,控制連續工作方式的線圈M0.7“通電”并自保持。
(三) PLC控制步進電機
步進電機是將電脈沖信號轉變為角位移或線位移的開環控制元步進電機件。在非超載的情況下,電機的轉速、停止的位置只取決于脈沖信號的頻率和脈沖數,而不受負載變化的影響,當步進驅動器接收到一個脈沖信號,它就驅動步進電機按設定的方向轉動一個固定的角度,稱為“步距角”,它的旋轉是以固定的角度一步一步運行的。可以通過控制脈沖個數來控制角位移量,從而達到準確定位的目的,同時可以通過控制脈沖頻率來控制電機轉動的速度和加速度,從而達到調速的目的。
四、結束語
本文介紹了一種基于PLC控制的工業取料機械手,設計了取料機械手的機械結構和氣動系統,并給出了PLC控制系統的軟硬件設計和步進電機運行速度控制設計,該系統應用于各大行業,具有穩定可靠的性能,提高了生產效率。
參考文獻:
[1]楊志剛.軸承加工PLC控制系統研究[J].中國高新技術企業,2015.
[2]王月芹.基于PLC的機械手控制系統設計[J].液壓與氣動,2016.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
