薄壁厚板零件精沖工藝與模具設(shè)計
2017-10-19 22:00:04肖振沿中機精沖科技福建有限公司
鍛造與沖壓 2017年20期
關(guān)鍵詞:結(jié)構(gòu)
文/肖振沿·中機精沖科技(福建)有限公司
趙彥啟·北京機電研究所
薄壁厚板零件精沖工藝與模具設(shè)計
文/肖振沿·中機精沖科技(福建)有限公司
趙彥啟·北京機電研究所

零件沖壓工藝分析
圖1所示的互鎖板是重型卡車變速箱上的重要零件。通過撥叉軸、互鎖板等組成變速箱擋位互鎖裝置,實現(xiàn)各個擋位互鎖功能,有效防止汽車行使過程中因顛動產(chǎn)生掉擋、亂擋的現(xiàn)象,增加行駛的安全性。該零件材料為16MnCr5,料厚為9mm,材料在球化退火后,實測抗拉強度為405MPa,屈服強度為326MPa。
該零件的使用要求是:以中心方孔定位,雙點畫線表示的輪廓面與撥叉配合,要求配合面有較低的表面粗糙度及較高的尺寸精度。然而兩側(cè)凸出懸臂的寬度僅為10mm,小于精密沖裁件結(jié)構(gòu)工藝性標準的推薦值1.5~2t(t為零件厚度),且方孔與零件外形邊緣僅為0.5t,遠小于沖裁件工藝性中推薦值最小孔邊距大于2t(必要時取1~1.5t)的要求,屬于典型的薄壁厚板精沖件。如果僅僅從沖壓件的工藝性來分析,該零件并不適合沖壓生產(chǎn),宜采用機加工方式生產(chǎn),然而機加工生產(chǎn)方式,生產(chǎn)效率低下,生產(chǎn)成本極大。如果采用沖壓生產(chǎn),可以極大的提高效率,降低成本。由于零件壁厚太薄,采用沖壓生產(chǎn)工藝,模具零件的工作壽命是一個難點。
為了滿足沖壓工藝要求,提高凸凹模強度和壽命,我們采取了局部增加零件壁厚尺寸,然后再通過二次修邊達到零件要求尺寸的工藝措施。最終確定落料工序尺寸如圖2所示,沖壓生產(chǎn)工藝為:復合精沖(精沖外形和方孔)→一次修邊→二次修邊→去毛刺。

圖1 互鎖板零件圖
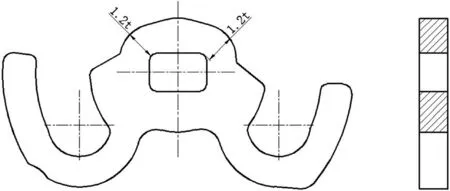
圖2 精沖工序外形簡圖
復合精沖模具結(jié)構(gòu)設(shè)計
圖3為互鎖板復合精沖模結(jié)構(gòu)簡圖,根據(jù)零件形狀、尺寸及材料性能,計算出所需的沖裁力、壓邊力、反壓力的大小和模具封閉高度及其外形尺寸,選用650t精沖壓力機。復合精沖模具的工作過程如下:
⑴材料送進后,精沖壓力機的下工作臺升起,模具中的齒圈壓板、反壓板、退料塊首先壓緊板料,形成精沖所需的三向壓應(yīng)力。下工作臺繼續(xù)上行,模具刃口切入板料直至材料分離。
⑵沖裁完畢,模具開啟,精沖壓力機壓邊缸向下推動壓邊桿、退料桿,使齒圈壓板和退料塊將帶料和沖孔廢料從凸凹模中推出。精沖壓力機反壓缸向上推反壓桿,使反壓塊將制件從凹模中頂出,然后用氣將零件吹走。
⑶此后,帶料通過送料機構(gòu)送料,繼續(xù)重復進行精沖。
復合精沖模設(shè)計要點:
⑴凸凹模及凹模是精沖模具的關(guān)鍵零件,它們的形狀和尺寸直接影響精沖模具的刃口間隙和精沖零件剪切面的表面粗糙度值,它們的強度直接影響精沖模具的壽命。根據(jù)零件結(jié)構(gòu)特征及精沖復合模的結(jié)構(gòu)特點,凸凹模結(jié)構(gòu)形式可以制作成兩種,直通式(圖4)和臺階式(圖5)。直通式結(jié)構(gòu)的優(yōu)點是可以直接采用慢走絲線切割加工,加工比較簡單,成本較低;但其強度及剛性較差,且難以固定在凸凹模固定板上。臺階式結(jié)構(gòu)局部增加了凸凹模零件壁厚,提高了零件的剛度與強度,且由于凸凹模零件有更多的空間可以布置螺釘,因此簡化了凸凹模固定方式。但此結(jié)構(gòu)增加了模具加工難度,臺階孔需要采用坐標磨床來加工,增加了單個凸凹模零件加工成本。由于臺階式結(jié)構(gòu)可以大大的提高模具壽命,故我們采用了這種結(jié)構(gòu)形式的凸凹模。

圖3 復合精沖模具結(jié)構(gòu)簡圖

圖4 直通式凸凹模結(jié)構(gòu)
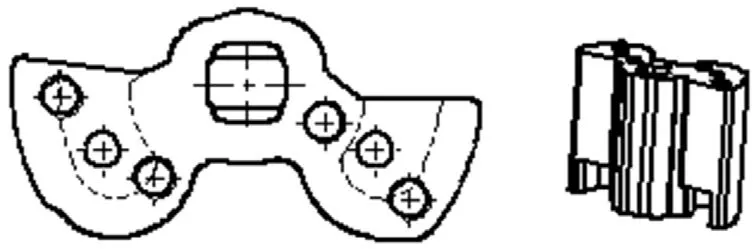
圖5 臺階式凸凹模結(jié)構(gòu)
凹模與凸凹模之間的單邊間隙均取為0.04mm,凸凹模與方孔沖頭之間的單邊間隙取為0.07mm。為了得到較好的精沖件剪切面光亮帶,凹模刃口應(yīng)倒R0.5mm的圓角。方孔沖頭刃口倒半徑為R0.2mm的圓角。
在沖擊載荷作用下,模具要承受高壓和瞬時高溫。在高壓和瞬時高溫下,刃口工作表面和制件的剪切面之間產(chǎn)生相對滑動摩擦,因此要選用硬度高、耐磨性好、強度大及韌性佳的模具材料。凹模、凸凹模及沖頭都選用高鉻工具鋼Cr12MoV,凹模及凸凹模的熱處理硬度均為60~62HRC,沖頭為58~60HRC。
⑵齒圈結(jié)構(gòu)。精沖模與普通沖模的最顯著區(qū)別之一是采用了V形齒圈,以達到防止材料產(chǎn)生撕裂的目的。由于互鎖板零件的厚度達9mm,宜采用雙齒圈結(jié)構(gòu),即齒圈壓板與凹模都做環(huán)形齒圈。雙齒圈結(jié)構(gòu)的設(shè)計如圖6所示。
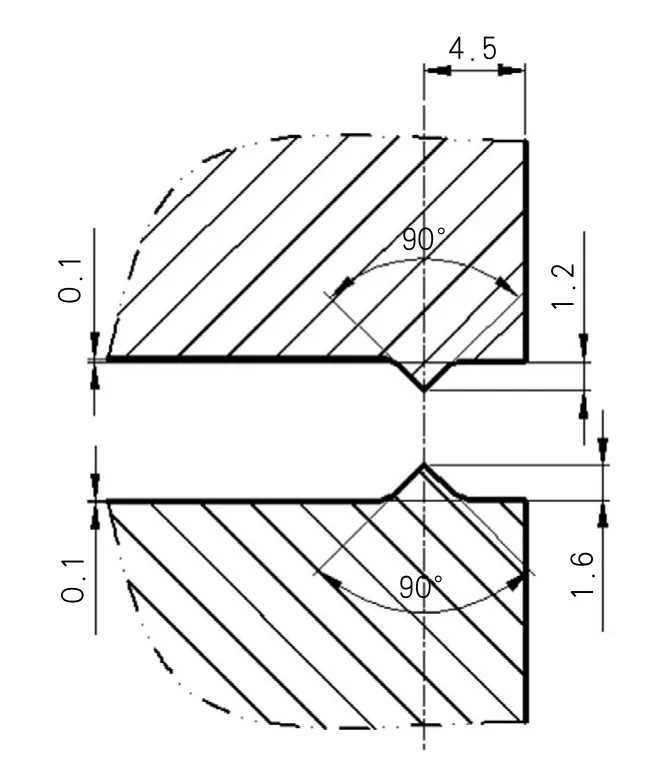
圖6 雙齒圈結(jié)構(gòu)設(shè)計尺寸
其他零件如上、下模座、墊板、導向組件、定位銷、壓邊桿、反壓桿等與普通沖裁模設(shè)計方法相同。
修邊模結(jié)構(gòu)設(shè)計
為了保證復合精沖模具結(jié)構(gòu)強度及壽命,零件局部增加了5mm的壁厚,一次修邊沒有辦法得到比較好的沖裁剪切面,我們需要進行兩次修邊,一次修邊后留下余量0.15mm,進行二次修邊得到成品。一、二次修邊模具結(jié)構(gòu)簡圖如圖7所示。
該模具在60t沖床上使用,其工作過程如下:
⑴將前工序沖孔后工件放在凹模上,由凹模上口進行初定位。

圖7 修邊模具結(jié)構(gòu)簡圖
⑵啟動沖床使其滑塊下行,方孔定位銷向下行走,穿入零件方孔,防止方孔變形,滑塊繼續(xù)下行,通過凸模與凹模對零件進行修邊。
⑶沖床滑塊上行后,工件在方孔與方孔定位銷的摩擦力小于工件與凹模的型腔摩擦力,工件留在凹模內(nèi),廢料用氣槍從凹模刃口吹出。
⑷通過往復工作,上次修邊制品從凹模型腔依次頂出到?jīng)_床工作臺板。
修邊模設(shè)計要點:
⑴必須設(shè)計限位擋塊及方孔定位銷,防止在修邊過程中方孔產(chǎn)生變形,造成產(chǎn)品不合格。
⑵凸、凹模裝配單面間隙為0.05mm。
⑶方孔定位銷的長度高出凸模t+3mm(t為零件厚度),前端3~4mm做出一定錐度,便于導入方孔。
結(jié)束語
經(jīng)生產(chǎn)實踐驗證,通過復合精沖與兩次修邊,所得互鎖板能滿足產(chǎn)品使用性能要求及生產(chǎn)數(shù)量需求。對于類似的薄壁厚板精沖件的生產(chǎn)具有一定的參考價值。
肖振沿,技術(shù)部部長,助理工程師,主要從事精沖模具設(shè)計與精沖件生產(chǎn)工藝方案實施,參與申請專利2項,其中一項發(fā)明專利,一項實用新型專利,實用新型專利已授權(quán),參與修訂一項行業(yè)標準。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
