關于降低沖壓生產成本方法的研究
2017-08-16 10:26:58王肖英何鵬申王星罡黃永生崔禮春安徽江淮汽車股份有限公司技術中心
鍛造與沖壓 2017年2期
關鍵詞:工藝
文/王肖英,何鵬申,王星罡,黃永生,崔禮春·安徽江淮汽車股份有限公司技術中心
關于降低沖壓生產成本方法的研究
文/王肖英,何鵬申,王星罡,黃永生,崔禮春·安徽江淮汽車股份有限公司技術中心

王肖英,沖壓工藝主管,工程師,主要從事沖壓工藝規劃、模檢具圖紙審查及模具現場調試等工作。
隨著我國汽車行業的蓬勃發展,行業競爭愈演愈烈,如何降低整車制造成本,提高生產效益成為汽車企業的關注重點。白車身成本是整車成本的重要組成部分,其中沖壓生產成本主要由模檢具開發費用、沖壓件材料費用、模具沖次費用、設備折舊費用及人工費用等組成。從工藝設計角度,降低材料費用及模具沖次費用是降低沖壓成本的有效方法。
降低材料費用
降低材料費用可以從降低材料采購費用和提升沖壓件材料利用率兩個方面進行研究。
降低材料采購費用
汽車車身由各種各樣的沖壓件通過焊接拼裝而成,整個白車身大概由400個沖壓件組成,而汽車沖壓件材料材質和厚度的組合高達60至80種。合理選擇材料的材質和牌號可有效地提高材料利用率,降低采購成本。將以往車型沖壓件材質及料厚統一管理,建立選材庫。
新車型選材時,優先選用前期車型驗證過的材質和料厚,避免使用不常用或者不易采購的板料,如超寬板料、特殊厚度板料等。特殊材料的采購過程復雜,將嚴重制約沖壓件的開發周期,造成多次采購板料,運輸、儲存、管理等成本增加。另外,需要根據沖壓件性能指標和工藝要求,選擇合適的材質和料厚,以防造成沖壓件質量過剩,材料成本增加。
提升材料利用率
⑴優化成形工藝。拉延和成形是常用的沖壓件成形工藝。采用拉延成形工藝的沖壓件,因增加了工藝補充型面,材料利用率受到限制。一些造型簡單、型面起伏特征小的結構件采用落料成形工藝,材料利用率會明顯提升。
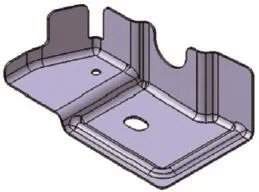
圖1 沖壓件數模
圖1所示沖壓件采用拉延和成形兩種工藝方法均能實現。采用拉延工藝需要3序完成,工序內容為:拉延→修邊+沖孔→翻邊,拉延工藝增加了工藝補充面,且為保證修邊質量,拉延件需保留10mm左右的修邊余量,如圖2所示,拉延工藝的材料利用率為59.1%。采用成形工藝同樣可以3序完成,條料落料→成形→整形+沖孔,但沖壓件材料利用率提升至65.9%。因此,在沖壓件質量滿足使用要求的情況下,優先采用落料成形工藝,可以有效提升材料利用率,降低沖壓生產成本。
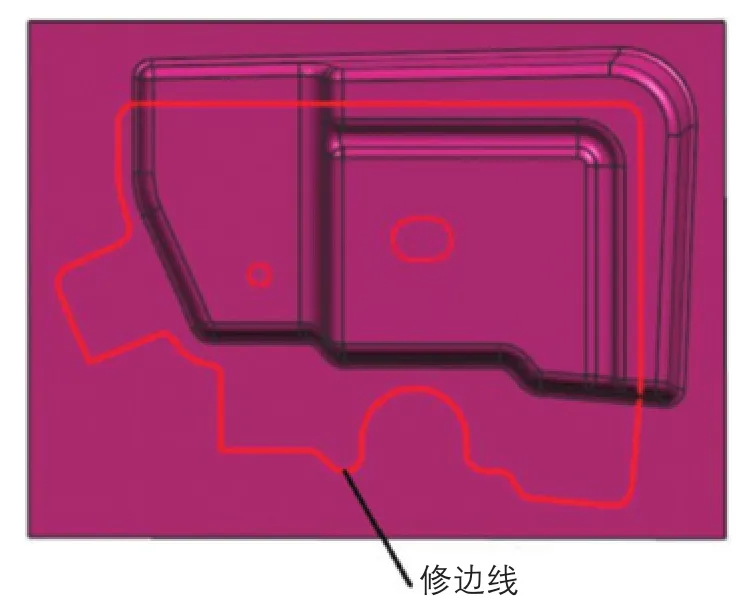
圖2 拉延工藝方案
⑵選擇合理的排樣方式。排樣分為單排、雙排、雙件混排、交錯排樣等多種方式,排樣方式的選擇直接影響沖壓件材料利用率。圖3為某沖壓件單排排樣方案,該方案材料利用率為61.4%,圖4為該沖壓件交錯排樣方案,材料利用率提升至73.7%。圖4較圖3材料利用率提升了12.3個百分點。
該沖壓件材質為DC01,料厚為2.0mm,零件重量約0.14kg,單臺用量為1件,板材價格按照4500 元/噸計算,一個沖壓件材料費用減少了0.16元,若該車型生產綱領為5萬輛/年,則圖4將比圖3每年節省8000元。因此,在工藝設計階段,需要不斷優化排樣方式,確定最優方案,提高整車材料利用率;在制造和生產階段,對排樣方式進行再次確認,確保最優方案得以實施。
⑶廢料利用。廢料利用通常有兩種方案,一種方案是大件落料廢料當作小件坯料來使用,另一種方案是套件生產。廢料利用可間接提高材料利用率,降低沖壓生產成本。
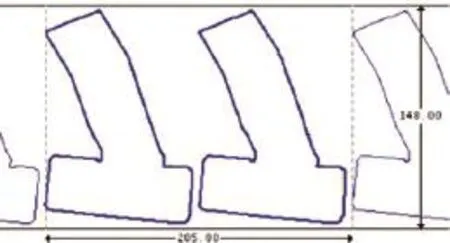
圖3 單排排樣
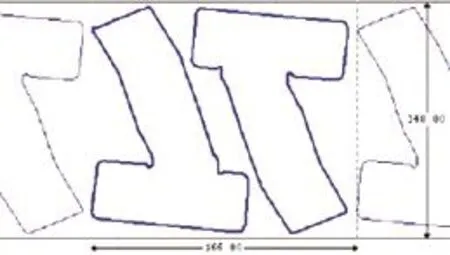
圖4 交錯排樣
在實際生產過程中,一些大型沖壓件需要采用拉延切角或者落料工藝來保證其成形性,如側圍門洞落料。這些邊角料收集后,經過材質和料厚匹配可直接或者裁剪后用于小型沖壓件的成形。圖5為某卡車側圍外板開卷落料式樣,其中門洞位置廢料裁剪后可用于該車型2個小型沖壓件的生產,并且生產數量剛好滿足小型沖壓件單臺用量要求。
套件生產是指沖壓件間的組合排布,將小型沖壓件直接設計在大型沖壓件工藝補充廢料區,與大型沖壓件一起成形,再通過后序分切將其分離出來;或者左/右件合件在工藝補充區域套件生產小型沖壓件,套件沖壓工藝規劃如圖6所示。套件生產不僅可以提升材料利用率,而且節省了小型沖壓件模具費用及壓機沖次費用。但套件生產增加了工藝難度,需要在SE階段針對產品形狀及CAE分析結果進行反復優化,以保證兩個沖壓件的成形性。此外,在設計階段需要考慮小型沖壓件的收集方式,避免在生產過程中產生磕碰、劃傷等質量缺陷。
降低模具沖次費用
降低整車沖次費用主要有兩種途徑,一是降低壓機噸位;二是減少模具數量。
降低壓機噸位
壓機噸位主要由沖壓件所需的成形力、模具尺寸、模具閉合高度和裝模高度等因素決定。當模具尺寸成為壓機噸位選擇的制約因素時,在保證模具使用性能和結構強度的前提下,通過優化模具內部結構,減小模具尺寸,降低壓機噸位,從而可降低模具沖次費用;或者在壓機設備采購時,選擇較大尺寸的工作臺面,以降低機床臺面對模具尺寸的要求。
減少模具數量
⑴選擇合模生產工藝。合模生產不僅可以減少工藝補充廢料的產生,提高材料利用率,而且可以減少模具數量,從而降低模具開發費用和沖次費用,如圖7所示。左/右地板通過合模生產,不僅提高了沖壓件的成形性,而且與單件生產相比減少了4副模具,直接節省了4副模具的沖次費用。
合模生產不僅僅局限于左/右對稱件,在工藝設計階段應該充分考慮合模生產工藝,以降低整車沖壓成本。
⑵使用多工位模具。多工位模具可在一副模具上實現一個或多個沖壓件的數個工序內容,如圖8所示模具結構。機床一個沖次實現沖壓件的3個工序內容,OP20修邊+沖孔→OP30翻邊+整形→OP40修邊+沖孔+側沖孔,該模具尺寸約為1720mm×1940mm×900mm,可在1000t壓機上進行生產,一個沖次費用約為4.5元。如將該沖壓件3個工序內容按照3副模具進行設計,模具所需要的壓機噸位分別為500t、630t和500t,沖次費用約為5.9元。使用多工位模具,不僅降低了模具工裝開發費用,減少了工序間的流轉時間,最直接的優勢是降低沖壓件沖次費用。
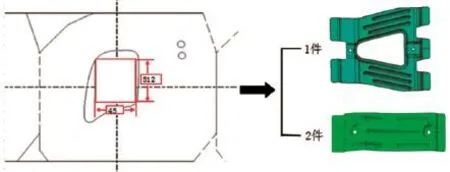
圖5 側圍外板門洞廢料再利用
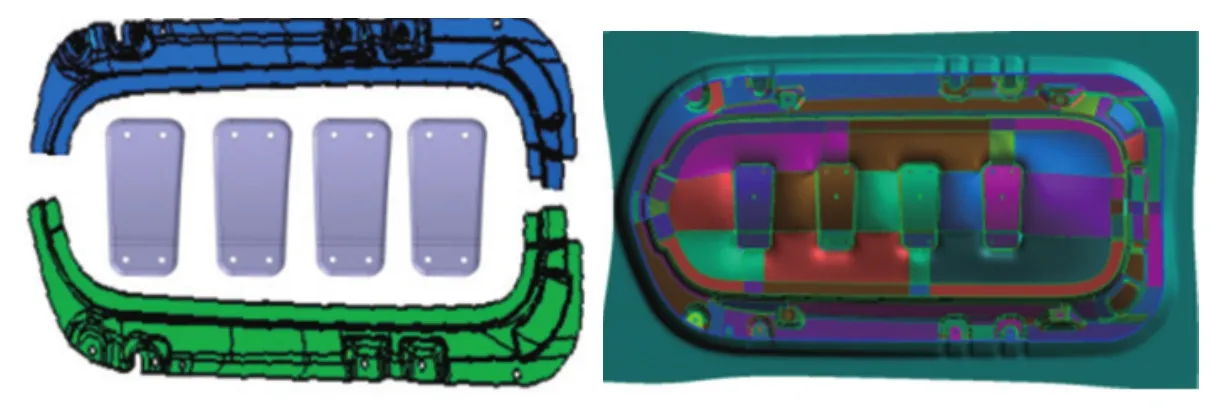
圖6 套件沖壓工藝規劃
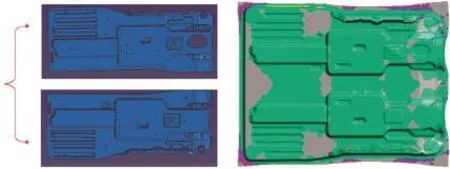
圖7 合模生產工藝
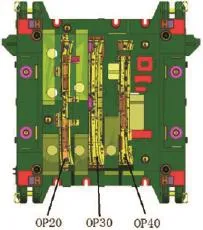
圖8 多工位模具
⑶使用級進模。圖9為某車型級進模工藝設計圖紙。在生產過程中,可以通過一名操作工、一臺壓機來實現該沖壓件的生產。級進模技術有效降低了對操作人員和壓機數量的需求,而且制件生產穩定性較高,制件品質得到了有效保障。
⑷應用一機兩模沖壓工藝排布。有些沖壓廠家,將兩副模具直接或者通過模板連接后安裝在大噸位壓機上進行生產,以解決小噸位壓機生產飽和問題和大噸位壓機單模生產的資源浪費問題。該生產方式需要保證兩副模具閉合高度一致,且所需成形力相近,以防左右受力不均影響壓機精度。
結束語
通過提升材料利用率和降低沖次費用所產生的效果對單個沖壓件來說是微小的,但對于年生產量過萬臺的整車來說降本增效的效果是顯著的。因此,汽車企業應該對沖壓新技術和新工藝進行研究和應用,不斷提升材料利用率,降低模具沖次成本,讓企業在行業中站穩腳跟并穩固發展。

猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
