陽江會展中心變弧度管桁架現場制作安裝施工技術
2017-10-19 08:15:28黃暉曾暉蒙立強
中國建筑金屬結構 2017年10期
黃暉 曾暉 蒙立強
陽江會展中心變弧度管桁架現場制作安裝施工技術
黃暉 曾暉 蒙立強
管桁架即是指用圓桿件在端部相互連接而組成的格子式結構。隨著鋼結構的發展,管桁架的整體外形愈加復雜,所采用的樹狀支撐節點在支撐桿數量、角度及大小等方面均有所差異。本文結合實際工程情況,主要介紹了變弧度管桁架現場制作安裝施工工藝,通過增設鋼桶鋼柱端部鋼板,提高樹狀節點的受力性能,并無需配備多種專門的預制模具,同時采用自主研制大型胎架,快速定位,有效地降低運輸對施工現場道路的要求,提高了施工的容錯率,減少了材料制作的成本,降低工程造價,縮短工期。
管桁架;樹狀支撐板節點;相貫線;大型胎架;吊裝
1.工程概況
陽江市會展中心工程,鋼結構,地上1層(局部2層),建筑面積15378m2,大屋面鋼結構工程結構形式為變弧度的鋼管桁架,鋼管桁架平面投影面積約8400m2,由13榀主桁架及55榀次桁架組成,次桁架分布于主桁架之間,為主桁架之間的聯系桁架,單榀重量約1.5t,長度10m,主桁架跨度達117.09m,單榀重量達45t~72t,其結構共26個樹狀支撐節點,每個節點的支撐桿數量、角度及大小均不同,樹狀支撐節點的制作安裝及整榀桁架的吊裝安裝是本工程的關鍵施工過程。
2.關鍵部位樹狀支撐板節點靜力分析
采用最不利荷載的結構內力設計值作為節點荷載,各荷載的加載位置為:支撐ZC3、ZC7端部沿支撐中心線方向往外擴展大于兩倍端板直徑的部位(如圖1所示),且均采用節點均勻加載方式,通過Midas軟件進行計算,得到(圖2)樹狀支撐板節點應力圖及計算內力值(表1),可知,各構件強度應力均小于材料強度設計值,滿足設計要求。

圖1 荷載加載位置

圖2 應力圖

表1 計算內力(N,N·mm)
3.施工工藝流程
變弧度管桁架現場制作安裝施工工藝流程如圖3所示:
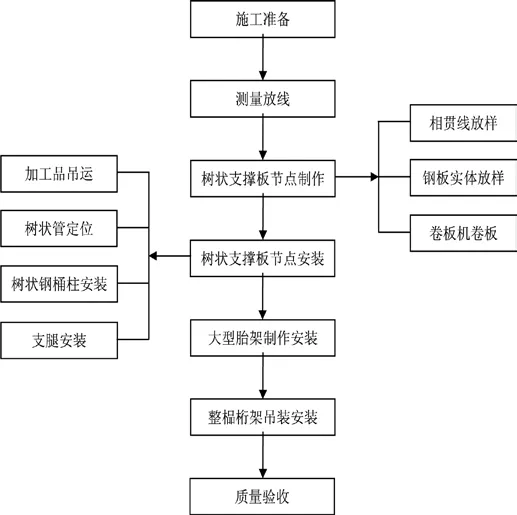
圖3 施工工藝流程圖
4.施工工藝操作要點
4.1 施工準備
根據施工項目內容、工作量大小、工期長短等配置施工機械設備及材料試驗、測量儀器、設備; 熟悉施工圖紙,采購質量優,符合規范標準及設計要求的鋼材、焊材。
4.2 測量放線
確定一個整拼單位的尺寸1∶1比例,確定好基點與下弦之間的距離、上弦與下弦之間的距離,以及上弦與上弦之間的空距、腹桿之間的定位和長度,確定好之后用鋼釘定點并涂上油漆。放線定位示意圖4如下:

圖4 放線定位示意圖
4.3 樹狀支撐板節點制作
4.3.1 相貫線放樣
通過tekla制圖軟件深化詳圖并求出相貫線(如圖5所示)。根據構件零部件樣式打印1∶1比例的圖紙,并沿著圖紙邊沿線用剪刀裁剪下來,在用圖紙包卷鋼桶進行切割。包卷過程中,圖紙邊線與邊線要切合成一條。下料完成之后開始組裝,組裝過程中控制好俯視和主視的角度,切忽裝錯零部件位置。

圖5 相貫線放樣
4.3.2 鋼板實體放樣
根據深化設計圖紙,把管狀零部件進行實體放樣到鋼板上,然后用離子切割機下料后打好坡口,并現場切割。如圖6 所示。

圖6 鋼板實體放樣
4.3.3 卷板機卷板
用卷板機對切割出來的板材進行翻卷,并進行焊接。如圖7 所示。

圖7 卷板機卷板
4.4 樹狀支撐板節點安裝
4.4.1 加工品吊運
用吊車把加工完成的鋼桶鋼柱吊運到指定地點,如圖8 所示。

圖8 加工品吊運
4.4.2 樹狀管定位
根據圖紙軸線和標高,利用全站儀在現場確定樹狀管道頂部中心點的位置,在XY交界的位置處打上鋼釘,然后利用水準儀確定樹狀的高度Z,即可確定樹狀頂部中心點空間位置。如圖9所示。

圖9 樹狀管定位
4.4.3 樹狀鋼桶柱安裝
安裝樹狀鋼桶鋼柱之前,鋼柱底盤處須焊接一塊擋板,以免定位過程中從底盤處滑脫。當樹狀頂部起吊到與鋼釘對準位置時,從中心點處吊下一根線錘,確保樹狀管中心點和鋼釘在一處點位,然后再量高度Z,吊機微調高度合適后,樹狀底部可以點焊加焊。之后在不松吊機之前,在樹狀上半部1/3處,焊接斜撐,支撐樹狀管道,以免出現撓度或者其他側翻。如圖10所示。

圖10 樹狀鋼桶柱安裝
4.4.4 支腿安裝
用吊車吊運加工好的支腿,固定好臨時支撐,焊接支腿,如圖11所示。

圖11 支腿安裝
4.5 大型胎架制作安裝
4.5.1 鋼結構施工拼裝的重點和難點主要集中在單片桁架拼裝和吊裝單元的整體拼裝上。因此,胎架的布置及設計以桁架拼裝設計為主。
4.5.2 為了防止構件拼裝時地面不平導致胎架滑動,在胎架下方布置1m×6m路基板,路基板的鋪設位置根據構件的分段布置,在路基板上焊接型鋼胎架。
4.5.3 根據桁架的分段布置胎架,胎架的布置盡量避開節點部位,并且間距不宜過大。桁架拼裝前應測量胎架上支撐點的標高和軸線位置,保證桁架拼裝的平面度和外型尺寸。見胎架示意圖12。
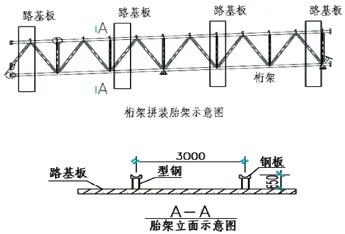
圖12 胎架示意圖
4.5.4 根據現場實際情況和吊裝思路,需要提前做好胎架,且每個環節都要進行預拼裝,以保證質量。
4.5.5 胎架主體材料為□400×400×16、Ф273×16,支撐桿為Ф152×10,胎架頂部左右設有牛腿,主要定位上弦兩側高度和傾斜角度。中間□400×400×16用于頂住下弦,頂部設有千斤頂,當上弦兩側就位不當或者下弦無法落實,千斤頂用于調節高度。頂住下弦和上弦兩側的高度按鋼桁架實際需要高度設定。如圖13 。

圖13 大型胎架圖
4.6 整榀桁架吊裝安裝
4.6.1 起吊前準備
4.6.1.1 樹狀支撐每榀桁架要安裝定位完善,另外曲柱安裝定位好,與樹狀后部分節點連接,鋼桁架形成整體受力連接。如圖14所示。

圖14 樹狀定位與曲柱連接圖
4.6.1.2 確定建筑物、鋼桁架的中線、鋼桁架尾部定點位置,桁架安裝時的胎架需要架設到相應位置,橫向在中間線上,縱向在中點位置向左位移約2米,胎架架設完成之后在四周設定斜支撐,于胎架2/3處。如圖15所示。

圖15 吊裝胎架布置圖
4.6.1.3 鋼架吊況分析,吊點設在兩端距離端部1/3位置處,根據現場實際情況,管桁架倒三角吊點以及下弦為變截面分析,吊裝合理。如圖16所示。

圖16 吊裝吊點定位圖
4.6.2 起吊
4.6.2.1 如圖13先行吊裝桁架A并拆除小胎架,吊機平穩起吊,待桁架離地稍作停留,觀察整個桁架平穩后,拆除輔助支撐。然后將桁架放置地面,將平躺桁架翻身至直立狀態,觀察整個桁架平穩后,檢測焊縫是否有裂痕等不良狀態,監測確認無誤后,通知指揮起吊。
4.6.2.2 桁架分兩次起吊,吊車平穩起吊桁架離地達設計高度一半后,稍作停留5~10分鐘,觀察整個桁架是否平穩及注意各方面影響安全和質量的因素,確保安全后再次起吊至胎架上方位置,用全站儀觀察鋼桁架尾部落座在樹狀支撐中心點位上(中心點位成半圓托板,就位即能定位),確保鋼桁架中線與建筑物中線重合后,緩慢下落至胎架上弦牛腿和下弦千斤頂上。如圖17所示。

圖17 桁架起吊圖
4.6.2.3 將桁架吊裝至要求位置,用輔助吊機或者千斤頂微調桁架的傾角,控制桁架尾部與曲柱的位置,復核各項尺寸,無誤后樹狀支撐與下弦進行焊接,胎架頂部上弦和下弦臨時焊接加固。
4.6.2.4 吊裝完成后,安裝水平桿件,水平桿件安裝焊接完成后才可松吊機,松開吊機后,此次吊裝完成。如圖18所示。

圖18 整體吊裝完成效果圖
4.7 質量驗收
施工完成后,根據現行《鋼結構工程施工質量驗收規范》GB 50205-2001及現行《建筑工程施工質量驗收統一規范》GB 50300-2013驗收。
5.結束語
本工程位于陽江市老城郊區,交通道路相對狹窄,比起直管桁架的施工,變弧度管桁架造型復雜、龐大,管徑形狀大小不一,這些都加大了本工程的施工難度。為了降低施工難度,提高其施工安裝的精確度,運用了現場加工制作工藝,進行受力分析,徹底改進了樹狀支撐板節點的制作安裝及整榀桁架吊裝施工方法,杜絕了運輸條件的限制,攻克了鑄鋼節點預制模具個數多的情況下,導致的預制費用高、施工工期長等缺點,保證了管桁架的施工和使用安全,得到了設計單位的認可及建設單位的贊譽。
[1]張建明. 淺談大型管桁架相貫線制作技術. 江西建材,2016,(17):107+111.
[2]郝洪濤. 大跨度屋面管桁架工廠制作與現場安裝質量控制. 中國鋼結構協會(China Steel Construction Society)、國家鋼結構工程技術研究中心(National Engineering Research Center for Steel Construction)、中冶建筑研究總院有限公司(China Metallurgical Group Corporation).2015中 國 鋼 結 構行業大會論文集.中國鋼結構協會(China Steel Construction Society)、國家鋼結構工程技術研究中心(National Engineering Research Center for Steel Construction)、中冶建筑研究總院有限公司(China Metallurgical Group Corporation),2015:8.
[3]王江平,亓偉. 管桁架現場制作安裝施工技術. 山西建筑,2015,(25):110-111.
[4]雷鵬旭. 大跨度空間倒三角形管桁架施工技術研究.重慶大學,2013.
[5]儀登海. 大跨度雨棚管桁架的制作與焊接. 黑龍江科技信息,2013,(02):243-244.
[6]田一堂,桑曉靜. 超大型管桁架柱的制作技術. 鋼結構,2012,(04):53-58.
[7]周世武. 大跨度鋼管桁架屋蓋整體提升施工技術.重慶大學,2007.
[8] GB 50661-2011,鋼結構焊接規程.
[9]GB 50205-2001,鋼結構工程施工質量驗收規范.
[10] GB 50300-2013,建筑工程施工質量驗收統一規范.
(作者單位:廣西建工集團第四建筑工程有限責任公司)
TU323.4
A
1671-3362(2017)10-0042-05
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
建材發展導向(2022年10期)2022-07-28 03:04:36
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年9期)2021-07-16 07:10:58
中國公路(2017年15期)2017-10-16 01:31:54
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34