
淺談汽車覆蓋件模具快速維修方案
2017-10-11 09:24:01樊燕朋王奇吳曉萌齊康寧長城汽車股份有限公司技術中心河北省汽車工程技術研究中心
鍛造與沖壓 2017年18期
文/樊燕朋,王奇,吳曉萌,齊康寧·長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心
淺談汽車覆蓋件模具快速維修方案
文/樊燕朋,王奇,吳曉萌,齊康寧·長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心

隨著國內冷沖壓自動化生產水平的日益提升,目前各大生產企業使用機械臂自動化生產代替傳統人工搬運;相互獨立式壓力機變為整體封閉式壓力機;每臺壓力機配合單個工作臺變為每臺壓力機配合兩個工作臺。在提升了安全、效率、品質的同時,沖壓模具的突發性異常成為了制約生產線體效率提升的瓶頸。例如在產模具出現異常,無法進行正常生產時,往往需要等待大量時間更換模具。這也就對模具出現異常后的快速維修提出了更高的要求。
自動化識別問題
現有冷沖壓工藝中,每序模具上裝有感應器(每序上安裝兩個,個別序可依據情況增加)及模具電器盒。在自動化生產過程中,通過PLC程序與壓力機聯接,模具感應器可識別模具內半成品狀態,電器盒可識別模具名稱,實現壓力機的ADC一鍵換模。但在實際生產中由于感應器存在多種問題,導致板料放到位后,設備無法正常檢測,造成設備反復停止。具體問題分類如下。
感應器問題
在生產過程中由于感應器高度超出模具型面,或感應器自身存在缺陷導致感應器自身損壞,如圖1所示。

圖1 感應器高度超出模具型面
檢測線路問題
模具與設備連接線路接線不良,導致設備無法識別模具或感應器無法正常工作。
檢測距離問題
感應器與被檢測工件距離較遠超出了感應器的檢測范圍,工件無法被識別,如圖2所示。
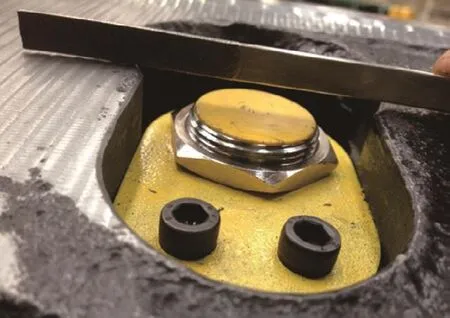
圖2 感應器與被檢測工件距離遠
感應器與線路不匹配
現使用的感應器型號有:Bi5-M18-AD4X-H1141/Bi5-M18-AP6X-H1141,分別對應不同型號的數據傳輸線路,如果匹配錯誤,信號無法正常傳輸,導致設備異常停止。
毛刺問題
毛刺是影響汽車覆蓋件品質的一個重要因素。沖壓件在生產時,產出毛刺的頻率較高,約占總問題數的80%左右。而毛刺產生的原因大概也有以下幾種(理論上除精沖或負間隙沖壓外,所有普通沖壓均有毛刺,此處所講非理論毛刺):修邊刃口崩口、修邊間隙不合理、壓料力不足、刃入量過深等。
刃口崩口
產生原因:間隙過小,由于模具在加工完畢出廠時,在數控加工時沖裁間隙保留的為“最小合理間隙”。模具長期在此狀態下生產受到較大剪切力后導致崩口(沖裁板料越厚,沖裁力越大),而現場實際生產中的間隙大約是板料厚度的70%,所以新模具在投入生產之前要進行間隙放大,提高模具刃口的使用壽命。
應對措施:在制件生產時修邊刃崩口(如圖3所示),首先查看崩口程度,如崩口程度小于制件厚度可臨時打磨降低刃口,將崩口部分磨掉。注意事項:打磨時要與周圍平緩過渡,避免出現高低落差(如落差較大,可能出現撕裂)。
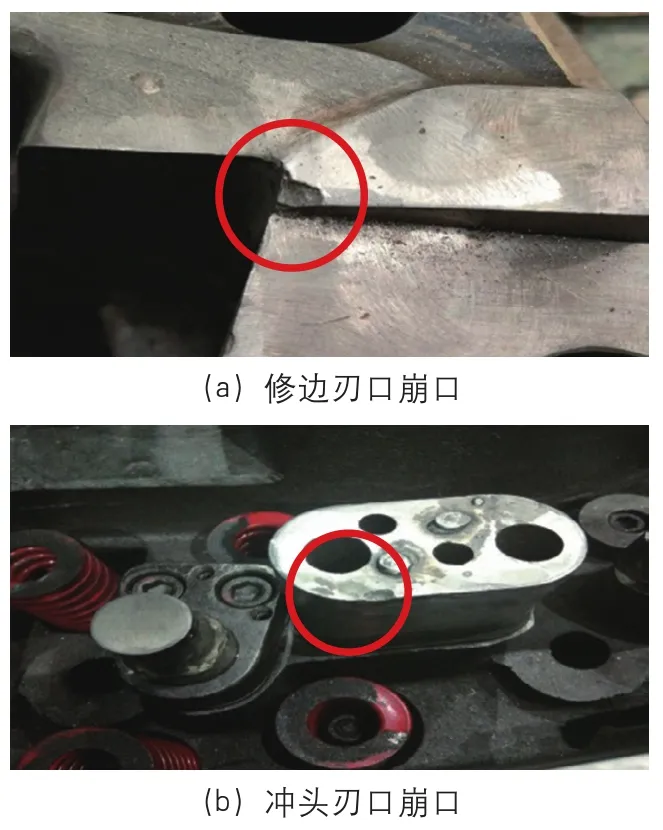
圖3 刃口崩口
壓料失效
板料在沖裁時分為三大階段,彈性變形、塑性變形、斷裂分離。因為壓料芯的壓料力不足會使板料在斷裂分離前(塑性變形)出現板料流動造成半成品輕微偏移,導致沖裁斷面,變形區域增加,出現毛刺。尤其在鈍角修邊、豎切時比較明顯。臨時解決方法,可在壓料芯壓料部分粘貼布基膠帶,每層膠帶厚度大約在0.1~0.2mm之間,增加毛刺部分的壓料力。注意事項:膠帶所粘貼的位置應不影響產品制件品質,如圖4所示。

圖4 壓料芯失效狀態
修邊間隙不合理
由于模具工藝結構要求導致在正常狀態下無法查看修邊刀的工作面狀態,需要將壓料芯拆下才可觀察,所以在工作側銷的設計上分成兩部分。工作側銷有兩個卡槽,前端卡槽是正常的工作部分,而后端的卡槽在壓料芯壓縮狀態下,配合壓料芯側面的“U”形槽可以將壓料芯鎖死,使壓料芯不再回程。此時修邊刀的工作部分就會露出,此方法大大減少了工作用時和維修時不必要的環節。
修邊間隙大:可用錘子敲擊刃口副面,使刃口工作面變形凸出,敲擊時應避免銳角刃口。再根據凸模調整間隙。注意事項:敲擊時用力均勻,不得傷及工作面,如圖5所示。

圖5 修邊間隙大
修邊間隙小:可用紅丹粉根據著色調整放大間隙。注意事項:放大間隙時,分批次完成,不可一次到位,防止間隙過大無法彌補,如圖6所示。

圖6 修邊間隙小
修邊廢料卡滯
沖壓生產中廢料占沖壓材料的30%~70%,沖壓廢料排出不暢是模具出現各類故障中較為常見的問題。一旦出現這種情況,輕則操作者費時費力清理廢料,重則:①廢料堆積,產生墊料,產品變形失效;②脹裂刃口。因此,廢料排出是否順暢對于提高生產效率,減輕勞動強度,確保產品質量和模具狀態有著重要的意義。
修邊廢料的處理
一般情況下,修邊廢料是指工序件周邊修邊線以外的部分。如果尺寸較小,形狀簡單且又在同一平面內,可以不設置廢料刀,此時修邊廢料為一整體,呈封閉狀,只需操作者拿開即可,較易處理。如果尺寸較大,形狀比較復雜或者由空間曲面組成,就需要設置廢料刀,廢料刀刃口線與修邊線的角度應為90°~120°,兩個相鄰的廢料刀刃口線是平行的或朝制件外側延伸。在一塊廢料中,不允許出現兩處以上的修邊轉角。如果由于制件的原因,出現了兩處以上的轉角時,可以在上模刃口鑲塊上設計小型凸包或廢料刀,以達到使這塊廢料產生局部變形或者局部切斷的目的。在廢料刀的位置布置上,應盡量考慮到修邊后每塊廢料靠其自重能順利滑出。對于無法自行滑出的廢料,可以設置廢料拉桿或彈性頂料銷,如圖7所示。

圖7 修邊后廢料卡滯
沖孔帶廢料的原因分析
沖孔帶廢料,高速沖壓的沖孔廢料回跳到凹模表面上來,會對沖壓件產生壓痕或引發疊片沖壓的碰刃口事故。造成沖孔廢料回跳的原因有:廢料受油膜粘連;與凸模端面產生真空吸附;凸模刃口磨損產生鈍口包裹;未退盡磁性凸模的磁性吸附等。
⑴油膜粘結。
為讓凸、凹模在高速沖壓過程中具有良好的潤滑性,減少凸、凹模與被沖壓材料因高速摩擦產生金屬粘連,常采取在沖模滑動部分以及被沖條料上涂加潤滑油的措施。潤滑油可以帶來很好的潤滑效果,但也會在凸模頂端和沖孔廢料間產生一種油膜粘附的作用,尤其對軟薄材料的沖裁加工,常會因油膜粘連而引起廢料回跳的現象,如圖8所示。

圖8 油膜粘連
對應措施:減小板料表面涂油量,或停機清理待沖裁件表面油污。
⑵真空吸附。
在沖壓軟質材料時,紫銅、鋁等材料在沖壓過程中產生擠壓塑性變形,常會使凸模頂端和廢料間擠壓成一個真空狀態,這種真空狀態具有一定的吸附力,將沖孔廢料帶出凹模表面,如圖9所示。

圖9 真空吸附
對應措施:改變凸模刃口端面造型,減小凸模端面與待沖裁件表面接觸面積,避免沖裁凸模端面與廢料接觸后與外界形成壓強差,造成真空吸附。
⑶凸模鈍化引發的廢料包裹。
當沖壓達到一定的沖次后,凸模刃口會產生鈍化現象,刃口不再鋒利,而變成一個很小的R圓角,沖裁廢料產生擠壓拉伸變形,廢料包裹刃口,廢料對凸模形成一種包裹夾緊力,廢料隨凸模被帶出凹模表面,如圖10所示。

圖10 凸模磨損、鈍化
對應措施:在保證凸模刃入量(可沖開制件)的前提下,打磨凸模端面,消除圓角使之變鋒利。
⑷磁性吸附。
沖裁凸模長期使用后,由于摩擦,凸模帶有很強的磁性吸附力,由于沒有進行反復退磁操作程序,當被沖裁對象是易磁性吸附材料時,就會因沖模上模的磁性吸附力帶出廢料,如圖11所示。

圖11 沖頭受磁吸附
對應措施:利用消磁器對帶磁沖頭進行消磁。
結束語
汽車行業沖壓自動化生產過程中,基于板料、模具、設備頻繁發生異常,相應的預防措施也多種多樣。本文通過對現場生產中的模具常見問題進行分析并查找原因,對問題的解決提供有效助力,大大提高了沖壓件的生產效率及品質。
反饋服務編碼6132
樊燕朋,模具保全組主管,助理工程師,主要從事冷沖壓模具的保養、維修、技術改進工作,針對哈弗H6、H2,長 城 C30、C50外板模具品質提升,生產效率提升運用防錯原理進行改善和優化,獲得公司級優秀改善個人稱號,多次獲得公司級“創意集結號”一等獎,帶領團隊獲得公司級“優秀改善班組”。
