典型零件數(shù)控加工綜合技術(shù)應(yīng)用—以儲(chǔ)物罐為例
2017-10-19 09:23:20劉小流
裝備制造技術(shù) 2017年8期
劉小流
(廣東省核工業(yè)華南高級(jí)技工學(xué)校,廣東 韶關(guān)512026)
典型零件數(shù)控加工綜合技術(shù)應(yīng)用—以儲(chǔ)物罐為例
劉小流
(廣東省核工業(yè)華南高級(jí)技工學(xué)校,廣東 韶關(guān)512026)
現(xiàn)代機(jī)械制造中零件的形狀和結(jié)構(gòu)復(fù)雜多樣,使其機(jī)械加工工藝變得復(fù)雜,因此不僅僅局限于一種加工技術(shù)。以典型零件-儲(chǔ)物罐為例,采用多種數(shù)控加工技術(shù)的綜合應(yīng)用,完成零件的加工和保證了零件的質(zhì)量。
典型零件;儲(chǔ)物罐;數(shù)控加工
隨著制造設(shè)備實(shí)現(xiàn)數(shù)字化的比率不斷提高,數(shù)控加工技術(shù)已在我國(guó)得到廣泛的應(yīng)用,在各行業(yè)中發(fā)揮了重要的作用。在社會(huì)需求多樣化的前提下,機(jī)械制造中也呈現(xiàn)出復(fù)雜零件越來(lái)越多的趨勢(shì),對(duì)零件的加工要求也越來(lái)越高,因此往往需要多種數(shù)控加工技術(shù)的綜合應(yīng)用。對(duì)于這些復(fù)雜零件采用一般加工方法比較難達(dá)到加工要求,要進(jìn)行大量的工作準(zhǔn)備:圖紙分析、機(jī)床型號(hào)選用、刀具選用、夾具設(shè)計(jì)、毛坯尺寸大小的選擇、加工工藝分析、工藝路線設(shè)定和自動(dòng)編程加工等。
本文結(jié)合實(shí)際教學(xué)條件,綜合應(yīng)用數(shù)控車,數(shù)控銑加工技術(shù)對(duì)典型零件-儲(chǔ)物罐進(jìn)行數(shù)控加工工藝分析和編程,較好地完成了零件加工。
1 加工對(duì)象圖紙分析
如圖1所示是本例分析中零件的主視圖、全剖左視圖。圖2是零件裝配示意圖和實(shí)體造型圖。
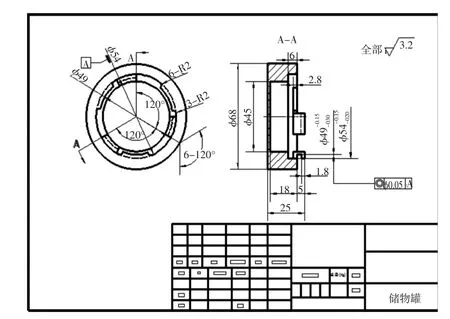
圖1 儲(chǔ)物罐零件圖
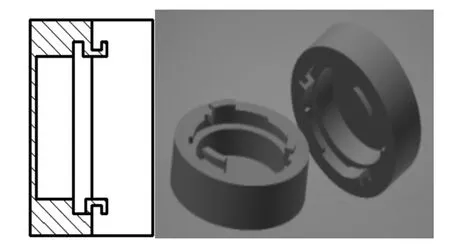
圖2 實(shí)體圖
對(duì)加工圖紙進(jìn)行分析,是整個(gè)加工過(guò)程中的一個(gè)重要準(zhǔn)備環(huán)節(jié),對(duì)后續(xù)加工作業(yè)有指導(dǎo)性作用。根據(jù)對(duì)圖1、圖2分析可知,該零件的主要結(jié)構(gòu)有以下幾個(gè)方面:
(1)工件是由兩個(gè)相同零件裝配形成。
(2)零件具有臺(tái)階、內(nèi)孔、內(nèi)外溝槽、圓弧槽等主要形狀特征。
2 工藝分析和加工準(zhǔn)備
零件涉及到不規(guī)則臺(tái)階、內(nèi)外溝槽、圓弧槽等形狀特征,分析得出本零件加工需要數(shù)控車和數(shù)控銑兩種機(jī)床設(shè)備和加工技術(shù)綜合應(yīng)用才能完成圖樣加工。加工順序先進(jìn)行數(shù)控車,再進(jìn)行數(shù)控銑加工,同時(shí)也可以得出加工的難點(diǎn)和主要問(wèn)題:
(1)數(shù)控車加工部分:內(nèi)溝槽的加工方法以及其極限偏差和行為公差在加工時(shí)應(yīng)采取怎么樣的工藝措施保證。
(2)數(shù)控銑加工部分:加工時(shí)的裝夾方案如何確定,圓弧槽刀具和切削用量的選擇等問(wèn)題。
(3)合理安排加工步驟加工符合圖紙要求的產(chǎn)品。
3 加工設(shè)備選用
零件加工對(duì)設(shè)備選用原則有:根據(jù)零件尺寸要求、精度要求、加工特點(diǎn)、批量或其他要求確定加工設(shè)備。綜合考慮各種因素,選用數(shù)控車床型號(hào)為CAK4085di,數(shù)控系統(tǒng)為FANUC series Oi Mate-TD的數(shù)控車床。數(shù)控銑床機(jī)床型號(hào)為ZXK-32BD,數(shù)控系統(tǒng)為GSK983Ma的數(shù)控銑床。
3.1 毛坯選用
在沒(méi)有毛坯圖紙的情況下,只能通過(guò)二維平面圖來(lái)確定毛坯大小,而加工材料選用則取決于零件的用途。結(jié)合實(shí)際情況,選用2件φ70 mm×30 mm的圓鋼,材料為45#鋼。
3.2 刀具選擇
選擇合適的刀具,對(duì)于金屬切削加工能起事半功倍的效果。目前所用的刀具材料主要由高速鋼、硬質(zhì)合金、陶瓷和人造金剛石,立方氮化硼等材料,綜合考慮到工件材料,幾何形狀和車削,銑削工藝的類別,得出案例加工所需要的刀具清單,表1為數(shù)控車,數(shù)控銑削部分刀具清單。
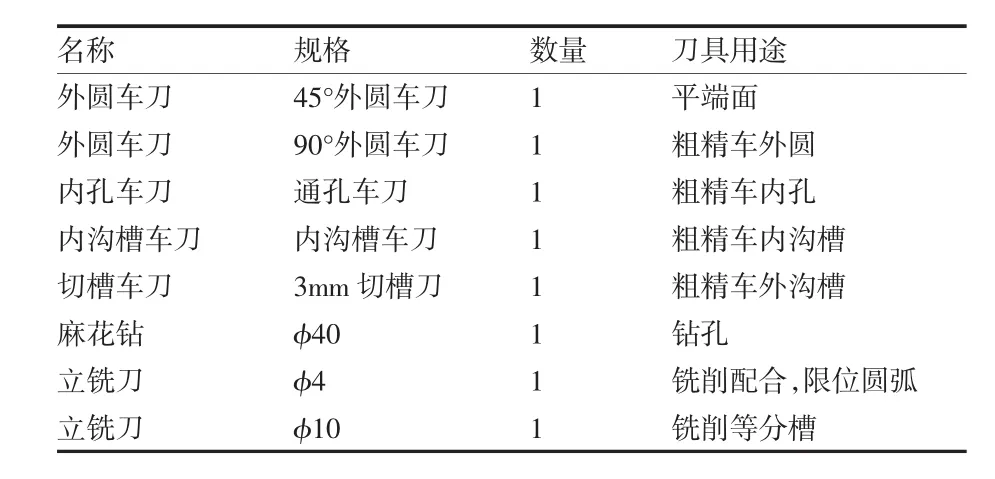
表1 數(shù)控車,數(shù)控銑刀具
3.3 定位及裝夾分析
對(duì)于零件的夾具選用與機(jī)床選用原則大同小異,選用時(shí)主要考慮生產(chǎn)批量、產(chǎn)品質(zhì)量及經(jīng)濟(jì)性等因素。由于案例工件要進(jìn)行數(shù)控車,數(shù)控銑綜合加工才能完成加工任務(wù),數(shù)控車部分采用通用三爪自定心卡盤(pán)即可,問(wèn)題在于數(shù)控銑床部分夾具的選用。數(shù)控銑床通常采用通用夾具平口虎鉗,這時(shí)候需要更換為三爪卡盤(pán),用壓板壓緊在工作臺(tái),同時(shí)還要考慮工件的定位問(wèn)題等。
4 加工路線制定
加工順序確定原則是先面后孔,先粗后精和工序集中原則,對(duì)剛度和強(qiáng)度低的表面后加工,精度高的表面后加工。合理安排粗精加工余量。粗精加工分開(kāi),可以減少在粗加工去除毛坯余量過(guò)程中產(chǎn)生的熱變形和加工變形等影響。綜合考慮制定了零件的加工工藝卡片如表2所列。
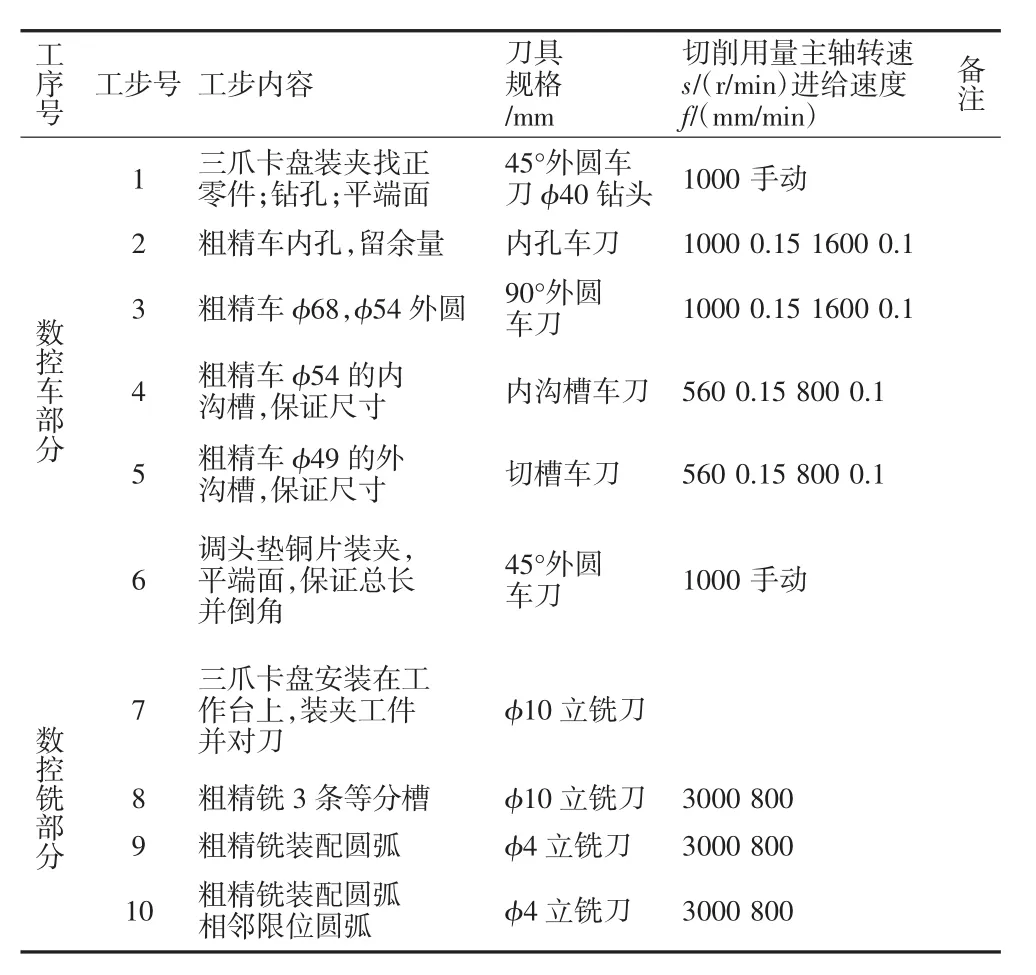
表2 零件加工工藝卡片
CAXA軟件能為數(shù)控加工提供從造型,設(shè)計(jì)到加工代碼生成,加工仿真,代碼校驗(yàn)以及實(shí)體仿真等全方面數(shù)控加工解決方案,案例程序(部分)編制如下。
%
O1200
N10 T0 M6
N12 G90 G54 G0 X-54.8 Y-44.8 S3000 M03
N14 G43 H0 Z100.M07
N16 Z10.
N18 G1 Z0.F800
N20 X-44.8 F500
N76 T0 M6
N78 G90 G54 G0 X57.2 Y10.S2000 M03
N80 G43 H0 Z100.M07
N82 Z10.
N84 G1 Z-1.F800
N86 G17 G3 X47.2 Y0.I0.J-10.
N88 G2 I-47.2 J0.
N90 G3 X57.2 Y-10.I10.J0.
N92 G1 X49.2 Y10.
N706 T0 M6
N708 G90 G54 G0 X1.3 Y0.S3000 M03 N710 G43 H0 Z100.M07
N712 Z10.
N714 G1 Z-1.5 F800
N716 G17 G3 I-1.3 J0.F500
N718 G1 X9.3
N720 G3 I-9.3 J0.
N722 G1 X17.3
N724 G3 I-17.3 J0.
N726 G1 Z10.F1000
N728 G0 Z30.
N730 X1.3
N732 Z10.
5 自動(dòng)編程加工
案例采用CAXA數(shù)控車2013版和CAXA制造工程師造型2013版軟件進(jìn)行零件數(shù)控車和數(shù)控銑部分形狀特征加工,加工后的主要形狀以及加工的主要刀具軌跡如圖3所示。
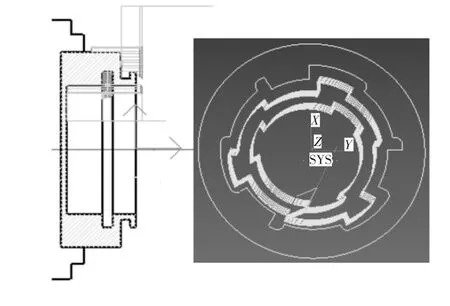
圖3 刀具路勁軌跡圖
數(shù)控車部分:一夾加工工件端面、外圓、臺(tái)階、外溝槽和內(nèi)溝槽的加工,二夾保證工件的總長(zhǎng),以及外圓車削。加工重難點(diǎn)在于:車削內(nèi)外溝槽時(shí),為了保證同軸度,內(nèi)外溝槽刀具的主切削刃與工件軸線平行,同時(shí)在車削內(nèi)溝槽時(shí),主軸轉(zhuǎn)速、進(jìn)給速度和背吃刀量較外溝槽相應(yīng)減小,粗車留余量,精車保證尺寸和質(zhì)量,同時(shí)合理選擇切削液和充分
數(shù)控車部分:一夾加工工件端面、外圓、臺(tái)階、外溝槽和內(nèi)溝槽的加工,二夾保證工件的總長(zhǎng),以及外圓車削。加工重難點(diǎn)在于:車削內(nèi)外溝槽時(shí),為了保證同軸度,內(nèi)外溝槽刀具的主切削刃與工件軸線平行,同時(shí)在車削內(nèi)溝槽時(shí),主軸轉(zhuǎn)速、進(jìn)給速度和背吃刀量較外溝槽相應(yīng)減小,粗車留余量,精車保證尺寸和質(zhì)量,同時(shí)合理選擇切削液和充分冷卻。
數(shù)控銑部分:加工重難點(diǎn)在對(duì)工件的裝夾與校正,數(shù)控銑床上使用卡盤(pán)作為夾具時(shí),通常用壓板將卡盤(pán)壓緊在工作臺(tái)上,使卡盤(pán)軸心線與主軸平行。三爪卡盤(pán)裝夾圓柱形工件的找正,將百分表固定在主軸上,找正Z軸。同時(shí),找正工件外圓圓心,記下XY機(jī)床坐標(biāo)系的坐標(biāo)值,設(shè)置為XY平面編程原點(diǎn)。最后為保證裝配,在加工過(guò)程中,要對(duì)上,下蓋進(jìn)行裝配檢測(cè)以確保儲(chǔ)物罐的裝配。
6 結(jié)束語(yǔ)
案例對(duì)典型零件(儲(chǔ)物罐)加工進(jìn)行深入分析,解決加工難點(diǎn),制定合理的工藝分析,裝夾和定位方式,切削用量以及合理的加工編程,綜合應(yīng)用數(shù)控車,數(shù)控銑等加工技術(shù),確保了零件的加工精度和效率。當(dāng)然在實(shí)際加工中會(huì)遇到更多的問(wèn)題,也有很多更好的方法解決這些問(wèn)題,需要不斷的積累經(jīng)驗(yàn)。
[1]沈建峰.數(shù)控銑床/加工中心編程與實(shí)訓(xùn)與操作實(shí)訓(xùn)[M].北京:國(guó)防工業(yè)出版社,2008.
[2]劉 穎.CAXA制造工程師2013實(shí)例教程[M].北京:清華大學(xué)出版社,2015.
[3]范 悅.CAXA數(shù)控車實(shí)例教程[M].2版.北京:北京航空航天大學(xué)出版社,2007.
[4]陳宏鈞,方向明.典型零件機(jī)械加工生產(chǎn)實(shí)訓(xùn)[M].2版.北京:機(jī)械工業(yè)出版社,2010.
Application of Integrated NC Machining Technology for Typical Parts Take the Storage Tank as an Example
LIU Xiao-liu
(Guangdong Nuclear Industry Southern China Senior Technical School,Shaoguan Guangdong 512026,China)
In modern machine manufacture,the shape and structure of parts are complex and diverse,so the machining process becomes complicated,so it is not confined to a machining technology.Taking the typical parts storage tank as an example,a variety of NC machining technology is applied to complete the processing of parts and ensure the quality of parts.
typical parts;storage tank;NC machining
TP319
B
1672-545X(2017)08-0221-04
2017-05-29
劉小流(1989-),男,廣東興寧人,助教,學(xué)士學(xué)位,研究方向:機(jī)械加工方向。
猜你喜歡
西北工業(yè)大學(xué)學(xué)報(bào)(2022年2期)2022-05-11 07:50:12
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國(guó)機(jī)械工程(2018年14期)2018-09-22 01:14:04
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機(jī)床與液壓(2015年3期)2015-11-03 07:02:03
