關(guān)于沖壓模具沖裁過程間隙問題的探討
2017-10-19 22:00:28樊燕朋張永朝何洋齊康寧長(zhǎng)城汽車股份有限公司技術(shù)中心河北省汽車工程技術(shù)研究中心
鍛造與沖壓 2017年20期
關(guān)鍵詞:裂紋
文/樊燕朋,張永朝,何洋,齊康寧·長(zhǎng)城汽車股份有限公司技術(shù)中心,河北省汽車工程技術(shù)研究中心
關(guān)于沖壓模具沖裁過程間隙問題的探討
文/樊燕朋,張永朝,何洋,齊康寧·長(zhǎng)城汽車股份有限公司技術(shù)中心,河北省汽車工程技術(shù)研究中心
通過分析沖壓模具沖裁板料的過程,板料受力情況、變形機(jī)理及成形斷面狀態(tài),來探討不同間隙情況對(duì)沖裁斷面的影響和沖裁間隙對(duì)沖裁件質(zhì)量的影響,使模具沖裁過程及其會(huì)出現(xiàn)的異常更具體地呈現(xiàn)出來,從而探討如何選取適合的沖裁間隙,對(duì)沖裁異常進(jìn)行針對(duì)性處理。
沖裁過程及斷面分析
沖壓件的斷面具有的區(qū)域特征
圖1為沖壓模具沖壓板件時(shí)的受力圖,沖裁時(shí)板料在垂直方向壓力、橫向擠壓力、摩擦力、彎矩和拉力的作用下產(chǎn)生復(fù)雜形變(彎曲、拉伸、剪切、擠壓),其主要過程包含彈性變形階段、塑性變形階段、剪切斷裂分離。由此產(chǎn)生的結(jié)果就是在沖壓件的斷面處有明顯的區(qū)域特征,可分為圓角帶、塑剪帶(光亮帶)、剪裂帶(斷裂帶)及毛刺四部分區(qū)域,如圖2所示。
其中圓角帶即塌角帶是板料與凹模相接觸的一側(cè)在沖裁開始時(shí),被擠入凹模的洞口,由于受拉伸的作用形成的,隨著受力的增加而逐漸增大,直到出現(xiàn)裂紋;它是模具切入時(shí)被下壓的自由表面部分;當(dāng)沖裁間隙增大時(shí),其相對(duì)應(yīng)的塌角帶也會(huì)相應(yīng)的出現(xiàn)增大的變化。

圖1 沖壓模具沖壓板件時(shí)的受力圖
塑剪帶(光亮帶)是模具擠壓和切入材料使其產(chǎn)生塑性變形而形成的,是整個(gè)斷面上質(zhì)量最好的部分,其在整個(gè)斷面區(qū)域的比例會(huì)隨著板料材料、模具的間隙、刃口的鋒利程度及工作條件的不同而不同,其中模具的結(jié)構(gòu)形式和凸凹模之間的間隙大小對(duì)沖裁切口斷面質(zhì)量的影響最為明顯,當(dāng)沖裁間隙增大時(shí)其塑剪帶的寬度將會(huì)相應(yīng)減小。
剪裂帶也稱為粗糙帶,是刃口處的微裂紋在拉應(yīng)力作用下不斷擴(kuò)展斷裂而形成的,其表面粗糙且?guī)в绣F度,當(dāng)模具的間隙值合適時(shí),在凹凸模刃口附近產(chǎn)生的微細(xì)裂紋繼續(xù)發(fā)展,并在最后出現(xiàn)表面粗糙并且無光澤的情況;由于這部分為產(chǎn)生裂紋而破斷的部分,在此處出現(xiàn)晶粒狀的表面。這種粗糙的剪裂帶隨著沖裁間隙的增大而增大;但是到一定程度后,會(huì)出現(xiàn)減小的趨勢(shì)。
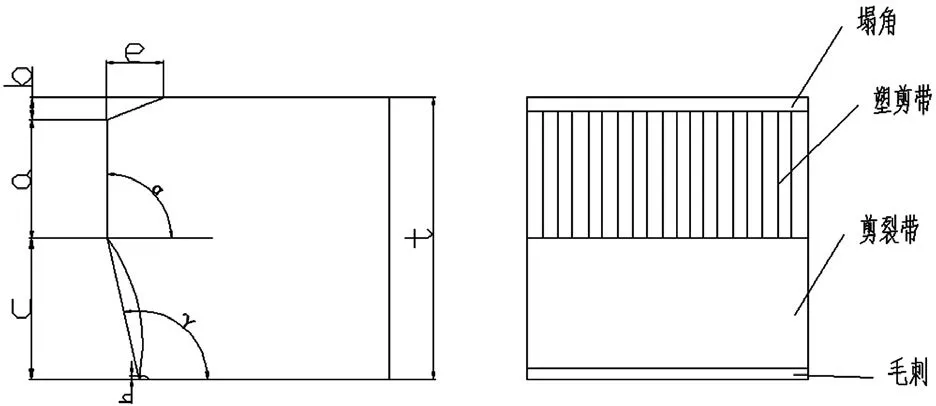
圖2 沖壓件的斷面有明顯的區(qū)域特征
毛刺區(qū)是在斷裂帶周圍形成的不規(guī)則的撕裂毛邊,各部分所占比例隨材料性能、料厚、刃口鋒利程度、模具結(jié)構(gòu)及凹凸模間隙等方面的不同而變化,塑性差的材料,斷裂傾向嚴(yán)重,斷裂帶增寬,光亮帶圓角帶所占比例較小,毛刺也小;塑性好的材料則相反。想要提高沖裁件的斷面質(zhì)量,可通過增加光亮帶的高度和增加整形工序來實(shí)現(xiàn)。增加光亮帶高度是通過延長(zhǎng)塑性變形階段推遲裂紋的產(chǎn)生來實(shí)現(xiàn)的。同時(shí)由于此區(qū)域?yàn)閼?yīng)力集中區(qū)域,因此也是衡量板料沖裁質(zhì)量的重要參數(shù)指標(biāo),通過板料沖裁斷面及毛刺的呈現(xiàn)形式來對(duì)模具間隙進(jìn)行調(diào)整,使其得到較好的沖裁板料。
沖裁間隙對(duì)板料斷面的影響
沖裁間隙是影響斷面質(zhì)量的主要因素,只有當(dāng)凹凸模沖裁間隙恰當(dāng)時(shí),上下兩條裂紋才能重合,此時(shí)板料斷面斜度很小,比較平直,表面光滑,毛刺小且無裂紋分層。不同沖裁間隙對(duì)板料斷面產(chǎn)生不同的影響。
模具間隙過小
材料在凸模刃口處附近產(chǎn)生的裂紋進(jìn)入凸模下面的壓應(yīng)力區(qū)而停止發(fā)展,使材料在凸凹模刃口附近產(chǎn)生的裂紋不重合,此時(shí)斷面材料在兩條裂紋間距較近的地方發(fā)生二次拉裂,產(chǎn)生第二光亮帶——雙光亮帶,還有部分材料被擠出表面形成毛刺。或者沒有形成第二光亮帶,卻在斷裂面有斷續(xù)的小光亮塊,即制件斷面光亮帶太寬,有齒狀毛刺,其斷面及毛刺情況如圖3所示。
模具間隙過大
材料中的拉應(yīng)力會(huì)使拉伸斷裂過早發(fā)生,因而使得斷裂面寬光亮帶變窄。間隙過大時(shí)產(chǎn)生的裂紋也不重合,第二次拉裂產(chǎn)生的斷裂層的斜度會(huì)增加沖裁斷面出現(xiàn)的兩個(gè)斜度。有時(shí)斷面中間呈現(xiàn)明顯的凹狀,毛刺不但高而且呈三角狀,即制件斷面粗糙圓角大,光亮帶小,有拉長(zhǎng)的毛刺,其毛刺及斷面情況如圖4所示。
模具間隙不均
相應(yīng)的沖裁板料也會(huì)出現(xiàn)部分間隙過大或過小的情況,即制件斷面光亮帶不均勻或一邊有帶斜度的毛刺,其毛刺情況及斷面如圖5所示。

圖3 間隙過小產(chǎn)生的斷面及毛刺情況
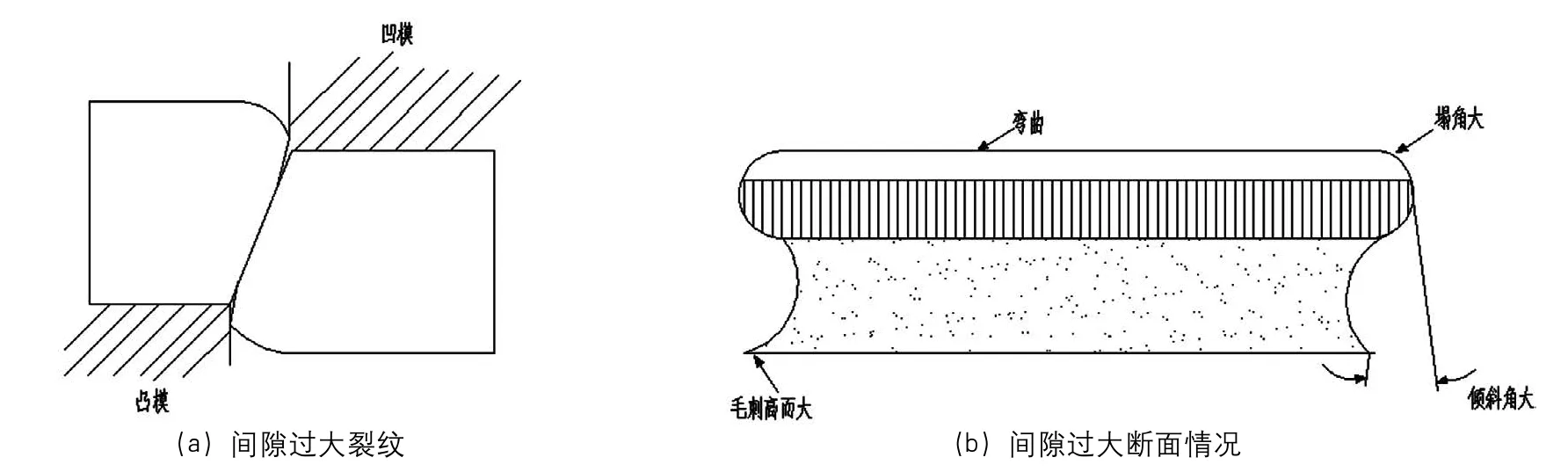
圖4 間隙過大產(chǎn)生的毛刺及斷面情況

圖5 間隙不均勻產(chǎn)生的毛刺與斷面情況
模具刃口鋒利度
模具刃口的鋒利情況也會(huì)對(duì)其沖裁過程產(chǎn)生影響,當(dāng)模具刃口磨損成圓角而變鈍時(shí),刃口與材料的接觸面積增加,應(yīng)力集中效應(yīng)減輕,擠壓作用增大,從而延緩了裂紋的產(chǎn)生,因此制件圓角大,光亮帶寬,但毛刺高度也變大。
沖裁間隙值的選取
在沖壓模具中,落料尺寸取決于凹模尺寸(作為基準(zhǔn)側(cè)),間隙值從凸模上取出;沖孔尺寸取決于凸模尺寸(作為基準(zhǔn)側(cè)),間隙值從凹模上取出。所謂合理的間隙,就是采用這一間隙進(jìn)行沖裁時(shí),能夠得到令人滿意的工件斷面質(zhì)量,較高的尺寸精度和使沖裁力(卸料力和推件力)最小,并使模具有較長(zhǎng)的使用壽命。但是如果采用一個(gè)間隙的數(shù)值要求同時(shí)滿足以上諸多要求是不可能的。因此,生產(chǎn)上根據(jù)零件的具體要求,綜合考慮各種因素的影響,選擇適當(dāng)?shù)拈g隙范圍作為合理間隙,其上限為最大合理間隙,其下限為最小間隙。合理間隙指的是一個(gè)范圍值,在具體設(shè)計(jì)沖模時(shí),根據(jù)零件和生產(chǎn)上的具體要求可按下述原則進(jìn)行選取。
⑴當(dāng)對(duì)沖裁件斷面質(zhì)量無特殊要求時(shí),為了提高模具的使用壽命和減小沖裁力,以獲得較大的經(jīng)濟(jì)效益,可以選擇較大間隙值。
⑵當(dāng)對(duì)沖裁件斷面質(zhì)量有較高要求時(shí),應(yīng)選擇較小間隙值。
⑶在設(shè)計(jì)沖裁模刃口尺寸時(shí),考慮到模具在使用過程中會(huì)磨損,會(huì)使刃口間隙增大,應(yīng)按最小間隙值來計(jì)算刃口的尺寸。因?yàn)橛?jì)算法在生產(chǎn)中使用不方便,故目前普遍使用查表選取法。
不同沖裁間隙的適用范圍:
⑴小間隙。要求有最大的直壁斷面,最小的塌角,不進(jìn)行二次加工,并對(duì)模具要求較高的場(chǎng)合。
⑵較小間隙。適用于沖裁成形后需要進(jìn)行修邊的工序。
⑶中等間隙。因殘余應(yīng)力小,能減少變形破裂,適用于需要繼續(xù)彎曲、拉伸、成形和翻邊的場(chǎng)合。
⑷較大間隙。要求具有最高的模具壽命,但不要求有大的直邊切面的場(chǎng)合。
⑸大間隙。要求模具壽命長(zhǎng),對(duì)切口斷面質(zhì)量要求不高的場(chǎng)合。
結(jié)束語
通過對(duì)沖裁過程板料受力形式以及沖裁斷面各區(qū)域形成過程可以了解到,在沖裁模中沖裁間隙是個(gè)非常重要的參數(shù),間隙的取值和均勻性直接影響制件的質(zhì)量、尺寸精度及模具壽命。為了保證模具壽命,同時(shí)提高產(chǎn)品的質(zhì)量與精度,必須采用合理的間隙值,并對(duì)間隙的均勻性進(jìn)行調(diào)整和控制。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
