淺析鋁合金沖壓生產質量問題
2017-10-11 09:23:55王飛飛皮勁朱威神龍汽車有限公司技術中心
鍛造與沖壓 2017年18期
關鍵詞:生產
文/王飛飛,皮勁,朱威·神龍汽車有限公司技術中心
淺析鋁合金沖壓生產質量問題
文/王飛飛,皮勁,朱威·神龍汽車有限公司技術中心

本文闡述了鋁合金在沖壓工業化過程中遇到的特殊質量問題,從材料特殊性、工藝性以及生產環境等因素分析了造成質量缺陷的原因,并進行了一系列的試驗工作,提出了相關的解決及預防措施,從而為后續鋁合金應用的深入提供一定的經驗總結。
隨著車身輕量化的發展及國家對汽車排放要求日益嚴格,各汽車生產廠商都在研究應用鋁合金代替鋼板生產汽車覆蓋件。神龍公司全新車型雪鐵龍C6及全新標致308應用了鋁合金生產發動機罩零件,由于鋁合金材料的特殊性,在批量生產過程中,也遇到不同的質量問題,給生產帶來極大的困難和挑戰。
鋁板Roping缺陷
由于鋁板的晶體結構和鋼板有較大差異,鋁板在軋制過程中,條狀晶界被進一步拉長,從而在板材表面形成帶狀條紋,如圖1所示。零件在沖壓成形過程中,板料產生塑性變形,垂直于軋制方向產生較大的屈服應變時,原來的條紋缺陷會進一步擴大,白車身油漆過后無法遮蓋。圖2為機罩外板零件表面產生的帶狀條紋缺陷。
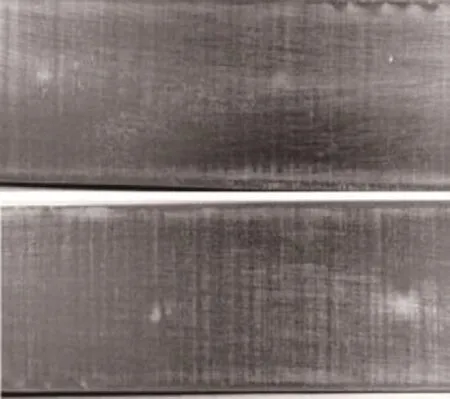
圖1 鋁板板材表面條紋
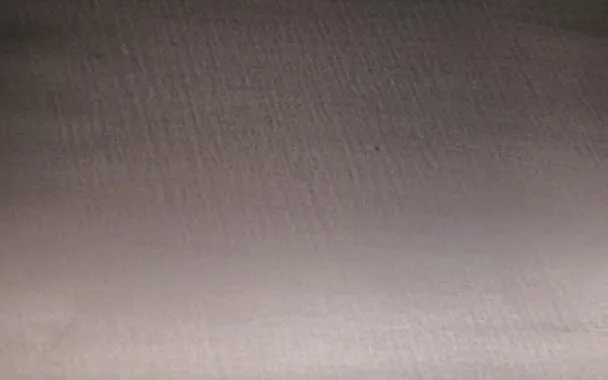
圖2 鋁機罩表面條紋缺陷
Roping條紋是鋁板型材的固有缺陷,通過對板料預應變試驗,將板材試樣,垂直軋制方向單向拉伸,微觀掃描檢查條紋波紋度,圖3為鋁板料預應變試驗圖,隨著應變的加大,波紋度越大,條紋缺陷越嚴重。當預應變達到10%時,板料經過拉深之后的表面條紋已比較明顯。這樣的原型材經過模具拉延,內部產生的復雜應變引起的缺陷比試樣單向拉伸產生的缺陷要嚴重。
通過試驗,正常模具參數及工藝條件下,垂直于軋制方向的應變達到4.7%(圖4),零件表面的條紋缺陷比較清晰。試驗通過調整壓力及涂潤滑油的方式,增加兩側的流料,從而減小垂直軋制方向的應變,應變減小到2.5%左右。圖5為增大板料流入后零件表面應變,沖壓單件做油漆之后,缺陷基本可被油漆遮蓋。
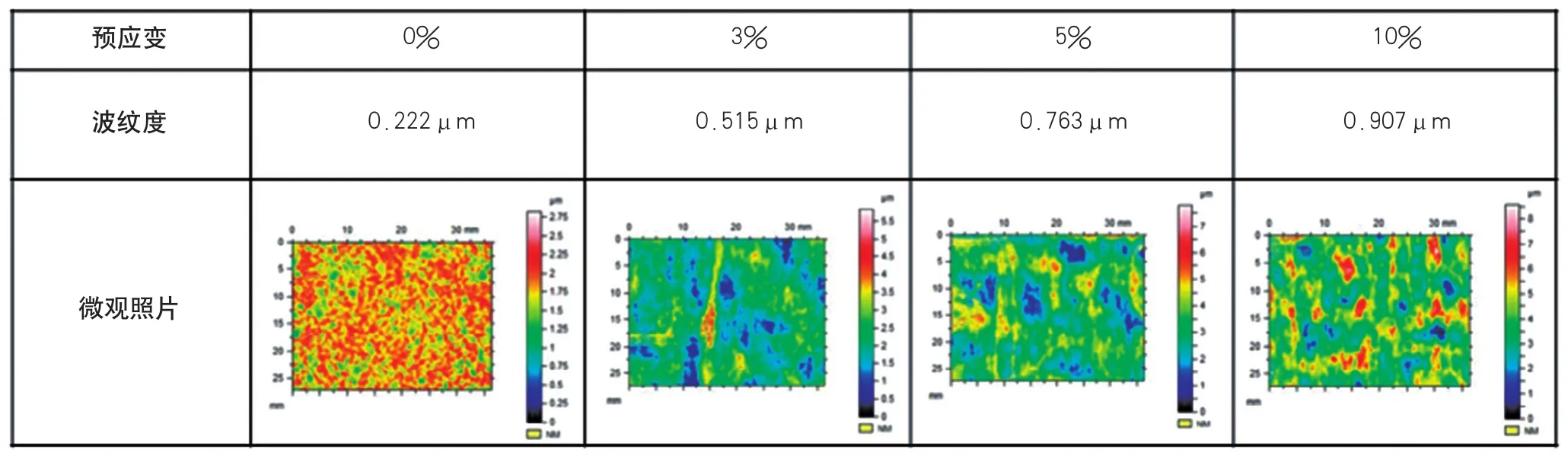
圖3 鋁板料預應變試驗
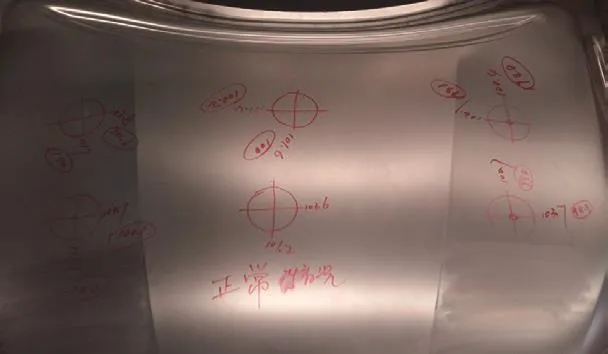
圖4 正常參數下零件表面應變
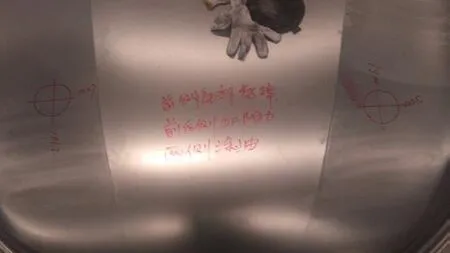
圖5 增大板料流入后零件表面應變
Roping是鋁板特有的缺陷,無法完全消除,在前期設計CAE分析成形過程中,在滿足零件剛性的要求時,盡量減小垂直軋制方向的應變,尤其是零件表面反成形區域,最好控制在3%以內,此還有待后續車型驗證。
鋁板生產不穩定
鋁板斷裂延伸率低,只有鋼板的1/3,發生縮頸后馬上開裂。且鋁板厚向異性系數R值較低,只有鋼板的1/2不到,鋁板抗變薄能力差,表面易產生波紋,生產過程中不穩定,板料、設備、模具等參數的波動對生產影響比較大。
雪鐵龍C6鋁機罩內板使用鋁板5系材料5182O生產過程中,成形開裂和起皺同時出現,圖6為鋁機罩內板包邊面波紋變形圖,圖7為鋁機罩內板開裂圖。模具對板料的性能波動的包容性弱。

圖6 鋁機罩內板包邊面波紋變形圖

圖7 鋁機罩內板開裂圖
在模具及設備參數沒有任何波動的情況下,每批次零件生產狀態差異大。現場對每次調試生產板料取試樣檢測,通過對每批次板料機械性能的主要參數的對比,波動都在標準范圍之內,如表1所示。
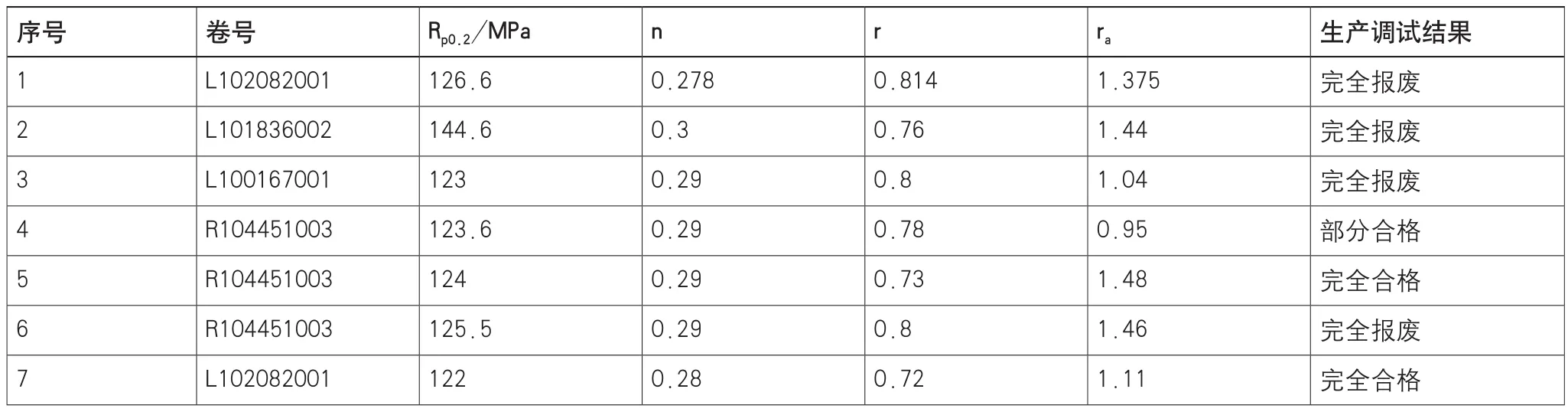
表1 板料機械性能對比
在機械性能波動都在正常范圍時,調試結果完全不一致。說明前期關注的方向出現偏差,通過試驗發現板料自身油量的變化對成形結果影響較大,前期分析過程忽視了板料自身油量的變化。通過對比不同批次板料的油量,表面油量都接近標準下限。在對板料重新涂油之后,零件自身的開裂情況好轉很多。
現場除了需要關注油量的穩定性之外,同時對模具也做相應更改。工藝模面如圖8所示,通過分析,1位置外側拉延筋斷開,在板料流動速度不一致,零件包邊面產生波紋,同時2位置發生開裂。現場無法通過調整壓力來同時解決起皺和開裂的問題。
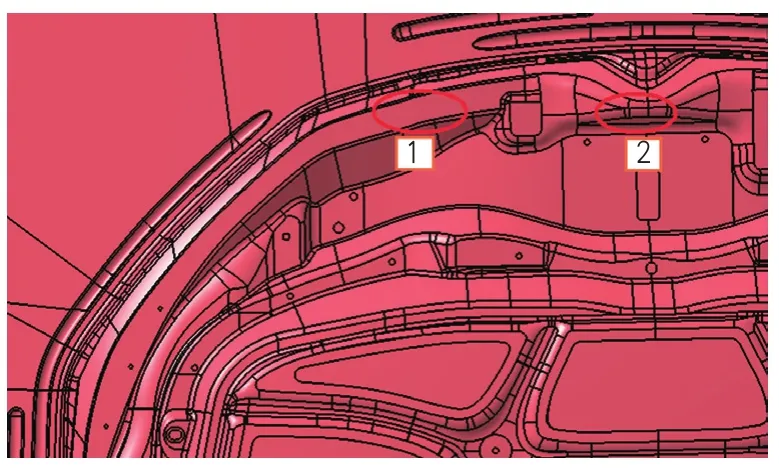
圖8 工藝模面
當將1位置外側拉延筋連上時(圖9),可以通過調整拉延筋的阻力,控制板料流動,改善1位置的波紋,同時降低整體壓料壓力,從而解決2位置處的開裂。當生產壓力降低時,也降低了內板中間部位成形的風險。增加了模具的生產裕度。
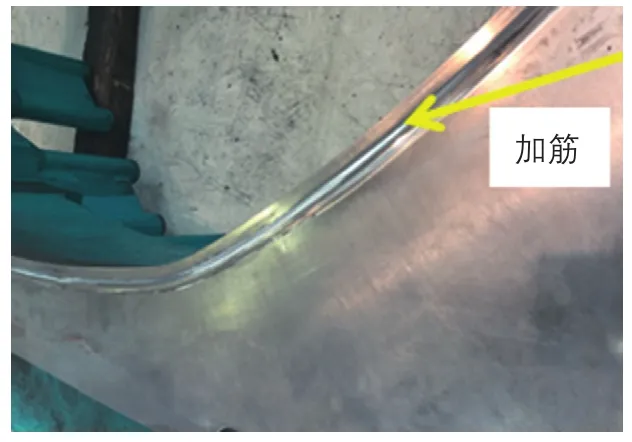
圖9 壓料圈加筋
所以當模具對板料比較敏感時,需要調整模具的狀態,改善模具自身的包容性,同時要為后期模具預留整改備案。
鋁板表面凸包缺陷
全新標致308鋁機罩在批量生產過程中,表面質量缺陷造成返修一度達到60%以上,現場模具反復清潔造成模具停機,生產效率極低,給沖壓生產帶來很大的困難。
問題分析
通過現場模具清理發現:零件表面的凸包、凹坑主要來自拉延工序和翻邊工序。拉延工序通常會擦出異物留在模具表面,具體有塑料薄膜(圖10)、金屬顆粒(圖11)、臟污等,其中塑料薄膜及金屬顆粒為主要問題。翻邊工序模具表面往往是鋁屑。
拉延異物原因分析
鋁板對包裝要求較高,通常包裝有三層薄膜,最里面一層防銹膜,中間一層防水膜,外面還有一層纏繞膜。模具表面發現薄膜碎屑的主要原因有兩點:第一,由于薄膜纏繞緊,生產線頭拆包過程中,切割薄膜產生的細小碎屑。第二,鋁板供應商直接提供型材,打包完成后通過汽車運輸到庫房,長途運輸過程中,難免發生板料竄動從而導致板料與定位銷碰撞,進而導致鋁板薄膜鑲嵌到板料中。神龍公司目前采用氣動分張鋁板的結構形式,在拆垛分張過程中,氣刀吹氣時很容易將薄膜吹到板料上,在拉延過程中產生質量缺陷。
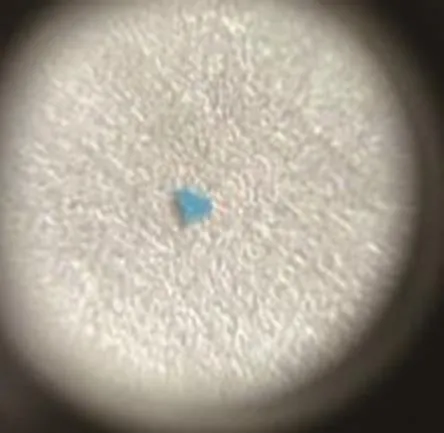
圖10 細小薄膜

圖11 金屬顆粒
通過對板料表面細小顆粒做EDS能譜分析,確定存在板料上金屬顆粒是鋁粉。可以判斷在供應商處卷料切割成型材過程中,切割斷面產生的鋁粉沒有完全清理干凈,在氣刀分張過程中,被吹到板料表面。
值得注意的是,由于鋁板較軟,即使很細小的鋁粉碎屑都可造成零件產生缺陷。現場試驗發現,在零件反成形區域,即使模具閉合高度抬高2mm,零件表面依然會產生缺陷,說明在成形過程中缺陷就已經產生。
針對拉延過程中的問題,在鋁板生產之前的準備過程中要注意如下問題:
⑴模具清潔。模具表面通常會打一些排氣孔,模具調試或者生產過程中的異物有些會散落到氣孔之中,所以在生產之前對模具表面以及排氣孔做清潔工作是十分必要的(圖12)。

圖12 模具清潔
⑵對中臺清潔(圖13)。目前神龍公司一廠沖壓線是鋼鋁共用重力對中,鋼板生產過程掉落的鋅粉等異物可能散落在拆垛臺上,對鋁板沖壓生產造成隱患。

圖13 對中臺清潔
⑶拆包方式變更。原始刀割拆包容易產生小的塑料薄膜,需要按照初始包裝的順序分序打開薄膜,并且避免在拆包過程中板料劃傷薄膜。
⑷板料清潔。只要存在切割,就有鋁粉存在的風險,所以需要對切割端面再次清理,可以用抹布擦拭或者吸塵器清理板料端面。
翻邊工序模具上的鋁粉主要是由于前工序修邊產生的鋁粉在翻邊過程中,通過上模翻邊刀塊帶到模具表面。檢查修邊工序零件時,發現切割斷面已產生毛刺。正常的切割端面如圖14所示,切口光亮帶及撕裂帶均勻分布。但是對于產生切屑的切割端面(圖15),光亮帶很小,撕裂很不均勻。用塞尺檢查刀口間隙局部最大已達到0.3mm。鋁板沖裁間隙一般要求為料厚的10%,對于1mm厚的鋁板,沖裁間隙也不得大于0.1mm。由于間隙過大,零件斷面光亮帶減小,板料撕裂過程中容易產生鋁屑,粘連在板料斷面上,從而帶到翻邊序上。

圖14 正常切割端面

圖15 產生切屑的切割端面
對于沖裁鋁粉對零件外觀的影響,通常需要注意如下問題:
⑴模具維護時,除了刀口清潔之外,還要檢查刀口間隙及垂直度,拋光刃口。
⑵模具設計時,上模壓料板型面盡量減小,除了必要的壓料區域外,其余部位避免與零件接觸,減小壓到鋁屑的概率。
⑶外觀要求較高的零件,避免廢料刀設計,廢料刀部位的板料撕裂往往比其余部位更大,產生廢屑也比較多。
⑷鑲塊需要鍍層處理,減小鋁粉對鑲塊的粘連,減小模具上行刀塊將鋁屑帶到零件或者模具表面的幾率。
結束語
隨著汽車行業的競爭愈發激烈,各公司對生產成本控制要求愈來愈高,對生產效率及績效要求也不斷提升。鋁件生產過程中的一些特殊問題,需要在前期工藝分析以及現場生產準備過程中投入更多的精力去分析。隨著車身上鋁件應用范圍的擴大以及生產經驗的積累,鋁板沖壓生產的質量問題將會得到更多的改善和進步。
王飛飛,工程師,主要從事沖壓工藝同步開發及工藝設計。參與多個鋁件項目工藝開發,申報2項專利,1項東風核心專有技術。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
