補焊次數對S355J2W+N低合金鋼T型接頭疲勞性能和組織的影響
2017-09-29 02:36:03傅利斌許鴻吉董強楊鑫華
大連交通大學學報 2017年5期
傅利斌,許鴻吉,董強,楊鑫華
(大連交通大學 材料科學與工程學院, 遼寧 大連 116028)*
補焊次數對S355J2W+N低合金鋼T型接頭疲勞性能和組織的影響
傅利斌,許鴻吉,董強,楊鑫華
(大連交通大學 材料科學與工程學院, 遼寧 大連 116028)*
針對鐵路客車焊接轉向架的T型焊接接頭,通過對未補焊接頭、以及補焊一次、兩次、三次、四次的焊接接頭進行試驗,總結出補焊次數對焊接轉向架T型接頭疲勞性能和顯微組織的影響,為鐵路客車轉向架的工藝制定和可靠性提供了技術理論與實踐數據支持.試驗結果表明:一次、二次補焊對S355J2W+N低合金鋼T型接頭疲勞強度影響不大,而三次及以上補焊次數會稍微降低S355J2W+N低合金鋼T型接頭疲勞強度,不同補焊次數對顯微組織無明顯影響.
S355J2W+N低合金鋼;補焊次數;疲勞性能
0 引言
S355J2W+N低合金鋼作為鐵路機車轉向架的常用材料,其焊接接頭的力學性能直接決定著鐵路運營的安全和運輸效率,所以,在焊接生產制造過程中的質量控制具有十分重要的意義的.
鐵路客車轉向架構架大多采用焊接結構,由于焊接過程中的各種原因導致接頭部位會產生不同程度、不同類型的焊接缺陷(如成形不良、氣孔、夾渣、未焊透、裂紋等),當在焊縫中出現焊縫局部缺陷時,為減少損失,通常采用局部去除焊接缺陷再補焊進行修復[2- 3].補焊是一種低成本制造技術,在一些標準和技術規范中,同一部位的返修次數不宜超過2次,但在實際的生產過程中經常會遇到需要對接頭進行多次補焊的情況,由于接頭在補焊過程中會受到多次焊接熱循環的影響,可能造成熱影響區的組織硬化和晶粒粗大,增加接頭的冷裂傾向,降低接頭的性能,所以多次補焊接頭疲勞性能是否滿足設計使用要求,關系到我國鐵路機車、尤其高鐵、城軌的發展,是實際生產中急需解決的問題[4- 5].
1 試驗材料及試驗方法
1.1 試驗材料
試驗材料為板厚12.0 mm的S355J2W+N低合金鋼,熱軋狀態供貨;采用MAG焊對試板進行施焊,焊接材料選用直徑為φ1.2 mm的ER50- 6實芯焊絲,選用80%Ar+20%CO2作為保護氣體,試驗材料的化學成分和力學性能分別見表1和表2.
表1 試驗材料化學成分 %
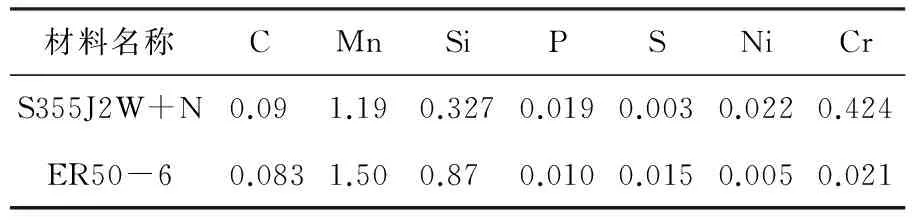
材料名稱CMnSiPSNiCrS355J2W+N0.091.190.3270.0190.0030.0220.424ER50-60.0831.500.870.0100.0150.0050.021
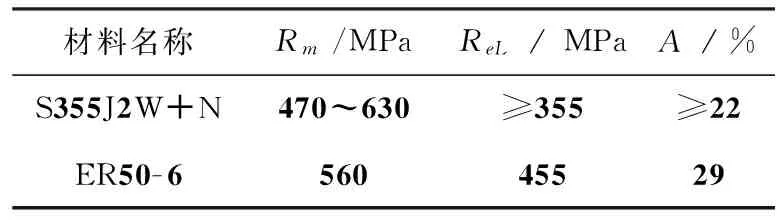
表2 試驗材料力學性能
1.2 試驗方法
對S355J2W+N低合金鋼進行雙面焊T型接頭焊接,分別進行不補焊、一次補焊、二次補焊、三次補焊和四次補焊的角接工藝試驗,補焊時采用機械加工的方法將距熔合線留1 mm的余量的原有的焊縫去除掉, T型角接焊接工藝參數見表3,角接工藝試驗試件焊接后均進行了外觀檢測和滲透檢測.
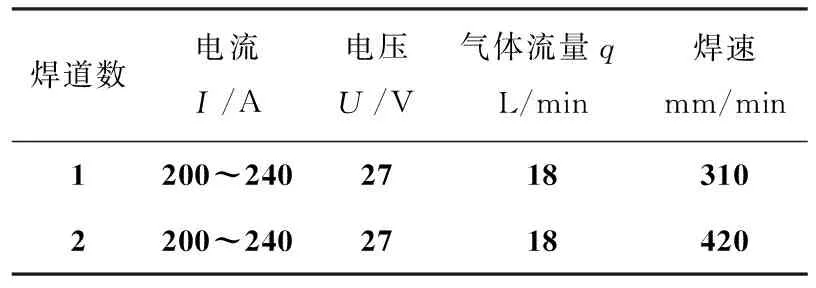
表3 焊接工藝參數
焊后參照GB/T13816-92《焊接接頭脈動拉伸疲勞試驗方法》分別對未補焊、以及一次、兩次、三次、四次補焊的S355J2W+N低合金鋼T型接頭進行疲勞試驗研究.疲勞試件尺寸如圖1所示.金相組織分析采用BM- 41數碼金相顯微鏡觀察焊接接頭的母材區、焊縫區及熔合區的顯微組織,金相腐蝕液為4%硝酸酒精溶液.

圖1 疲勞試樣形狀和尺寸
2 試驗結果及分析
2.1 疲勞試驗結果接分析
疲勞斷裂試件上產生疲勞裂紋的位置及宏觀形貌如圖2所示,可看出通過升降法來確定在指定壽命為 5×106次循環下的未補焊、以及一次、兩次、三次、四次補焊的S355J2W+N低合金鋼T型接頭的中值疲勞極限,所有疲勞斷裂試件斷裂位置均處于焊趾處.
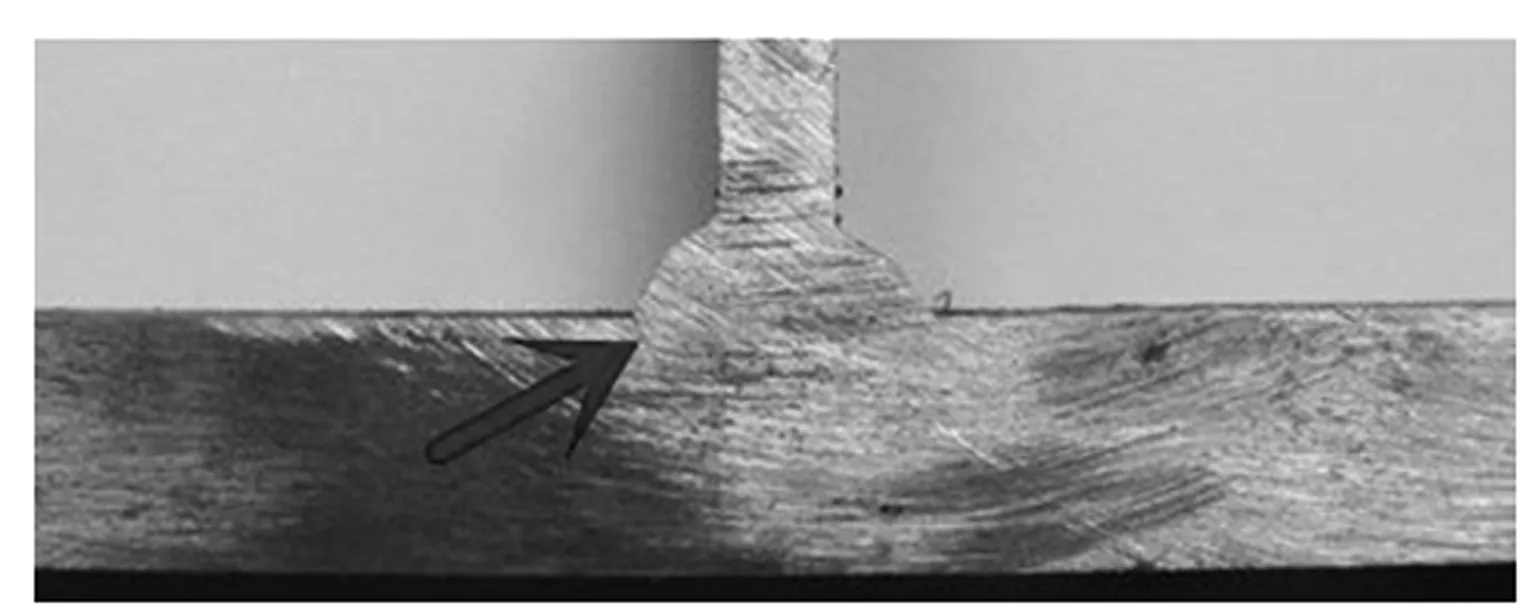
圖2 疲勞試件的宏觀照片
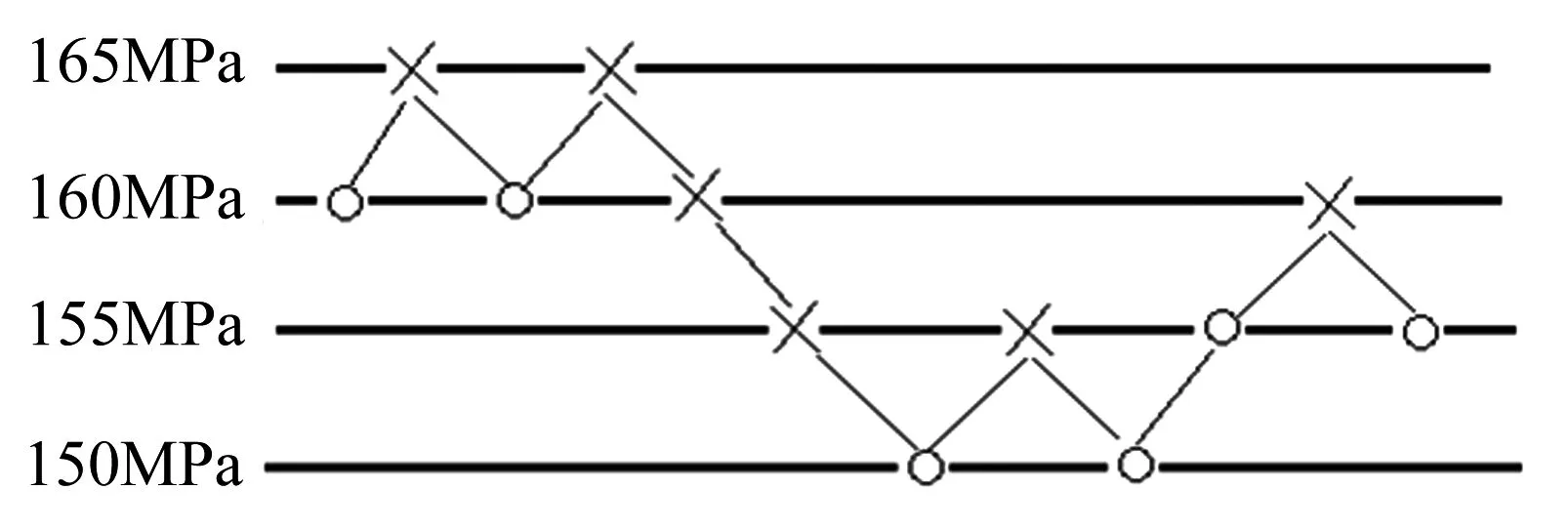
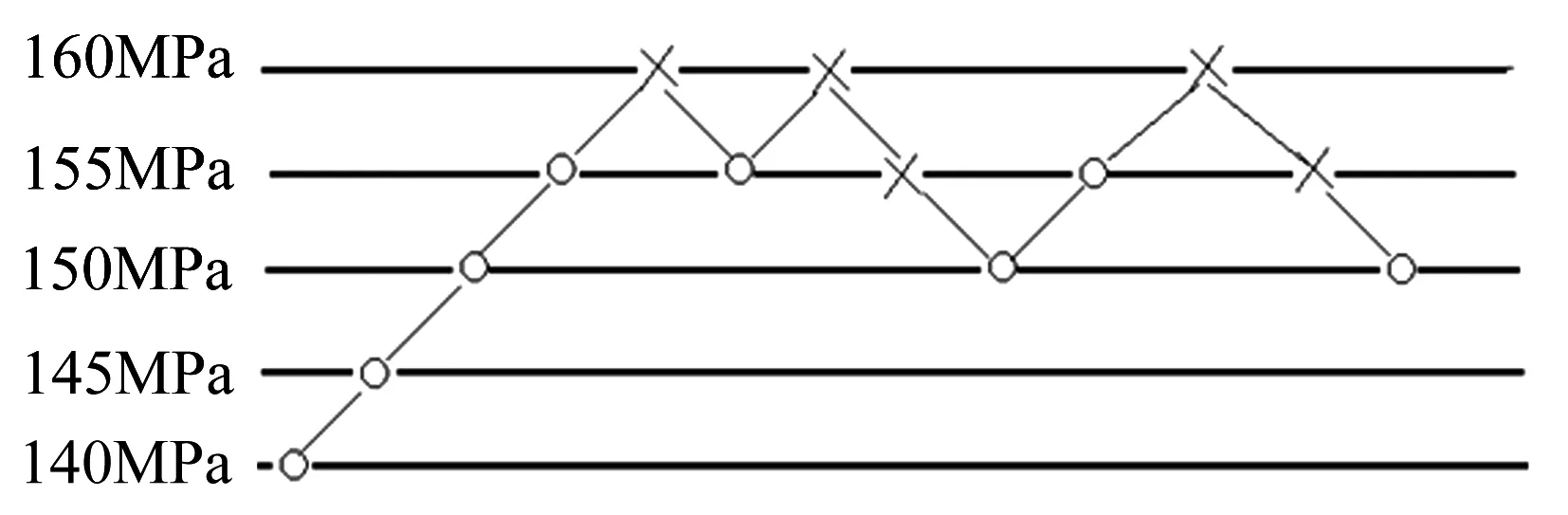
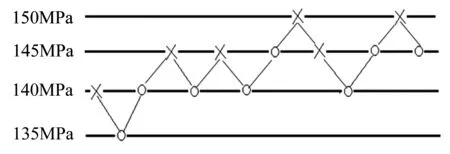
未補焊的疲勞試驗共有4級應力水平,有效試件數12個;一次補焊的疲勞試驗共有5級應力水平,有效試件數15個;二次補焊的疲勞試驗共有5級應力水平,有效試件數13個;三次補焊的疲勞試驗共有4級應力水平,有效試件數14個,四次補焊的疲勞試驗共有5級應力水平,有效試件數13個詳見圖3.
(a) 未補焊
(c) 二次補焊
(d) 三次補焊
(e) 四次補焊
根據疲勞極限升降圖并依照公式:

分別計算出未補焊、以及一次、兩次、三次、四次補焊的S355J2W+N低合金鋼T型接頭的中值疲勞極限分別為:
未補焊:
一次補焊:
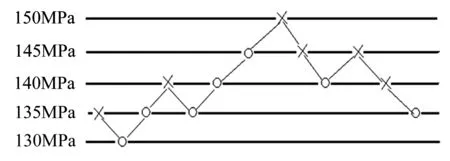
兩次補焊:
σ0.1=(2×157.5+3×152.5)/5=154.5 MPa
三次補焊:
四次補焊:
通過上面的計算結果可以看出:未補焊疲勞強度為157.5 MPa,一次補焊的疲勞強度為153.9 MPa,二次補焊的疲勞強度為154.5 MPa,三次補焊的疲勞強度為141.7 MPa,四次補焊的疲勞強度為140.0 MPa.這說明補焊次數的增加對T型接頭疲勞強度有影響.
對不同補焊次數下的S355J2W+N低合金鋼T型接頭脈動拉伸疲勞斷口進行SEM試驗,斷口啟裂區掃描圖像如圖4所示.由圖可看出:試件的疲勞裂紋是從試件邊緣處啟,向試件內部擴展,試件啟裂區無可視的夾雜、夾渣等影響試件疲勞強度的焊接缺陷;疲勞試件斷于焊趾處是由于T型接頭焊趾處應力集中(啟裂區基本處于整個焊接接頭應力相對集中的地方),當不斷承受疲勞載荷時,該處極易發生疲勞斷裂,而隨著補焊次數的增加,導致接頭熔合區過熱,組織粗大,所以疲勞性能降低.
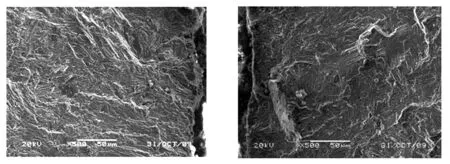
(a) 未補焊 (b) 一次補焊
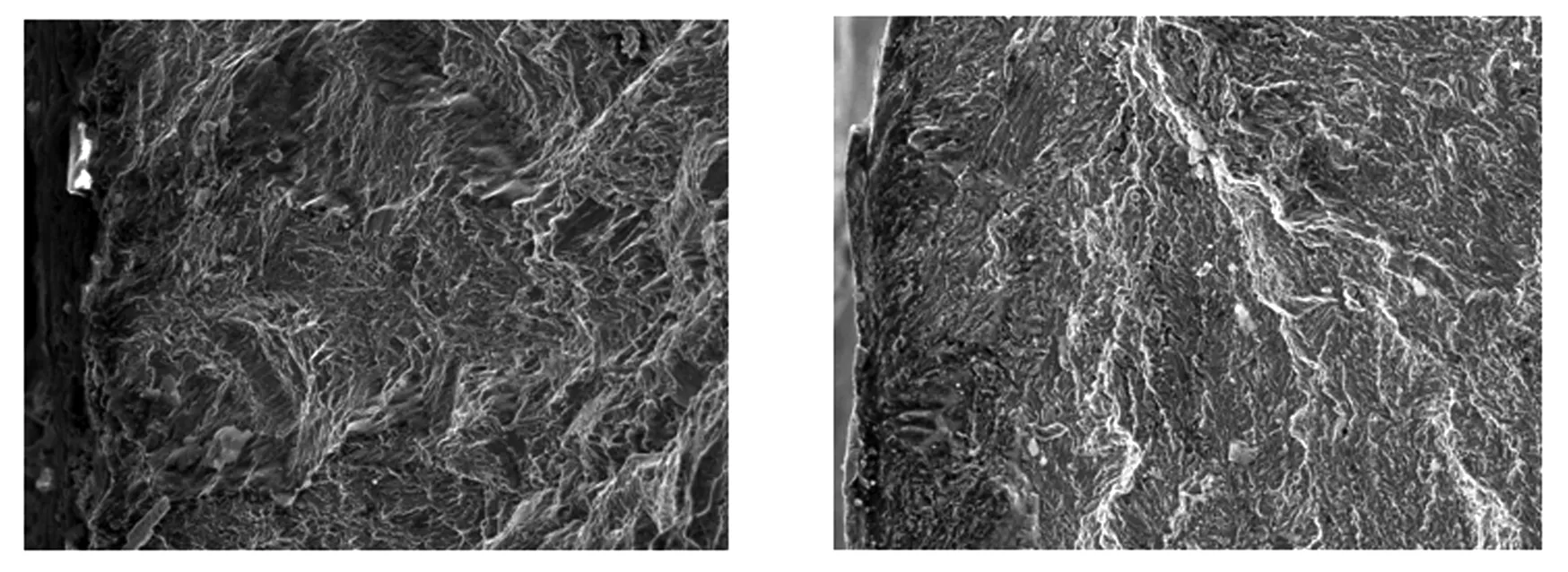
(c) 二次補焊 (d) 三次補焊
(e) 四次補焊
2.2 金相試驗結果接分析
S355J2W+N低合金鋼母材顯微組織如圖5(a)所示,為軋制鐵素體和珠光體帶狀組織.S355J2W+N低合金鋼焊縫顯微組織如圖5(b)所示.由于補焊時填充材料均為ER50- 6實芯焊絲,焊接工藝參數相同,故焊縫的組織形態并未發生改變.可以看出:焊縫組織為先共析鐵素體分布于柱狀晶界上,少量無碳貝氏體從晶界伸向晶內,晶內為針狀鐵素體與珠光體.
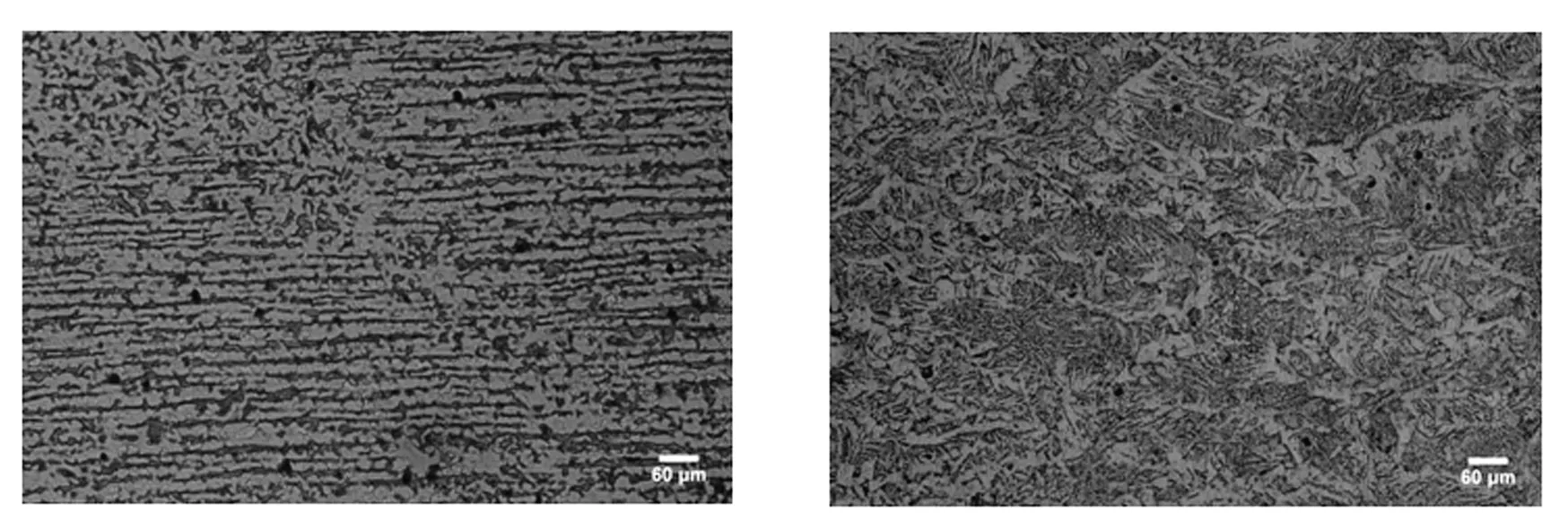
(a) 母材 (b) 焊縫
圖5 S355J2W+N低合金鋼顯微組織
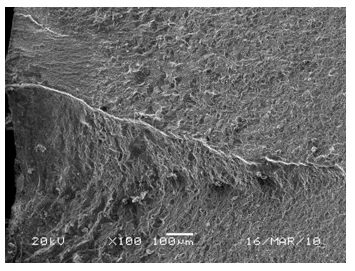
由于未補焊、補焊一次、二次、三次和四次的S355J2W+N低合金鋼焊接接頭熱影響區組織形態差別不大,所以只以未補焊與四次補焊熱影響區金相組織為例,分別如圖6、圖7所示.可以看出:過熱區處于過熱狀態,組織晶粒粗大,且大小不一,主要為沿奧氏體晶界析出的塊狀先共析鐵素體及針狀鐵素體、珠光體和少量的粒狀貝氏體;熱影響區的正火區在加熱的過程中全部經歷了由鐵素體和珠光體到奧氏體的相變重結晶而冷卻過程又經歷了由奧氏體到鐵素體和珠光體的相變重結晶過程,組織為晶粒細小的鐵素體和珠光體;不同補焊次數之間并無顯著差異.
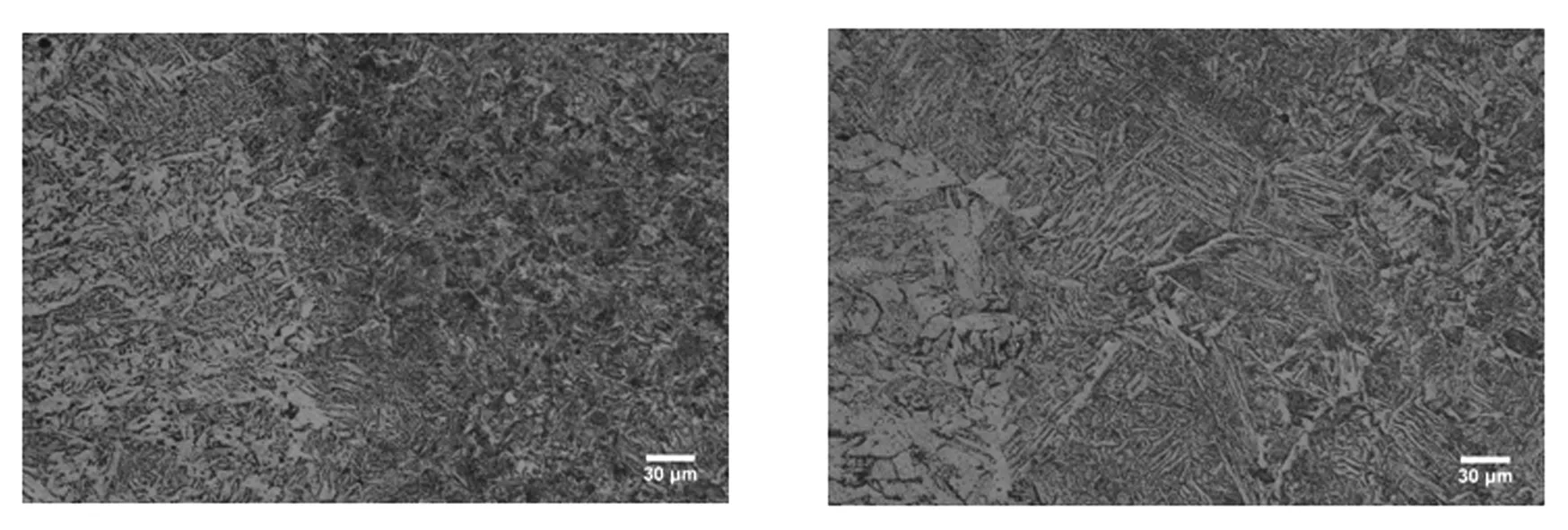
(a) 熔合區 (b) 過熱區

(c) 正火區 (d) 不完全重結晶區
圖6 未補焊時熱影響區顯微組織

(a) 熔合區 (b) 過熱區

(c) 正火區(d) 不完全重結晶區
圖7 補焊四次時熱影響區顯微組織
3 結論
(1)S355J2W+N低合金鋼T型接頭未補焊疲勞強度為為157.5 MPa,一次補焊的疲勞強度為153.9 MPa,二次補焊的疲勞強度為154.5 MPa,三次補焊的疲勞強度為141.7 MPa,四次補焊的疲勞強度為140.0 MPa;
(2)一次、二次補焊對S355J2W+N低合金鋼T型接頭疲勞強度影響不大,而三次及以上補焊次數則疲勞強度會稍微降低;
(3)焊接接頭顯微組織:焊縫組織為先共析鐵素體分布于柱狀晶界上,少量無碳貝氏體從晶界伸向晶內,晶內為針狀鐵素體與珠光體.不同補焊次數的S355J2W+N低合金鋼焊接接頭熱影響區組織形態差別不大,過熱區組織為沿奧氏體晶界析出的塊狀先共析鐵素體及針狀鐵素體、珠光體和少量的粒狀貝氏體;正火區組織為晶粒細小的鐵素體和珠光體.
[1]宮平,常力.多次返修對S355J2W+N鋼焊接接頭性能的影響[M].焊接技術,2011,40(2):29- 31.
[2]陳大慶,陳增有,馬清波,等.焊后處理工藝對Q345E 低合金鋼焊接接頭疲勞性能的影響[J].大連交通大學學報,2012,33(2):73- 76.
[3]于巖,馬清波,陳增有, 等.熱矯正對Q345E低合金鋼焊接接頭疲勞性能的影響[J].熱加工工藝,2015,44(3):38- 44.
[4] 萬里鵬,肖熙,江鵬,等.多次補焊對30CrMnSiA高強鋼焊接接頭組織和疲勞性能的影響[J].熱加工工藝,2015,44(21):210- 212.
[5]田志騫,陳東方,馬國龍.多次補焊對A6N01鋁合金焊接接頭疲勞性能的影響[J].電焊機,2015,45(11):102- 106.
Effect of Repair Welding Times on Fatigue Properties and Microstructure of S355J2W+N Low Alloy Steel T Welding Joints
FU Libin,XU Hongji,DONG Qiang,YANG Xinhua
(School of Materials Science and Engineering,Daling Jiaotong University,Dalian 116028,China)
For railway passenger train welded bogie T welding joint,the test of without repairing welding and times of repairing welding summed up the impact of the repairing welding times on the welding bogie T joint fatigue performance and microstructure,and provides theory and technology and practice data support for railway passenger train welded bogie.The results show that the once and twice repair welding have little effect on the fatigue strength of the S355J2W+N low alloy steel T welding joints,and the fatigue strength of S355J2W+N low alloy steel T joint is reduced a little when the times is more than three,and the number of repair times had no significant effect on the microstructure.
S355J2W+N low alloy steel;repairing welding times;fatigue performance
1673- 9590(2017)05- 0075- 04
A
2017- 01- 01
中國鐵路總公司科技研究開發計劃資助項目(2016J007-l)
傅利斌(1970-),男,副教授,博士,主要從事材料加工工藝與優化、可靠性方向的研究 E-mail:flb@djtu.edu.cn.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38