某發動機倉邊梁蓋板成形工藝分析及回彈控制
2017-08-16 10:26:58呂琳趙鵬鄧明重慶理工大學材料科學與工程學院唐云峰重慶市華青汽車配件有限公司
鍛造與沖壓 2017年2期
文/呂琳,趙鵬,鄧明·重慶理工大學材料科學與工程學院唐云峰·重慶市華青汽車配件有限公司
某發動機倉邊梁蓋板成形工藝分析及回彈控制
文/呂琳,趙鵬,鄧明·重慶理工大學材料科學與工程學院唐云峰·重慶市華青汽車配件有限公司
發動機倉邊梁蓋板為典型淺拉深高強鋼沖壓件,在零件成形后存在回彈量大的缺陷。本文針對發動機倉邊梁蓋板進行了零件特征和沖壓工藝分析,并且用DYNAFORM軟件模擬了制件拉延成形過程,對模擬后所出現的缺陷進行了工藝改進。找出了兩個重要工藝參數—壓邊力和拉深檻對制件回彈的影響,通過對典型截面回彈量大小的研究,總結了制件回彈的規律并對回彈進行了有效控制,根據模擬結果選取了最優參數,設計了沖壓方案,沖壓出了合格的產品。
發動機倉邊梁蓋板結構較復雜,零件的孔位、凸緣、圓角等較多,并且拉深深度淺,沖壓回彈量較大,在高強鋼淺拉深汽車零部件沖壓加工中具有代表性,這些特征使其零件成形質量嚴重下降。為了提高零件質量,本文以發動機倉邊梁蓋板為研究對象,利用DYNAFORM軟件模擬了單動拉延沖壓成形過程,并且對其成形工藝參數的影響進行分析,找出了壓邊力變化和拉深檻對其成形質量的影響,從而得到最優的成形工藝方案,本研究為實際沖壓成形生產過程提供了一定的理論依據。
發動機倉邊梁蓋板零件特征和成形分析
發動機倉邊梁蓋板零件特征
發動機倉邊梁蓋板用于汽車發動機罩上方,保護汽車在發生碰撞時不損壞發動機,對發動機起到增加剛度和支撐的作用,其材質為高強鋼B280VK,厚度為1.6mm,長為821.3cm,寬為239.2cm,發動機倉邊梁蓋板左右件(圖1)為淺拉深零件,拉延時深度不超過50mm,表面面積大形狀復雜但起伏很小,圖1零件中A部位為半球形狀淺拉深,B部位為翻邊。
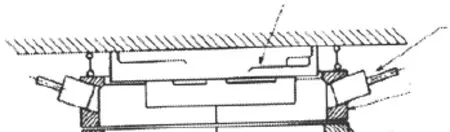
圖1 發動機倉邊梁蓋板零件圖
發動機倉邊梁蓋板零件成形工藝分析
發動機倉邊梁蓋板減薄率不得超過12%~16%,回彈量不得大于3.5%。考慮到零件為左右對稱件,擬采用一模兩件的沖壓方式,即發動機倉邊梁蓋板左件和右件用一套復合模具沖壓成形,其制件布置方式如圖2所示。這樣左右件對稱布置,在拉延時坯料受力均勻,減少摩擦阻力,避免零件在圓角部分被拉破。
圖2為添加合理工藝補充面和壓料面后的零件模型。其中A部分和C部分分別為發動機倉邊梁蓋板左右件,由于拉深很淺,材料變形很不充分,為了使中間部分變形充分和抑制回彈,在工藝補充面中的B處三角部分添加了一個深度為30cm盒形三角形,圖2中B所示,這樣會增大材料的流動阻力,使零件中間部分變形充分回彈減少。D部分拉延深度最深且與凹模圓角接近,為了減少材料邊緣部分流動阻力,加大了D部分圓角半徑,E部分為零件壓料面。其沖壓工序為:拉延→修邊沖孔→剖切沖孔修邊→翻邊整形。
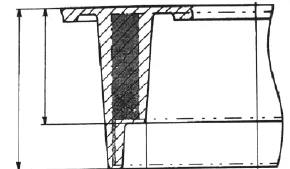
圖2 補充工藝面后的發動機倉邊梁蓋板幾何模型
發動機倉邊梁蓋板沖壓成形模擬
零件模型及其參數的選擇
圖3為基于DYNAFORM軟件平臺建立的汽車發動機倉邊梁蓋板FEM模型,該零件所需坯料尺寸及相關工藝參數均來源于相關生產企業的實際數據,成形模擬時選擇自動設置,拉延類型為單動拉延,無拉深檻,壓邊力初選為200t。
圖3 基于DYNAFORM建立的FEM成形模擬模型
成形缺陷分析和改善措施
經過計算機的數值模擬,其成形模擬結果如圖4,紅色代表拉破區域,綠色代表正常,紫色為起皺。從中可以明顯的看出有破裂情況發生。導致板料拉破的因素主要有兩個:一是模具間隙過小材料流動阻力大;二是壓邊力過大,在拉延時拉延力超過材料抗拉強度導致材料破裂,外邊緣起皺主要原因是未添加拉深檻,材料變形不均勻。
對以上參數模擬所出現的缺陷,進行合理分析后通過調整壓邊力及其他參數,把壓邊力調至為250t,模具間隙增大到1.76mm,坯料尺寸進一步縮小為850×750(mm×mm),其他參數不變,再進行一次模擬。
圖5為改善后的成形極限圖,在進行汽車發動機倉邊梁蓋板拉深成形中,整個拉深變形較為均勻,沒有出現破裂現象。在零件中間部位由于壓邊力過小出現了成形不充分現象,有些部位在此零件拉延成形后還將進行切邊工序,因此對整個成形質量而言不存在較大影響。
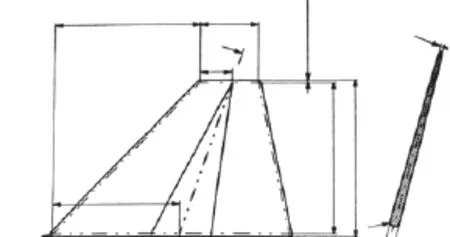
圖4 模擬結果圖

圖5 修改后的模擬結果圖
發動機倉邊梁蓋板沖壓回彈模擬
在DYNAFORM中導入前步驟成形模型Dynain文件,選擇設置類型為Springback,采用單步隱式算法。在對零件進行回彈量大小分析時,根據該零件成形的特點,截取了可能產生明顯回彈的部位EF截面(圖6),主要分析產生回彈前后零件兩側的距離變化和截面兩個角度的變化,選取截面上A、B回彈角和兩側距離(圖7)。
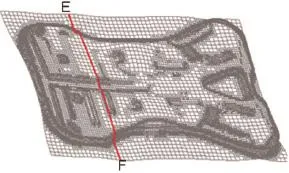
圖6 選取回彈截面

圖7 回彈截面線
對于高強鋼淺拉深成形零件,塑性變形不充分,回彈無法避免。壓邊力和拉深檻的大小對零件沖壓成形后的回彈有較大影響。因此,本實驗首先在無拉深檻的情況下,采用了五種不同壓邊力工藝方案,然后在有拉深檻的情況下,采用五種不同壓邊力工藝方案,壓邊力最小2.0×106kN,最大為2.8×106kN。在DYNAFORM中選擇虛擬拉深檻設置,這樣模擬結果誤差較小,其設置拉深檻部位均為起皺嚴重和應力集中區域,其他部位成形較好。在實驗中其他工藝參數不變,分別測出各方案回彈前后差值,即為A、B角度和距離回彈量值,結果如圖8、9所示。
根據圖8可知,沒有布置拉深檻時,隨著壓邊力的增大,回彈前后差值越來越小,其截面回彈前后角度和位移越來越小,差值為正,則側壁基本是以向外側回彈為主,在沒有拉深檻的情況下2.8×106kN最為合理。設置相同拉深檻后,隨著壓邊力的增大其回彈前后差值越來越小,但壓邊力為2.8×106kN,材料達到抗拉極限,零件底部有大面積破裂,其回彈值不具有參考性,在設置合理拉深檻的情況下,壓邊力為2.6×106kN時回彈值最小,零件質量最優。
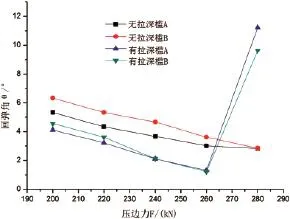
圖8 回彈角隨壓邊力變化圖
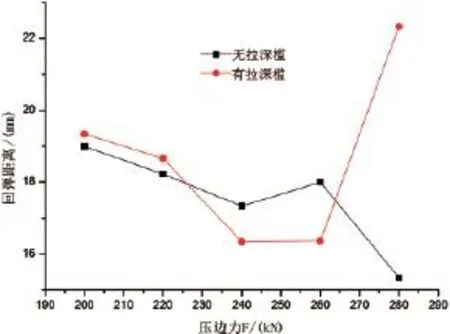
圖9 回彈距離隨壓邊力變化圖
工藝試驗
采用模擬優化后的工藝方案,壓力機壓邊力設置為2.6×106kN,分布合理拉深檻,經過第一道拉延工序后的零件實物如圖10所示,采用超聲測厚儀測量整個零件厚度,最小厚度為1.434mm,成形充分且不存在拉破的現象,回彈也較小,制件邊緣有稍微的起皺但不影響零件,起皺區域為非零件區,切邊工序時要去除。經過切邊、剖切、整形、翻邊后的零件實物如圖11所示,拉深深度較淺,變形充分,厚度和回彈控制在合理范圍內,產品合格。

圖10 拉延成形后的制件

圖11 切邊后的零件
結論
⑴采用DYNAFORM軟件對高強鋼淺拉深零件進行沖壓工藝研究,可減少修模次數,縮短生產周期,節約生產成本,提高零件精度。
⑵零件在不同工藝條件下進行沖壓時,不同部位產生的回彈大小和回彈趨勢不同,拉深深度較深,變形較劇烈的部位,在沖壓后發生回彈變形較小;拉深深度較淺,變形平緩的部位,發生的回彈變形較大。
⑶對于發動機倉邊梁蓋板,設置合理拉深檻和較大壓邊力可以增大材料流動阻力,使其材料變形充分,能有效控制拉延后的回彈,提高零件成形質量。

猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應用(2014年8期)2014-03-11 17:40:03
