板坯連鑄中間包快換控制分析與實踐
2017-10-10 02:26:19袁世堂王中岐劉海強王新志
河南冶金 2017年4期
關鍵詞:生產
袁世堂 王中岐 劉海強 王新志
(安陽鋼鐵股份有限公司)
板坯連鑄中間包快換控制分析與實踐
袁世堂 王中岐 劉海強 王新志
(安陽鋼鐵股份有限公司)
結合生產實踐,針對板坯鑄機中間包快換技術的應用進行了分析,分析認為其關鍵影響因素主要有:生產節奏、鋼水溫度、快換時機與時間的控制、操作控制以及關鍵工具的準備;通過實踐表明,采用中間包快換技術可以有效提高連鑄的作業率、臺時產能、鋼水收得率等經濟指標,同時可進一步降低連鑄開澆用輔助材料的消耗成本。
板坯連鑄 中間包 快換分析 實踐
AbstractThe present paper analyzes the application of the rapid change technology of the tundish in slab continuous casting. The key factors are as follows: production rhythm, temperature of molten steel, control of timing and time, operation control and preparation of key tools. The practice shows that the technology of the tundish quick change can effectively improve the economic index such as the casting rate, the production capacity of the continuous casting, the rate of steel recovery and so on, and can further reduce the consumption cost of casting auxiliary material for continuous casting.
KEYWORDSslab continuous casting tundish rapid change analysis practice
0 前言
中間包快換技術能夠有效地提高連鑄機作業率和產能、降低生產成本,因而在連鑄生產中得到推廣應用[1-3]。但該技術在生產應用過程存在一定的事故風險,常常因快換操作控制不當而造成漏鋼、臥坯等惡性生產事故.針對某廠雙流板坯連鑄機中間包快換技術生產應用實踐中存在的問題,從裝備特點、節奏匹配、工藝適應性、操作控制等方面進行了分析,提出了應對措施,保證了連鑄中間包快換順利實施。
1 鑄機主要工藝參數及裝備特點
現有2臺常規雙流板坯連鑄機,主要向1 780 mm熱連軋機組提供坯料。鑄機主要工藝參數及裝備特點見表1。
2 關鍵影響因素分析
關鍵影響因素主要有生產節奏的匹配性、鋼水溫度的合理性、快換時機的精準性、快換時間的可控性[4]、快換操作的熟練性、耐材烘烤以及各類工器具的準備等。
2.1 中包快換原理
隨著生產裝備及自動化技術的不斷進步,中間包快換目前國內技術發展比較迅速。各廠根據自身不同的裝備技術條件設計適合本廠的快換技術操作參數;其基本原理即:利用中間包鋼水容量及優化澆注速度來緩沖中間包準備和更換時間,在保證連續生產的基本條件和限制下,進行中間包的快速更換,以實現澆注的連續性,保證中間包的澆注安全,提高整體的生產效率,降低綜合生產成本。
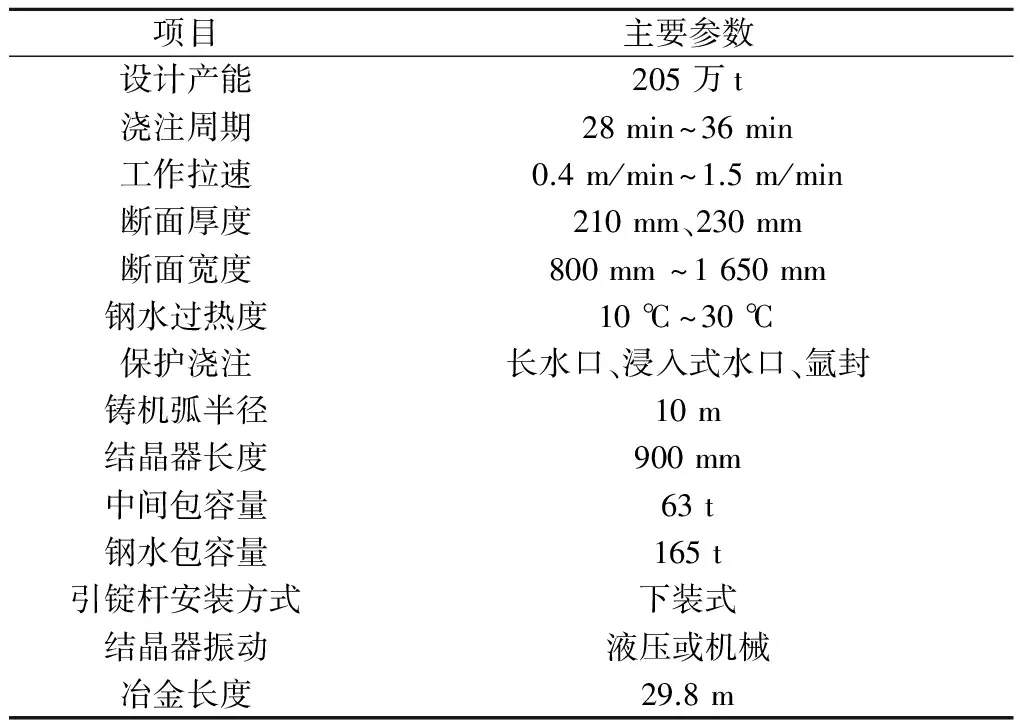
表1 連鑄機的主要工藝參數及裝備特點
2.2 生產節奏
中間包快換首先需要考慮合理的生產節奏,避免第一包鋼水出現長時間等待現象,鋼包自坐入鋼包回轉臺后至鋼包開澆應控制在15 min以內,盡力控制鋼水因長時間等待造成的溫降幅度大和不自開的風險。分析主要影響因素及應對措施見表2。

表2 生產節奏主要影響因素及應對措施
2.3 鋼水溫度
鋼水溫度控制主要指中間包快換時舊的中間包內的鋼水溫度和新換上的中間包內的鋼水溫度,這主要取決于新舊兩個中間包所對應的鋼包內的鋼水溫度、快換中間包耐材的烘烤質量。溫度控制偏低在快換時易出現"墊棒"、結冷鋼,影響中間包開澆;溫度過高,不利于中間包開澆后的起步操作。快換第一包中間包溫度可按鋼種過熱度中上限控制,按20 ℃~30 ℃控制為宜,但需要充分考慮快換中間包第一包耐材蓄熱所造成的鋼水溫降;同時舊的中間包過熱度控制也應按中上限控制,避免舊的中間包澆余過多。
分析主要影響因素及應對措施見表3。

表3 鋼水溫度主要影響因素及應對措施
2.4 快換時機與快換時間
中間包快換時機把握和快換時間的合理控制是保證中間包快換成功的關鍵。主要關注重點應為舊的中間包的停澆時機、新舊中間包的更換時間、新中間包的合理的開澆時機以及舊的中間包停澆至新的中間包開澆時間區間的科學控制。涉及到的兩組關鍵影響因素為新舊兩個中間包內的鋼水重量(中間包液位)和過熱度ΔT,針對不同的鑄機斷面、中間包容量及類型,各廠的界面管理有所區別,但基本控制原理是一致的。常規雙流板坯鑄機某澆次快換過程兩組參數的變化曲線如圖1所示。
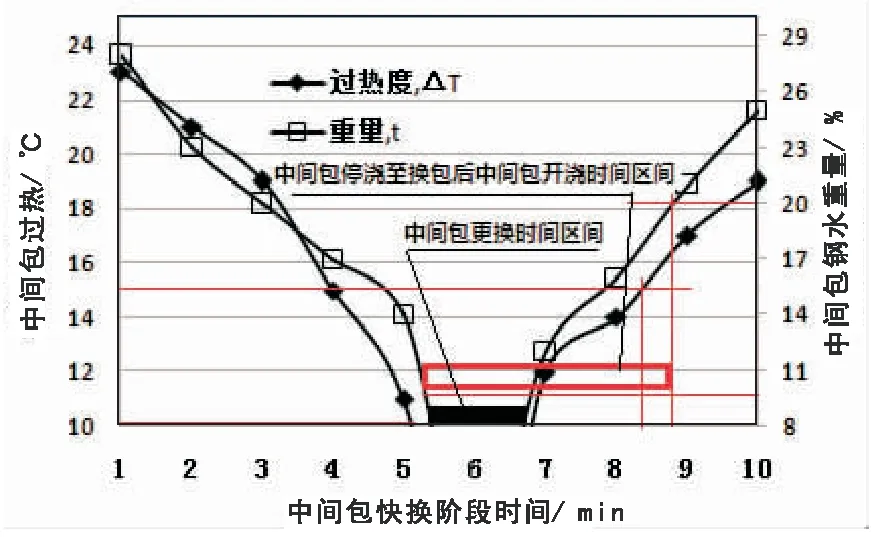
圖1 中間包快換時機及時間控制圖
(1)中間包液位控制:正常情況下,舊的中間包停澆和新的中間包開澆時都應保證一個合理中間包液位區間,以避免中間包鋼水卷渣進入結晶器內。實踐認為中間包液位低于200 mm后,在拉速大于0.8 m/min時存在較大的卷渣風險,對應安鋼的板坯鑄機而言也就是中間包內的鋼水重量低于10 t時應采取降速措施,做好隨即停澆準備;同時新換上的中間包中間包液位最好不低于300 mm(對應鋼水量15 t左右),避開中間包卷渣液位,保證中間包的蓄熱和鋼中夾雜物的上浮,避免開澆時出現結冷鋼和 "鎖棒"現象。需要說明的是不同鋼廠的中間包容量、形狀、水口直徑等存在差別,具體的控制參數可能略有不同,但考慮的因素應是一致的。
(2)中間包溫度控制:舊的中間包鋼水過熱度低于10 ℃時,應做好隨時換包準備;同時新換中間包鋼水過熱度大于15 ℃時開澆為宜。
(3)中間包更換時間控制:中間包快換前5 min,各項準備工作、人員應全部就緒,快換時要求:快、準、穩,時間應盡可能的快,中間包更換時間區間控制在3 min以內為宜。
(4)舊的中間包停澆至新的中間包開澆時間區間:在各項技術條件都滿足的前提下,該時間區間控制非常重要,實踐證明該時間區間控制在5 min以內為宜,最大不宜超過7 min,主要原因在于鑄機停機時間過長,出現“凍坯”現象,易損壞扇形段等關鍵設備。
2.5 快換操作
中間包快換應建立操作流程圖,確保操作過程快速、準確、穩定,中間包快換操作流程如圖2所示。
快換操作應注意以下幾點:
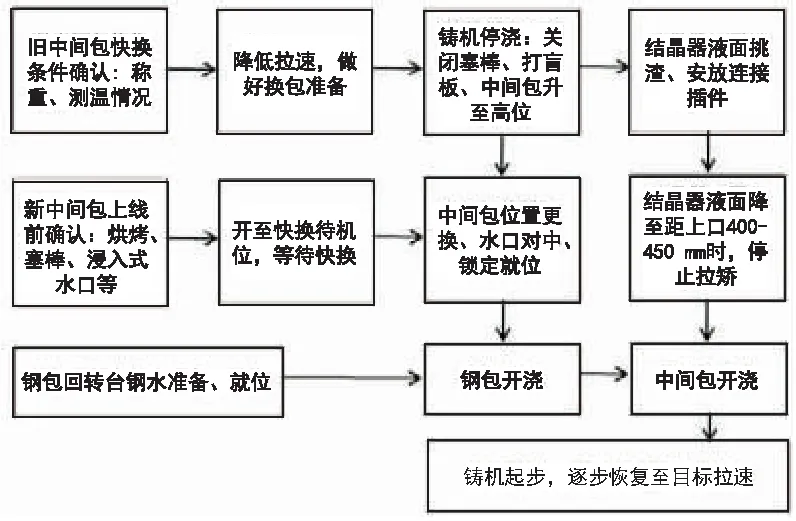
圖2中間包快換操作流程示意圖
(1)連接插件的準備與使用:連接插件可有效提高快換交接坯連接可靠性,防止接頭拉斷、拉漏事故。連接插件形狀應規則,過大過小均不好,方便安放和固定;使用前應充分烘烤,避免因潮濕發生結晶器鋼水迸濺事故,同時保證鋼水流動順暢,防止窄面鋼水補充不足掛鋼;放置時應保證對中,避免連鑄起步時劃傷結晶器和刮碰水口。
(2)拉速與冷卻控制:在中間包快換前,拉速降幅不宜太大,避免結晶器內鋼水溫度下降過快,增加拉坯阻力;同時需要注意降速帶來的鑄坯表面回溫,一般先慢后快,無自動配水時需要視情況手動調整水量,避免局部回溫不均勻造成板坯輥間鼓肚;同時要確保扇形段不能漏水,防止鑄坯局部過冷后強度過高,導致拉不動。快換后提速過程,一般需要視中間包鋼水溫度而定,中間包溫度高采用慢速提升,中間包溫度低可適度快速提升,但前提是快換連接接頭焊合牢固,保證澆鋼安全。
(3)結晶器開澆液位及開澆鋼流控制:開澆液位有兩種控制方式,高液位插入式開澆,適合單機單流,目前安鋼雙流板坯采用低液位開澆。開澆前結晶器液位不宜太高,防止噴濺嚴重掛鋼,一般距結晶器上口400 mm~450 mm的位置,保證連接件上沿距浸入式水口下端有100 mm~150 mm的間隙;同時開澆鋼流控制非常重要,其主要任務是保證連接接頭的焊接質量,可選擇大流開澆,先快速熔化前期的凝固坯殼,保證焊合連接接頭,防止接頭漏鋼。
(4)其他細節:如結晶器內渣條的去除、各專業生產、介質、設備條件的確認,每個細節控制管理都非常重要。
3 應用效果
目前該生產實踐主要在Q235B和Q345低合金等普通鋼種上進行了連續嘗試和試驗,取得了較好的應用效果。截至目前已連續試驗了60多個澆次,每個澆次可實現2次~4次中包快換,成功率達到98.33%,只有一次因設備突發故障出現快換后鑄坯"拉不動"現象。連澆爐次由最初的12爐~20爐,提高到38爐~61爐,整體生產效率大幅提高。
連澆率、鑄機平均臺時產量、鑄坯綜合合格率、質量損失、材料消耗等各項指標得到了明顯改善,具體情況見表4。
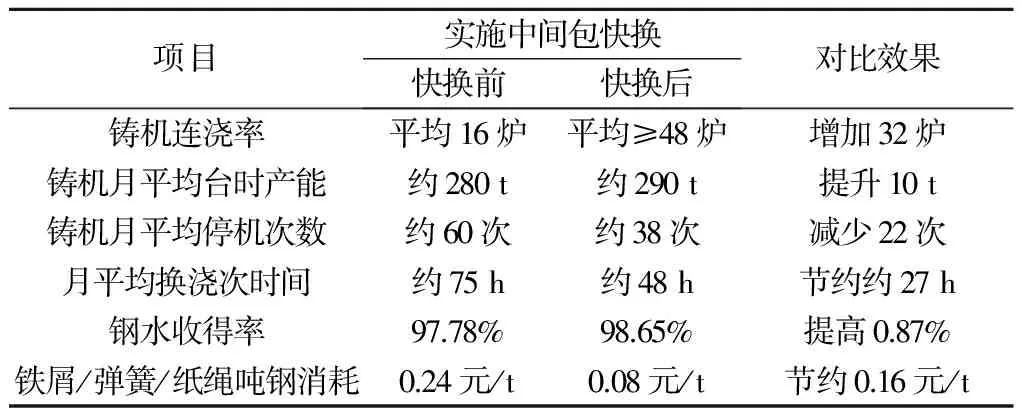
表4 中間包快換實施效果對比
4 結語
⑴板坯鑄機中間包快換關鍵影響因素有生產節奏、鋼水溫度、快換時機與時間的控制、操作控制以及各類工器具的準備。
⑵采用中間包快換技術可以有效提高連鑄的作業率、臺時產能量、鋼水收得率等經濟指標,利于企業節能降耗。
[1] 劉建偉,李殿明,薛燕,等. 實現中間包快換的生產實踐[J].山東冶金,2005,(27) 6:60-61.
[2] 張俊偉.連鑄中間包快換技術[J].山西冶金,2007(5):39-40.
[3] 周文奎.板坯連鑄中間包快換工藝實踐[J].天津冶金,2009(3):9-11.
[4] 趙登報,孫風曉,王玉民,等.提高中間包快換成功率的生產實踐[J].連鑄,2007(1):17-18.
ANALYSISANDPRACTICEONTUNDISHRAPIDCHANGECONTROLINSLABCONTINUOUSCASTING
Yuan Shitang Wang Zhongqi Liu Haiqiang Wang Xinzhi
(Anyang Iron and Steel Stock Co., Ltd)
2017—4—20
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16