加工四通閥兩對稱端面的雙工位銑夾具設計
2017-09-03 10:57:36惠州經濟職業技術學院劉昌鵬
電子世界 2017年16期
關鍵詞:設計
惠州經濟職業技術學院 劉昌鵬
加工四通閥兩對稱端面的雙工位銑夾具設計
惠州經濟職業技術學院 劉昌鵬
四通閥屬箱體類零件,具有體積大、形狀結構復雜、精度要求高等特點,屬于機械零件中的難加工零件。本文針對該零件加工中的銑兩對稱端面設計了一套雙工位銑夾具,可以大大提高裝夾效率,有效保證加工精度。
銑床夾具;雙工位;對稱端面
一、提出問題
四通閥殼體上具有交叉孔系,需要從兩個方向對零件進行加工,同時還要保證各表面較高的相互位置精度,給加工帶來了很大難度。零件結構圖見圖1。
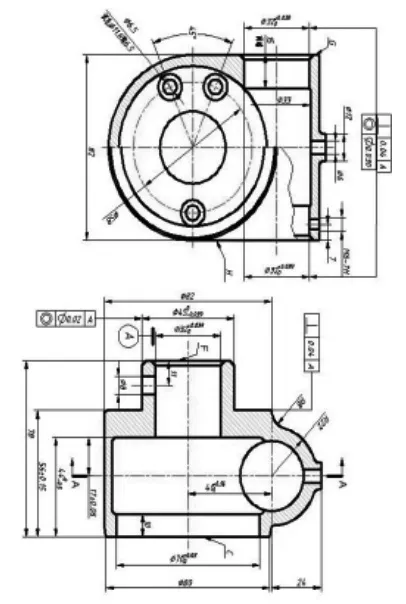
圖1 四通閥零件結構圖
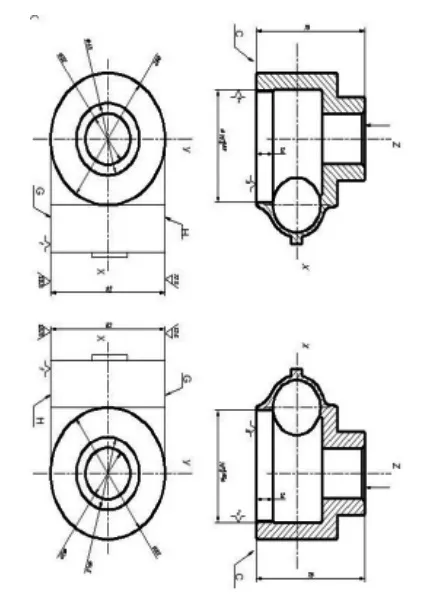
圖2 四通閥零件第6工序圖
零件加工第一道工序的定位基準選擇是整個零件工藝過程中的重中之重,整個工藝過程一般應遵循“基準先行”和“先面后孔”的要求。
該零件的加工過程詳見表1。表中僅列出本文所述銑加工夾具所在工序及其前續基礎工序,其他工序未列出。

表1 四通閥加工工藝過程卡
本文所探討的任務就是設計第6工序中銑對稱端面所用的雙工位銑夾具。
二、分析問題
第6工序的銑加工有兩個工位:分別銑削H端面和G端面。若按一般做法,在銑完一個端面后將工件取下,重新裝夾對刀,再銑另一個端面,則很難保證圖紙所要求的位置精度。為此,此工序需要設計一個雙工位夾具,在盡可能少拆裝工件的狀況下完成兩相對端面的銑削,保證零件所要求得位置精度,同時提高裝夾速度和加工效率。其工序圖見圖2。
設計此雙工位夾具仍按一般夾具的設計思路:設計定位方案及定位元件,設計夾緊方案及夾緊元件,設計對刀方案及對刀元件,設計夾具與機床的對定方案及對定元件。具體見下述。
三、解決問題
根據上述對加工內容的分析,設計此夾具的構思是:選用X62臥式銑床,用端面銑刀從側面進行銑削。先銑完H面后,將工件旋轉180度,使G面正對銑刀,銑G面。夾具由固定部分和旋轉部分組成,固定部分用于將整套夾具固定在工作臺上,旋轉部分則用于安裝工件。旋轉臺旋轉后用定位插銷定位,用壓板壓緊。
1.定位方案及定位元件

工件的定位是一個完全定位方案,并且做到了工序基準與設計基準重合。
定位裝置結構見圖3。
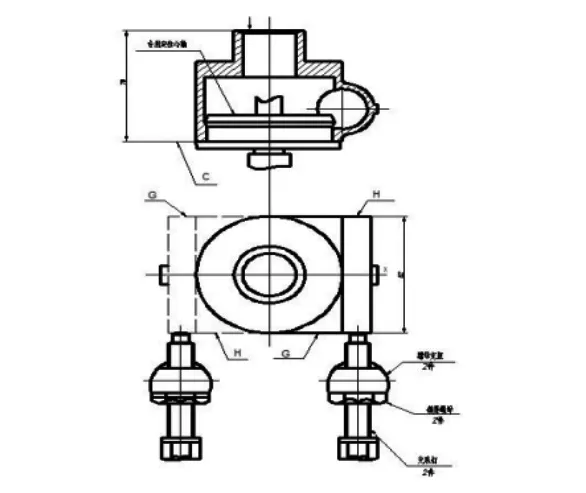
圖3 四通閥第6工序定位圖
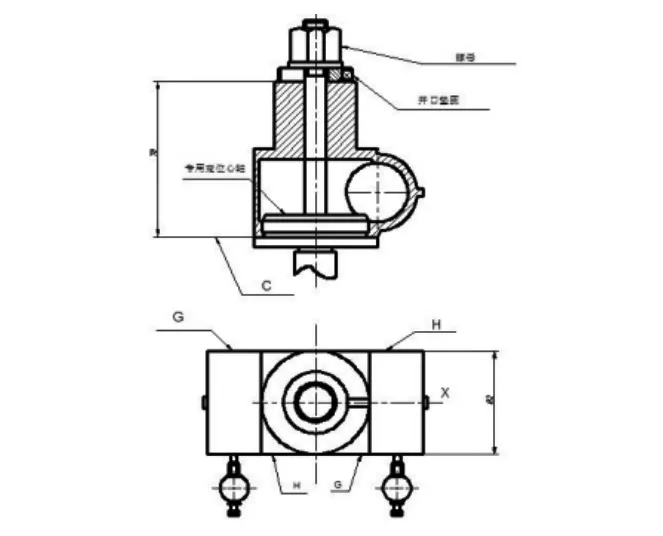
圖4 四通閥第6工序夾緊機構圖
2.夾緊方案及夾緊元件
(1)該夾具在專用定位心軸上設計螺桿,用螺母和開口墊圈壓緊工件;
(2)銑削H平面時走刀方向從左到右,銑削G平面時走刀方向從右到左,部分切削力可由兩支承釘承擔,故不需增加其他方向夾緊力。
(3)旋轉盤與固定座間也需要壓緊,用兩螺釘螺旋方式壓緊。
夾緊裝置結構見圖4。
3.對刀裝置設計
(1)擬采用標準的圓形對刀塊沿Y向對刀,以保證工序尺寸82mm。對刀塊用螺釘固定在夾具體固定底板上,并進行相應尺寸調整5;
(2)由于該夾具是雙工位夾具,故有兩個對刀尺寸,一個是加工H平面的對刀尺寸,一個是加工G平面的對刀尺寸;
(3)加工H平面時G平面尚有3mm的加工余量,故對刀尺寸為85mm。旋轉180度后加工G平面保證82mm尺寸。
(4)對刀時配合使用3mm塞尺。
具體對刀裝置結構見圖5。
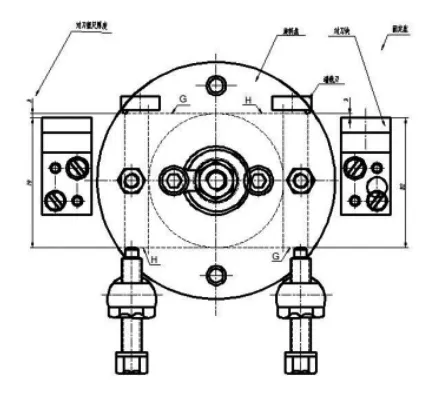
圖5 四通閥第6工序對刀尺寸的確定
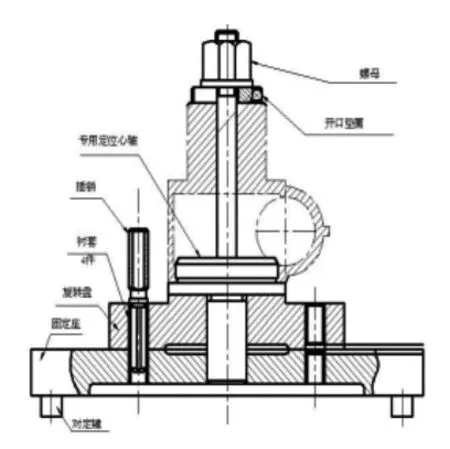
圖6 四通閥第6工序對定裝置結構
4.夾具與機床的對定設計
(1)夾具體使用標準A型對定鍵與銑床工作臺中央梯形槽對定。
(2)該夾具是雙工位夾具,旋轉部分與固定部分用插銷進行對定。
具體對定裝置結構見圖6。
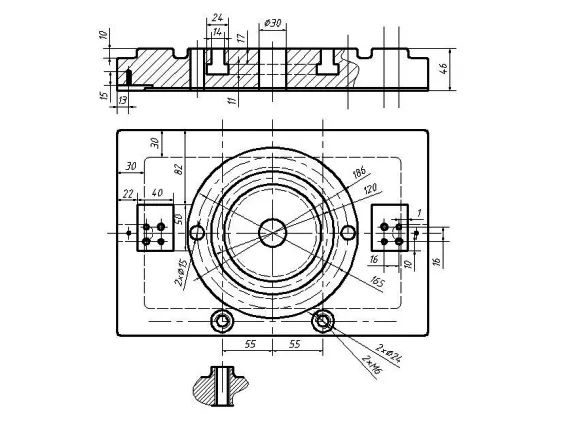
圖7 四通閥雙工位銑夾具固定座結構圖
5.夾具體的設計
(1)根據多年機械加工經驗,設計夾具體時最好要考慮防塵防屑,本夾具主要考慮轉動盤與固定座間的防塵防屑。為此,我們在轉動盤下邊沿設計了防塵裙邊,防塵裙邊將固定座凸起部分罩住,灰塵、鐵屑等就不會進入夾具旋轉部分了。
(2)夾具體上均設計了凸臺,這樣可大大減少加工面積。
(3)夾具體底部懸空,既節約材料,同時還可增加夾具安裝穩定度。
夾具體固定座結構見圖7,夾具體轉動盤結構見圖8。
6.夾具裝配圖
完成上述機床夾具常規各部設計后,將各組成部分裝配到家具體上,再配套定位心軸與旋轉盤的連接、旋轉盤與固定座的壓緊,整套夾具就設計完成了。整套夾具包含22種共41個零件,其中標準件37個,標準化率達90%以上。
具體夾具裝配圖見圖9。

圖8 四通閥雙工位銑夾具轉動盤結構圖

圖9 四通閥第6工序銑夾具總裝圖
7.夾具的使用操作方法
夾具的使用操作方法請對照裝配總圖理解,具體若下。
(1)本夾具的夾緊采用常用的螺旋夾緊機構,工件的夾緊操作極為簡單。
(2)本夾具采用雙工位加工,加工H平面的第一工位完成后,松開梯形槽螺栓5上的螺母4,將轉盤旋轉180度,再插入削邊定位銷,擰緊螺母4即可進行第二工位的加工。
四、總結與思考
本夾具最大特點是可實現雙工位加工,以有效保證工件兩對稱端面的垂直度要求和很高的兩孔同軸度要求。而達此目的的主要措施是讓夾具具備180度旋轉功能。

為了防塵,本夾具設計了裙邊,可以防止切屑、灰塵侵入。這也是本夾具設計的一個亮點。
[1]張秀珍,晉其純.機械加工質量控制與檢測[M].北京大學出版社,2008.
[2]梁炳文.機械加工工藝與竅門精選[M].機械工業出版社,2005.
劉昌鵬(1976—),男,湖北荊門人,工學碩士,惠州經濟職業技術學院機電工程系講師,主要從事CAD/CAM軟件應用、數控機床電氣控制、模具設計與制造等領域的教學與研究。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04