一種高精度盤類零件工藝分析與應用
2017-09-30 00:53:40中車永濟電機有限公司魏潤芬
智能制造 2017年6期
關鍵詞:工藝
中車永濟電機有限公司 魏潤芬
一種高精度盤類零件工藝分析與應用
中車永濟電機有限公司 魏潤芬
當盤類零件有多個高精度的位置公差時,傳統的加工工藝方法很難保證其精度要求。本文介紹一種新的盤類零件加工工藝。
一、引言
我公司主要是為高速動車組和風電等產品配套各類電機,為了滿足用戶的需求,電機產品質量要求在不斷提升,產品設計圖紙對工藝提出了更高的要求。
圖1 是某種高速動車組電機的盤類零件,其中共有四處標記了位置公差分別為垂直度0.02mm,面跳動0.02mm,平行度0.03mm,同軸度0.05mm(本文只介紹如何保證高精度的位置公差)。該零件精度高、位置公差多,所以加工難度大。
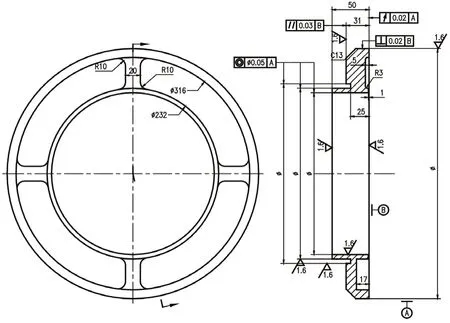
圖1
傳統的盤類零件的加工,主要采用數控車設備來完成。精加工工藝為三爪撐內孔裝夾加工端面、外圓和環型槽,調頭三爪裝夾外圓加工內孔與各個外形尺寸。使用這種加工方法可以生產出滿足位置公差要求大于0.05mm的零件。
從今年9月1日起,無論是小汽車、貨車還是中型客車,都將在全國范圍內實行“通檢”!申請人無需辦理委托檢驗手續。
二、工藝分析
1.傳統工藝
按照改進后的加工工藝流程,以四個扇形腰槽為裝夾基準面,一次精加工完所有的位置公差尺寸,但還會遇到傳統夾具和刀具無法滿足改進后工藝方案的問題,因此需要對夾具和刀具進行簡單的改進。
快代謝組牙齦出血/咯血1例,無皮膚出血及腦出血;中代謝組皮膚出血1例,無牙齦出血/咯血及腦出血;慢代謝組無出血事件發生。3組間牙齦出血/咯血、皮膚出血、腦出血事件的比較均無顯著性差異。
因為將扇形環形槽部位調整為裝夾基準面,普通夾具會有干涉,無法滿足裝夾要求,需要對原有夾具進行改進。對夾具裝夾部位(圖3)進行改進,保證夾具與環形槽根部有讓位的空間,使其能完全貼緊。
此加工工藝過程存在二次裝夾,調頭加工二次裝夾后,基準不能完全重合,受人為因素影響較多,存在不能消除的誤差,是造成零件位置公差超差的主要原因。
調整后的工藝主要區別在于將四個扇形槽型調整在精加工前,目的是利用四個扇形槽型作為精加工的裝夾面。
2.改進工藝
為保證產品的位置公差,必須對所有的位置公差面一次裝夾完成精加工,避免二次裝夾誤差。通過對產品結構工藝分析,可將工藝步驟調整為:普通車床:粗車全型留2mm余量;數控車:加工基準B和內孔留0.5mm余量(圖2),環形槽車削達圖(圖2);立式加工中心:以內孔為基準,加工四個扇形腰槽達圖(圖2);數控車:以四個扇形腰槽為裝夾基準面,車削基準A面、倒角臺階、槽、鏜內孔和基準B面。
(二)預算績效運行內部控制。預算績效運行監控是預算績效管理中的一個重要環節,在預算執行過程中,預算單位應對資金運行狀況和績效目標預期實現程度開展績效運行監控,建立預算績效執行跟蹤制度,動態掌握預算執行和績效目標實現情況,定期采集績效運行信息并匯總分析,掌握績效目標進展、資金支出進度、項目實施情況,及時發現部門經濟活動的風險,實現定期風險評估。當績效運行情況與預期績效目標發生偏離時,應及時采取措施予以糾正(具體流程如圖4)。因政策變化、突發事件等因素影響績效目標實現,需調整績效目標時,應按規定程序重新設定目標并報批。
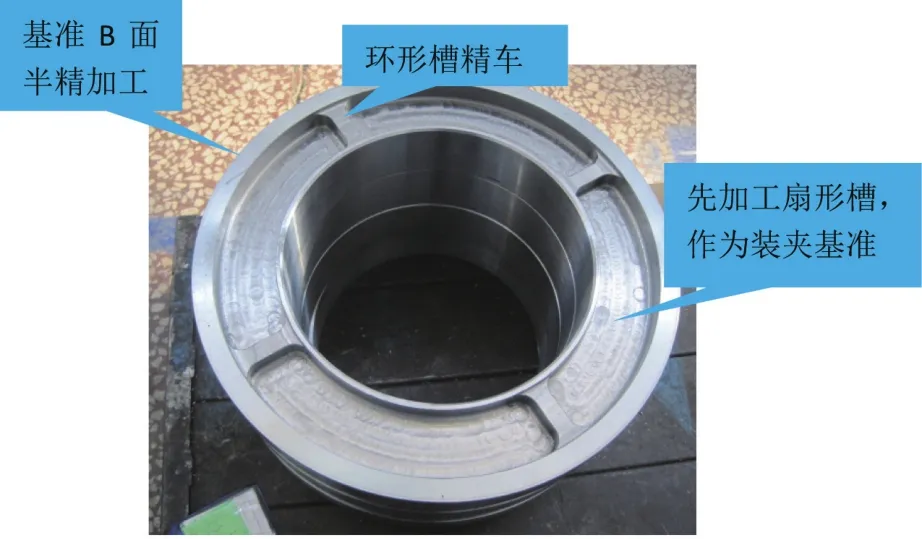
圖2
三、工藝應用
現有的加工工藝流程為:普通車床粗車全型留2mm余量;用數控車床精車全型。第一次裝夾:撐內孔裝夾車外圓、平大端面和環形槽;第二次裝夾:調頭夾外圓裝夾車臺階、車槽、鏜孔和倒角。立式加工中心加工四個扇形腰槽。
1.改進夾具
上世紀八十年代中期,鄭君任政府部門的處長,我在上海財經大學工作,由課題研究我們相識了,他是課題委托方,我是課題承接方。在相處的十多年里我們合作完成了多項重大課題。

圖3
2.改進刀具
現有的標準刀具只能加工完成基準B面以外的端面(如圖4所示),而基準B面超過了標準刀具的加工范圍。
利用現有的標準刀具進行改進(圖5),擴大刀具加工范圍。使用改進后的刀具可以避讓開零件,使基準B面(圖6)可以與其它面一次裝夾后加工完成。
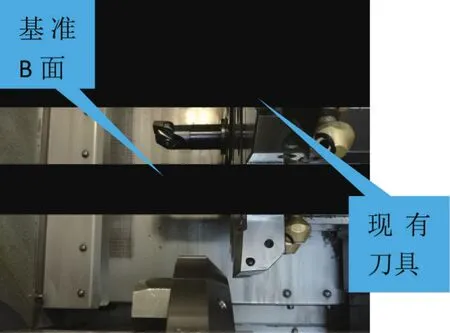
圖4
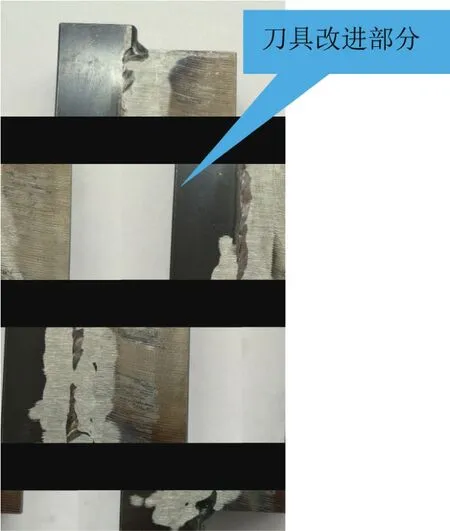
圖5
四、工藝驗證
按照改進后的加工工藝步驟,使用改進后的夾具和刀具進行車削加工。驗證后得到此盤類零件(圖7)的一次交驗合格率達到100%。

圖7
五、結語
本文通過對高速動車組電機某盤類零件的加工工藝分析、應用和驗證,得到了一種高精度盤類零件新的加工工藝,滿足了位置公差加工要求。這種新的加工工藝具有工裝夾具設計制造簡單、刀具改進方便,投資少,產前準備周期短,見效快等特點,能很好的滿足盤類和類似零件的加工要求。
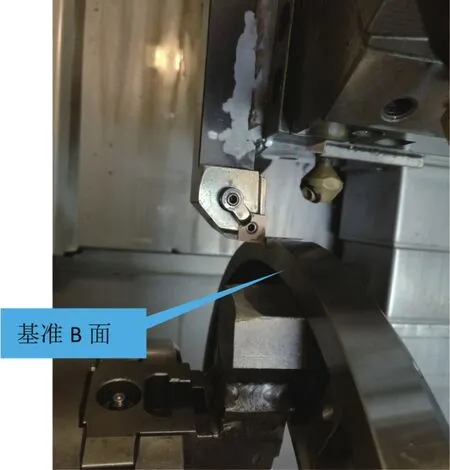
圖6
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
