連鑄坯熱送熱裝生產(chǎn)工藝的實踐
2017-09-03 10:26:34廖桑桑趙敏森
河南冶金 2017年3期
廖桑桑 邵 華 趙敏森
(新余鋼鐵集團有限公司)
連鑄坯熱送熱裝生產(chǎn)工藝的實踐
廖桑桑 邵 華 趙敏森
(新余鋼鐵集團有限公司)
介紹了新鋼第一煉鋼廠連鑄坯向中厚板廠熱送熱裝的工藝實踐,分析研究了含鈮鋼表面裂紋控制技術(shù)、頭尾坯控制技術(shù)以及鑄坯入爐溫度對微合金鋼表面質(zhì)量的影響等。生產(chǎn)實踐表明,鑄坯熱送熱裝攻關(guān)后,改善了鑄坯質(zhì)量,減輕了工人勞動強度,提高了金屬收得率,大幅度降低了煤氣能耗,節(jié)約了生產(chǎn)成本,縮短了產(chǎn)品的生產(chǎn)周期,實現(xiàn)了煉鋼廠和中厚板廠的生產(chǎn)管理一體化。
熱送熱裝 無缺陷連鑄坯 入爐溫度
0 前言
隨著連鑄技術(shù)的不斷進步及全連鑄工藝的實施,推動了連鑄坯熱送熱裝工藝的發(fā)展。該工藝是把連鑄機生產(chǎn)處的熱鑄坯切割定尺后再高溫狀態(tài)下,直接送到軋鋼廠進行保溫或者直接進入加熱爐加熱后軋制的一種生產(chǎn)工藝。該工藝技術(shù)的應(yīng)用已經(jīng)成為衡量鋼鐵行業(yè)生產(chǎn)技術(shù)管理水平的重要指標(biāo),它推動了轉(zhuǎn)爐—爐外精煉—連鑄—軋機生產(chǎn)的一體化管理,使鋼的生產(chǎn)向連續(xù)化、低成本、高質(zhì)量、高效益的方向發(fā)展[1]。
新余鋼鐵集團有限公司(以下簡稱新鋼)煉鋼廠和中厚板廠為了保證熱送熱裝工藝的實施,進行了一系列研究工作,取得了顯著成效,達到了預(yù)期目標(biāo)。
1 熱送熱裝生產(chǎn)工藝裝備及流程
新鋼第一煉鋼廠現(xiàn)有3座100 t頂?shù)讖?fù)吹轉(zhuǎn)爐,3座LF精煉爐,1座RH真空爐,2臺方坯連鑄機和2臺板坯連鑄機。全連鑄生產(chǎn)模式為連鑄坯的熱送熱裝提供了條件,現(xiàn)主要是在板坯連鑄機實施熱送熱裝,鑄機斷面為250 mm×(1 870/2 070/2 270)mm。工藝流程如圖1所示。

圖1 熱裝和直接軋制與傳統(tǒng)工藝流程比較
2 無缺陷鑄坯生產(chǎn)技術(shù)研究
在熱送熱裝工藝實施過程中,連鑄坯表面質(zhì)量不穩(wěn)定,含鈮鋼表面橫裂紋的產(chǎn)生,頭尾坯報廢量較多,且高強船板等微合金鋼熱送后軋制常出現(xiàn)批量熱送裂紋等因素,嚴(yán)重制約著熱送熱裝的順行,因此對存在的問題進行了一系列研究。
2.1 含鈮鋼表面橫裂紋控制技術(shù)
對高強船板等高附加值產(chǎn)品,為了保證其低溫沖擊韌性和焊接性能,采用了鈮微合金化的成分設(shè)計,見表1。但是,鈮與碳、氮易生產(chǎn)化合物,在連鑄過程中,含鈮微合金鋼鑄坯冷卻到奧氏體低溫區(qū)時,鑄坯中微細的鈮化合物沿奧氏體晶界析出,使鋼的延塑性變差,導(dǎo)致鑄坯表面易產(chǎn)生橫裂紋。

表1 鋼種A/C36-3化學(xué)成分
為了解決含鈮鋼易產(chǎn)生橫裂紋的技術(shù)難題,在Gleeble-3800熱模擬機上進行了熱模擬試驗。測定了高強船板(牌號:A/C36-3)的高溫塑性曲線,如圖2所示。

圖2 A/C36-3鋼拉伸時斷面收縮率與溫度的關(guān)系
從圖2可以看出,含鈮鋼種A/C36-3在975 ℃以下斷面收縮率都低于60%,這溫度期間鑄坯比較脆,裂紋敏感性較強,矯直時易產(chǎn)生裂紋,因此矯直時應(yīng)避開這一溫度區(qū)域。
根據(jù)熱模擬試驗結(jié)果結(jié)合工業(yè)性生產(chǎn)試驗,優(yōu)化了連鑄二冷工藝,將含鈮包晶鋼矯直溫度控制在950 ℃以上,使得此類鋼種表面質(zhì)量有了很大的提高,大大降低了裂紋的產(chǎn)生。
2.2 頭尾坯控制技術(shù)研究
由于開澆升速和澆尾坯降速時間長,導(dǎo)致頭尾坯較多,并時常伴有嚴(yán)重的橫裂紋,且發(fā)生率較高,因此對開澆和澆尾坯工藝進行了優(yōu)化。開澆和澆尾坯優(yōu)化前后工藝對比如圖3所示。
開澆和澆尾坯工藝優(yōu)化后,開澆時間由原來的14 min~16 min縮短至8 min~10 min,澆尾坯時間由原來的14 min~16 min縮短至7 min~9 min,頭尾坯切廢量明顯減少,特別是頭尾坯橫裂發(fā)生率顯著降低,頭坯降低了28%,尾坯降低了45%。澆注模式優(yōu)化后的指標(biāo)見表2。

表2 澆注模式優(yōu)化后效果
2.3 入爐溫度對微合金鋼表面質(zhì)量的影響
微合金鋼鑄坯熱送裂紋是在鑄坯采用熱送熱裝工藝條件下所特有的缺陷。在同樣的熱送(入爐溫度600 ℃~700 ℃)狀態(tài)下,含微合金化元素(Nb、Ti、V)的鋼種表面裂紋發(fā)生率要遠遠高于不含微量元素的一般普通鋼種。高強度船板熱送與冷送對比實驗結(jié)果見表3。

(a) 優(yōu)化前開澆模式

(b) 優(yōu)化后開澆模式

(c) 優(yōu)化前澆尾坯模式
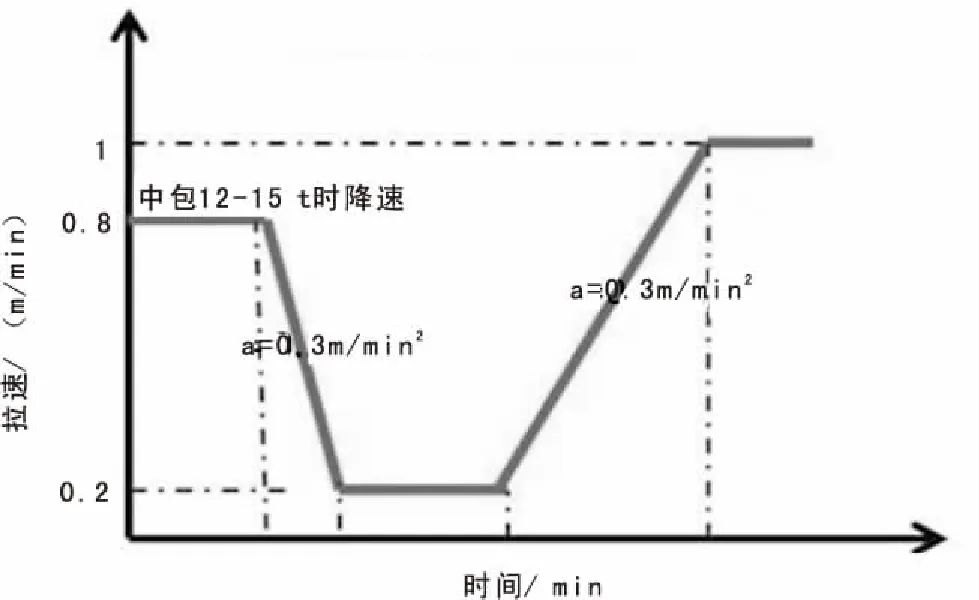
(d) 優(yōu)化后澆尾坯模式
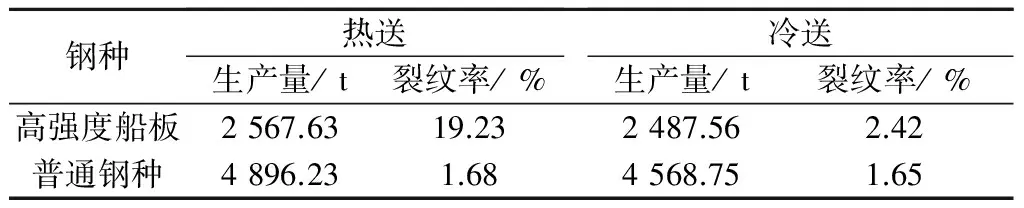
鋼種熱送生產(chǎn)量/t裂紋率/% 冷送生產(chǎn)量/t裂紋率/%高強度船板2567.6319.232487.562.42普通鋼種4896.231.684568.751.65
從表3可以看出,高強度船板熱送后裂紋發(fā)生率遠遠大于冷送裂紋發(fā)生率。熱送裂紋形貌如圖4所示。在鋼板表面可觀察到裂紋沿振痕方向或呈網(wǎng)狀分布,遍布整個鋼板表面,裂紋深度為0.3 mm~2.2 mm不等,最大寬度為1.0 mm。將熱裝前的鑄坯冷卻后,檢查表面未發(fā)現(xiàn)任何缺陷,將鑄坯冷裝軋制也未發(fā)現(xiàn)熱送裂紋。

圖4 熱送裂紋形貌
鋼在高溫出現(xiàn)裂紋與其較低的高溫塑性及所處的變性應(yīng)力條件相關(guān)。由微合金鋼的高溫塑性可知,在600 ℃以上至凝固溫度范圍內(nèi),一般存在三種類型的低塑性溫度區(qū)間,分別是因晶界熔化引起的I型低塑性(1 400 ℃~1 500 ℃),奧氏體晶界的夾雜物或析出物引起的II型低塑性(650 ℃~1 150 ℃),以及奧氏體晶界先共析鐵素體膜引起的III型低塑性(650 ℃~850 ℃),而II型低塑性溫度區(qū)間又通常與III型低塑性溫度區(qū)間有所重疊,從而加劇塑性惡化。對于軋制過程的鑄坯表面,其溫度范圍遠離第I塑性區(qū),裂紋產(chǎn)生的原因可能與第II和第III塑性區(qū)有關(guān)。
在軋制變性應(yīng)力作用下,沿奧氏體晶界的微細析出物作為應(yīng)力集中源點,與晶界脫開形成微孔,在晶界滑移作用下,微孔連接、聚合長大而產(chǎn)生晶間裂紋,當(dāng)存在一定厚度的先共析鐵素體膜時,應(yīng)變會集中在軟的鐵素體內(nèi),導(dǎo)致晶間析出物之間接觸面的相互分離,產(chǎn)生微孔洞,進而產(chǎn)生晶間裂紋[2]。因此,為了解決微合金鋼的熱送裂紋,對鑄坯入爐溫度提出嚴(yán)格規(guī)定,要求坯料入爐溫度控制在600 ℃以下,工藝優(yōu)化后,高強船板的熱送裂紋發(fā)生率由19.23%降低至2.42%。
3 生產(chǎn)管理一體化
連鑄坯熱送熱裝工藝對各工序的時間要求非常嚴(yán)格,如果生產(chǎn)不當(dāng),就達不到熱送熱裝應(yīng)有的效果。因此,需有一套合理鏈接煉鋼—連鑄—熱軋各工序的生產(chǎn)一體化組織系統(tǒng),以實現(xiàn)工序時間上的銜接及生產(chǎn)批量的協(xié)調(diào)。
3.1 生產(chǎn)組織協(xié)調(diào)
生產(chǎn)部門每天對銷售部門和各生產(chǎn)單位上報的庫存、生產(chǎn)品種和數(shù)量進行統(tǒng)計、分析,根據(jù)現(xiàn)場實際情況,有計劃的安排當(dāng)天生產(chǎn)。第一煉鋼廠和中厚板廠根據(jù)下達的計劃合理安排組織生產(chǎn),保證連鑄坯熱送熱裝的連續(xù)穩(wěn)定。
檢測部門配合一鋼做好鋼種轉(zhuǎn)換、過渡的切割計劃,對化學(xué)成分超內(nèi)控標(biāo)準(zhǔn)但可進行成分處置的及時進行流轉(zhuǎn)。紅坯檢驗人員及時與連鑄通報人員溝通,重點加強對頭尾坯、換水口、高溫鋼、拉速波動大、結(jié)晶器液面波動大、高Als×N爐次、含鈮微合金鋼等鑄坯的表面檢查。
由于連鑄取樣后檢測部門對化學(xué)成分分析時間較長,每爐鋼澆注完后成分結(jié)果仍未公布,導(dǎo)致成分出格時無法及時復(fù)樣,影響坯料熱送熱裝的穩(wěn)定順行,因此要求化驗人員對化學(xué)成分分析周期≤4 min。
3.2 設(shè)備檢修協(xié)調(diào)
檢修部門加強設(shè)備的維護管理,保證上線設(shè)備的質(zhì)量,同時設(shè)備管理部門對煉鐵—煉鋼—連鑄—軋鋼每月的檢修情況進行分析統(tǒng)計,有計劃的安排檢修,使煉鋼廠和軋鋼的檢修計劃同步,提高檢修同步率,保證鑄坯熱送熱裝的順行。
4 實施效果
自2016年7月開始第一煉鋼廠對板坯實行熱送熱裝以來,通過優(yōu)化連鑄生產(chǎn)工藝、軋制加熱工藝、生產(chǎn)計劃安排、設(shè)備檢修計劃安排等,鑄坯熱送熱裝取得了明顯效果,具體指標(biāo)見表4。

表4 熱送熱裝攻關(guān)前后指標(biāo)情況
注:鋼質(zhì)非計劃率=(鋼板報廢量+銷售計劃訂單外的量)/生產(chǎn)總量。
從表4可以看出,熱送裝實施后,鑄坯熱送率和熱裝率得到明顯提高,分別提高了40.4%和54.1%,大大降低了厚板加熱爐的煤氣消耗,噸鋼煤氣消耗降低了24 m3(折合成本12元),且軋后鋼板非計劃率降低30.99%,攻關(guān)效果顯著。
5 結(jié)論
1)通過優(yōu)化連鑄二冷工藝,保證連鑄坯矯直溫度>950 ℃,降低了含鈮鋼表面橫裂紋的發(fā)生率;通過優(yōu)化開澆和澆尾坯工藝,將開澆時間由原來的14 min~16 min縮短至8 min~10 min,澆尾坯時間由原來的14 min~16 min縮短至7 min~9 min,頭尾坯切廢量明顯減少,頭坯橫裂發(fā)生率降低了28%,尾坯降低了45%;將微合金鋼的入爐溫度控制在600 ℃以內(nèi),高強船板熱送裂紋發(fā)生率由19.23%降低至2.42%。
2)鑄坯熱送熱裝攻關(guān)后,熱送率由原來的45.2%提高到85.6%,提高了40.4%,熱裝率由原來的24.1%提高到78.2%,提高了54.1%,軋后鋼質(zhì)非計劃由原來的2.1%降低至1.11%,降低了0.99%,噸鋼煤氣消耗減少了24 m3,噸鋼節(jié)約成本12元,交貨期縮短了3天。
[1] 韓孝永.連鑄坯熱送熱裝技術(shù)的應(yīng)用[J].有色金屬,2007,59(2):1.
[2] 唐廣波,趙軍,裴英豪.熱送熱裝微合金鋼板坯軋制過程表面裂紋分析[J].工程科技,2010.03:106-107.
HOT TRANSMISSION AND HOT CHARGING PROCESS OF CONTINUOUS CASTING BILLET
Liao Sangsang Shao Hua Zhao Minsen
(Xinyu Iron and Steel Group Co., Ltd)
This article introduces the practice of hot transmission and hot charging process of the continuous casting billet. The crack control technology of the containing niobium steel, head and tail billet control technology, and the effect of slab charging temperature on the micro alloy steel surface quality are analyzed and studied. Production practice shows that the slab quality is improved, the workers labor intensity is reduced, the metal yield is developed, the gas consumption is greatly reduced, the cost of production is saved, the production cycle is shortened, the integration of production management in the steel mill and plate plant is realized after the study.
hot transmission and hot charging flaw less continuous-casting billet charging temperature
桑,工程師,江西.新余(338001),新余鋼鐵集團有限公司技術(shù)中心;
2017—4—7
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
