撈鋼機(jī)的工作原理及控制策略
2017-08-07 19:32:00李積文何保衛(wèi)馬玉堂
重型機(jī)械 2017年4期
關(guān)鍵詞:控制策略
梁 龍,蔣 軍,李積文,何保衛(wèi),馬玉堂
(中國重型機(jī)械研究院股份公司,陜西 西安 710032)
?
撈鋼機(jī)的工作原理及控制策略
梁 龍,蔣 軍,李積文,何保衛(wèi),馬玉堂
(中國重型機(jī)械研究院股份公司,陜西 西安 710032)
撈鋼機(jī)是大方坯或矩形坯連鑄機(jī)出坯系統(tǒng)的重要中轉(zhuǎn)設(shè)備,其自身設(shè)備結(jié)構(gòu)、工作原理和控制策略直接影響出坯效率,關(guān)系到連鑄生產(chǎn)節(jié)奏。本文以國內(nèi)某鋼廠大方坯連鑄機(jī)為基礎(chǔ),討論撈鋼機(jī)的結(jié)構(gòu)及工作原理,從實(shí)際生產(chǎn)角度,以位置控制規(guī)律和理想定位過程控制算法為基礎(chǔ),討論撈鋼機(jī)的運(yùn)行策略,結(jié)果表明該策略提高了撈鋼機(jī)的控制精度。
大方坯連鑄機(jī);撈鋼機(jī);控制策略
0 前言
在大方坯或矩形坯連鑄設(shè)備中,撈鋼機(jī)是出坯系統(tǒng)的重要組成設(shè)備,其主要功能是將定尺切割后的大方坯或矩形坯運(yùn)送到步進(jìn)冷床、鑄坯移送裝置或存放臺架上。使用撈鋼機(jī)作為大方坯或矩形坯的中轉(zhuǎn)裝置,可以避免類似使用推鋼機(jī)中轉(zhuǎn)大方坯和矩形坯時(shí)對鑄坯表面造成的劃痕損傷,對于某些對表面質(zhì)量要求嚴(yán)格的鋼種來說,這一點(diǎn)尤為重要。
1 撈鋼機(jī)的設(shè)備組成
撈鋼機(jī)主要由車體、行走驅(qū)動(dòng)裝置、從動(dòng)輪裝置、提升鉤架裝置、提升驅(qū)動(dòng)裝置、行走及升降位置檢測裝置、隔熱板及維修走臺和電纜牽引裝置組成,如圖1所示。
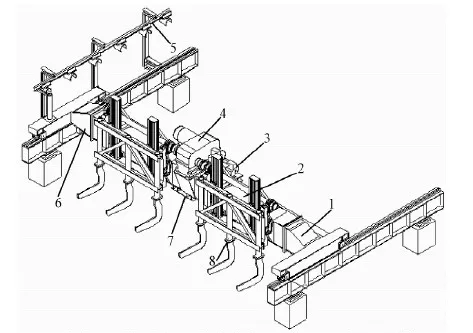
圖1 撈鋼機(jī)的設(shè)備組成
車體、行走驅(qū)動(dòng)裝置和從動(dòng)輪裝置構(gòu)成整個(gè)撈鋼機(jī)的行走部分。車體在垂直于鑄流方向的軌道上運(yùn)行,提升驅(qū)動(dòng)裝置安裝在車體上,控制提升鉤架裝置升降。行走驅(qū)動(dòng)裝置和提升驅(qū)動(dòng)裝置的電機(jī)上自帶編碼器,用于檢測撈鋼機(jī)的走行及升降位置。電纜牽引裝置負(fù)責(zé)在撈鋼機(jī)運(yùn)行過程中向撈鋼機(jī)供電。
1.1 車體
車體由主要由左車架、中間車架及右車架三部分組成。車體結(jié)構(gòu)較為復(fù)雜,車體下部安裝行走驅(qū)動(dòng)裝置,車體上部安裝提升驅(qū)動(dòng)裝置、提升構(gòu)架裝置和電纜牽引裝置,車體是撈鋼機(jī)的主要部件,負(fù)責(zé)完成撈坯等主要功能。
1.2 行走驅(qū)動(dòng)裝置
行走驅(qū)動(dòng)裝置是撈鋼機(jī)橫向移動(dòng)的執(zhí)行機(jī)構(gòu),由電機(jī)、減速器、制動(dòng)器、聯(lián)軸器、車輪及大齒輪等部件組成。電機(jī)自帶編碼器,控制行走位置,通過減速器帶動(dòng)車輪正轉(zhuǎn)或者反轉(zhuǎn)實(shí)現(xiàn)車體的前進(jìn)或者后退。電機(jī)與減速器之間用聯(lián)軸器聯(lián)接,在減速機(jī)的輸入端同時(shí)安裝著制動(dòng)輪,用于配合制動(dòng)器實(shí)現(xiàn)制動(dòng)。車體安裝有除渣板,用于清除軌道上雜物。
1.3 從動(dòng)輪裝置
從動(dòng)輪裝置由軸承座、車輪、軸承及車輪軸等部件組成,安裝在車體上,從動(dòng)輪裝置與行走驅(qū)動(dòng)裝置一起組成整個(gè)撈鋼機(jī)的行走部分。
1.4 提升鉤架裝置
提升鉤架裝置是撈鋼機(jī)運(yùn)送鑄坯的機(jī)構(gòu),提升鉤架裝置采用兩層“階梯”式結(jié)構(gòu),每層“階梯”可以運(yùn)送一根鑄坯,因此,撈鋼機(jī)一次最多可以運(yùn)送兩根鑄坯,相比于單根運(yùn)送鑄坯的撈鋼機(jī),此種提升鉤架裝置使撈鋼機(jī)的工作效率翻倍,使撈鋼機(jī)的控制更加靈活,更適用于多流方坯或矩形坯連鑄機(jī)的鑄坯輸送。
1.5 提升驅(qū)動(dòng)裝置
提升驅(qū)動(dòng)裝置是撈鋼機(jī)吊鉤升降的執(zhí)行機(jī)構(gòu),由電機(jī)、減速器、制動(dòng)器、聯(lián)軸器及提升齒輪等部件組成。電機(jī)自帶編碼器,控制升降位置,通過減速器帶動(dòng)提升齒輪正轉(zhuǎn)或者反轉(zhuǎn),實(shí)現(xiàn)提升架的上升或者下降。電機(jī)與減速器之間用聯(lián)軸器聯(lián)接,在減速機(jī)的輸入端同時(shí)安裝著制動(dòng)器,用于控制提升吊鉤的起、停。
1.6 行走及升降位置檢測
撈鋼機(jī)在滿足出坯區(qū)整體出坯工藝要求的前提下,能否達(dá)到較高的使用效率,與撈鋼機(jī)的行走和提升、合理有效的控制策略以及控制精度密不可分。在某鋼廠的實(shí)際使用過程中,采用編碼器和接近開關(guān)相結(jié)合的方式,即確保了經(jīng)濟(jì)實(shí)用,又保證了控制精度。
2 撈鋼機(jī)工作原理
撈鋼機(jī)一般位于出坯輥道末端,其運(yùn)行方向垂直于出坯輥道方向,主要負(fù)責(zé)將多流出坯輥道上的鑄坯通過撈鋼機(jī)的橫向移動(dòng),運(yùn)送至出坯輥道末端兩側(cè)的步進(jìn)冷床、鑄坯移送裝置或存放臺架上,保證鑄坯的下線、熱送或事故坯處理。
2.1 撈坯
當(dāng)出坯輥道上的某一流發(fā)出鑄坯定位信號后,撈鋼機(jī)車體由行走驅(qū)動(dòng)裝置控制,從待機(jī)位駛向位于出坯輥道上定位鑄坯,此時(shí)撈鋼機(jī)車體上的提升鉤架裝置處于高位,然后由行走驅(qū)動(dòng)裝置控制撈鋼機(jī)車體上的提升鉤架裝置停在撈坯位置,撈鋼機(jī)車體定位后,提升鉤架裝置的提升鉤下降至撈坯位,撈坯完成后,提升至鉤底高于坯面的安全位置,單根鑄坯的撈坯動(dòng)作完成;如果每次撈鋼機(jī)需要撈兩個(gè)鑄坯,則在單根鑄坯的撈坯動(dòng)作完成后重復(fù)上一動(dòng)作,直至撈鋼機(jī)的提升鉤架裝置完成兩個(gè)鑄坯的撈坯動(dòng)作。撈鋼機(jī)每次最多可以運(yùn)送兩個(gè)鑄坯。
2.2 放坯
撈鋼機(jī)完成撈坯動(dòng)作后,由行走驅(qū)動(dòng)裝置控制撈鋼機(jī)車體上的帶有鑄坯的提升鉤架裝置停在放坯位置,提升鉤架裝置的提升鉤下降至低位,將鑄坯放置在放坯位。然后提升鉤架裝置的提升鉤退出,上升至高位,駛向下一次撈坯位置,等待撈坯坯,一次撈坯動(dòng)作循環(huán)完成。
3 撈鋼機(jī)的運(yùn)行控制策略
撈鋼機(jī)的運(yùn)行控制主要是指撈鋼機(jī)車體的橫向行走定位控制和車體上提升鉤架裝置的升降位置控制,其運(yùn)行控制策略根據(jù)位置控制規(guī)律和理想定位過程控制算法來完成。
3.1 理想定位過程控制
理想定位過程是指撈鋼機(jī)在設(shè)定的位置能精確的定位并停止,其停止位置與設(shè)定位置沒有誤差。但在實(shí)際工作過程中,由于檢測精度、控制精度、設(shè)備結(jié)構(gòu)和運(yùn)行速度等原因,要實(shí)現(xiàn)理想定位過程是困難的。因此,需要在實(shí)際控制策略中引入合理的定位過程控制算法,消除或減小定位誤差,保證定位精度和控制準(zhǔn)確性。
3.2 理想定位過程控制算法
在撈鋼機(jī)運(yùn)行過程中,設(shè)撈鋼機(jī)實(shí)際運(yùn)行距離為S,撈鋼機(jī)設(shè)定運(yùn)行距離為S0,撈鋼機(jī)的最大線速度為vmax,撈鋼機(jī)受最大允許動(dòng)態(tài)轉(zhuǎn)矩限制的最大加速度為amax。根據(jù)位移、加速度和時(shí)間的關(guān)系可知,為了使位置偏差最小,同時(shí)保證撈鋼機(jī)運(yùn)行時(shí)間t最短,應(yīng)使撈鋼機(jī)以最大加速度amax起動(dòng),則在加速階段有
v=amaxt
(1)
如圖2所示,在加速階段,撈鋼機(jī)的位置偏差δ為
δ=S0-S=S0-amaxt2/2
(2)

圖2 位移S、速度V與加速度amax和時(shí)間t關(guān)系
速度到達(dá)vmax的時(shí)間t1為
t1=vmax/amax
(3)
將式(3)帶入式(2)得到位置偏差δ
δ=S0-v2max/2amax
(4)
式(4)中(v2max/2amax是在加速階段移動(dòng)的距離,即S1。由于此時(shí)還未到達(dá)所需要的設(shè)定位置,因此還需要以最大速度vmax繼續(xù)移動(dòng),到達(dá)合適位置后開始減速。減速時(shí)間必須綜合考慮到運(yùn)行時(shí)間最短和定位準(zhǔn)確兩個(gè)方面。一般采取在加速和減速過程中使用絕對值相同但方向相反的加速度的方法,這樣在減速階段移動(dòng)的距離正好等于加速階段移動(dòng)的距離。假設(shè)在S2=S1=v2max/2amax處開始以最大加速度amax開始減速,那么速度減為零時(shí),恰好到達(dá)所設(shè)定的位置,即δ=S0-S=0。
從以上分析看出,撈鋼機(jī)準(zhǔn)確的定位過程可以分為三個(gè)階段,如圖2所示。
對全市所有作業(yè)點(diǎn)進(jìn)行作業(yè)能力評估和安全等級評估,不達(dá)標(biāo)的下發(fā)限期整改通知書,未達(dá)到整改要求的不予發(fā)放作業(yè)彈藥、不予請示空域。現(xiàn)在全市15個(gè)防雹作業(yè)點(diǎn)均達(dá)標(biāo),并通過了公安、安監(jiān)和氣象部門的聯(lián)合驗(yàn)收。所有的標(biāo)準(zhǔn)化作業(yè)點(diǎn)均安裝了可視化監(jiān)控系統(tǒng)和物聯(lián)網(wǎng)管理系統(tǒng),并為作業(yè)點(diǎn)建設(shè)光纖網(wǎng)絡(luò),實(shí)現(xiàn)作業(yè)裝備彈藥市、縣、作業(yè)點(diǎn)三級聯(lián)合監(jiān)管和公安、安監(jiān)等部門齊抓共管的局面,確保作業(yè)安全和裝備彈藥儲存安全。
(1)第一階段,撈鋼機(jī)從靜止開始,以加速度amax加速到v=vmax,運(yùn)行時(shí)間為t=t1,運(yùn)行至S1位置,此階段運(yùn)行距離為S=S1;
(2)第二階段,撈鋼機(jī)從S1位置開始,以vmax速度勻速運(yùn)行,運(yùn)行時(shí)間t=t2-t1,運(yùn)行至S2位置,此階段運(yùn)行距離為S=S2-S1;
(3)第三階段,撈鋼機(jī)從S2位置開始,以加速度-amax減速到v=0,撈鋼機(jī)停止,運(yùn)行時(shí)間t=t3-t2,運(yùn)行至S0位置,此階段運(yùn)行距離S=S0-S2=S1。
從理論上說,以上分析的定位過程可以在短時(shí)間內(nèi)完成,但在實(shí)際工作過程中,由于受到撈鋼機(jī)每次工作行走距離的變化、控制精度、控制響應(yīng)時(shí)間和傳動(dòng)裝置滯后等因素的影響,如果要實(shí)現(xiàn)在位置偏差δ=S0-S=0是很難實(shí)現(xiàn)的,但這種指導(dǎo)思想可以很好的運(yùn)用在撈鋼機(jī)撈坯過程中。
3.3 實(shí)際定位過程控制算法
根據(jù)撈鋼機(jī)的設(shè)備和控制系統(tǒng)的特點(diǎn),根據(jù)理想定位過程控制算法,在具體使用過程中有兩種思路確定實(shí)際定位過程算法。
(1)加速和減速過程采用不同的加速度算法。在變頻器上設(shè)置合適的加速度,以滿足上述所說的定位過程的三個(gè)階段。加速和減速過程設(shè)置相同的加速度,針對相同的移動(dòng)距離是合適的,可以滿足定位過程的三個(gè)階段。但針對不同的移動(dòng)距離,使用相同的加速度,則所有的位置上不一定都能滿足定位過程的三個(gè)階段,這就需要重新考慮減速過程的控制曲線,即在減速過程中采用與加速過程中不同的加速度,通過模擬不同工作情況,并在調(diào)試過程中通過修正,最終確定合適的加速度;
在具體使用過程中,根據(jù)實(shí)際情況采用上述兩種方式的一種或者結(jié)合使用。在某鋼廠實(shí)際調(diào)試中,將上述兩種方式結(jié)合使用,實(shí)際應(yīng)用效果很好。
3.4 實(shí)際運(yùn)行控制策略
撈鋼機(jī)從初始位置開始運(yùn)行到多流撈坯位均為不同的定位過程,在此過程中,根據(jù)設(shè)備自身性能的特點(diǎn),在電機(jī)能力允許的條件下,在加速和減速過程中中設(shè)定相同的加速度,針對不同的撈坯位置選擇不同的最大速度,此原理轉(zhuǎn)換為變頻控制就是選擇不同的電機(jī)頻率。這樣在撈鋼機(jī)每次撈坯的過程中,都是開始加速行駛,到達(dá)設(shè)定的最大速度后勻速運(yùn)動(dòng)一定距離,然后開始做減速運(yùn)動(dòng),到達(dá)指定位置后停止。在調(diào)試過程中,對于確定的傳動(dòng)系統(tǒng)和電氣設(shè)備,設(shè)定系統(tǒng)允許的最大加速度,然后根據(jù)實(shí)際輥道間距和理論計(jì)算,確定不同間距L,根據(jù)S1=(v2max/2amax計(jì)算出撈鋼機(jī)能達(dá)到的最大速度,其中L>2S1。以此結(jié)果作為理論依據(jù),來指導(dǎo)實(shí)際操作,在實(shí)際調(diào)試過程中確定最大的行駛速度。
例如在某鋼廠調(diào)試過程中,運(yùn)用此方法作為指導(dǎo),調(diào)試數(shù)據(jù)如下:
設(shè)備參數(shù):電機(jī)最大頻率:50 Hz,最大速度1.2 m/s。通過變頻器設(shè)置的電機(jī)最大加速度為0.24 m/s2。當(dāng)變頻電機(jī)最大使用頻率為20 Hz時(shí),第一階段和第三階段行駛距離為0.48 m;當(dāng)變頻電機(jī)最大使用頻率為15 Hz時(shí),第一階段和第三階段行駛距離為0.27 m。連鑄機(jī)鑄流間距離為1.5 m,通過理論計(jì)算,這兩種頻率都可以在流間使用。但在具體調(diào)試過程中,由于設(shè)備間隙,控制響應(yīng)時(shí)間,以及為保證設(shè)備最終停穩(wěn),延長低速階段運(yùn)行時(shí)間等因素的影響,最終確定流間的最佳行駛頻率為15 Hz。
4 結(jié)論
(1)使用撈鋼機(jī)作為大方坯或矩形坯的中轉(zhuǎn)裝置可以減少對鑄坯表面質(zhì)量的損傷,保證鑄坯表面質(zhì)量;
(2)采用“階梯”式提升裝置,大大提高撈鋼機(jī)的工作效率;
(3)根據(jù)位置控制規(guī)律和理想定位過程的控制算法,設(shè)計(jì)撈鋼機(jī)的運(yùn)行控制策略,提高了撈鋼機(jī)的控制精度,提高撈鋼機(jī)的工作效率。
[1] 楊拉道,謝東剛.連續(xù)鑄鋼技術(shù)研究成果與應(yīng)用[M].昆明:云南科技出版社,2012.
[2] 干勇.現(xiàn)代連鑄鑄鋼實(shí)用手冊[M] .北京:冶金工業(yè)出版社,2010.
[3] 天津電氣傳動(dòng)設(shè)計(jì)研究所.電氣傳動(dòng)自動(dòng)化技術(shù)手冊 (2版) [M] .北京:機(jī)械工業(yè)出版社,2005.
[4] 成大先.機(jī)械設(shè)計(jì)手冊[M].北京:化學(xué)工業(yè)出版社,2012.
[5] 劉明延,李平. 板坯連鑄機(jī)設(shè)計(jì)與計(jì)算[M].北京:機(jī)械工業(yè)出版社,1990.
[6] 趙爭鳴.關(guān)于矢量控制與直接轉(zhuǎn)矩控制特性試驗(yàn)比較的探討 [J].變頻器世界,2004(03).
[7] 林德新.造紙機(jī)多點(diǎn)傳動(dòng)中的電動(dòng)機(jī)負(fù)荷平衡[J].電氣傳動(dòng),2002(05).
[8] 王寶羅.熱連軋機(jī)帶觀測器調(diào)速系統(tǒng)[J].電氣傳動(dòng),1993(02).
[9] 朱紅.西門子6SE70型變頻器制動(dòng)方案選擇[J].電氣傳動(dòng),1999(01).
[10]陳伯時(shí).自動(dòng)控制系統(tǒng)[M]. 北京:機(jī)械工業(yè)出版社,1981.
[11]機(jī)械工程手冊電機(jī)工程手冊編委會. 電機(jī)工程手冊(2版)[M].北京:機(jī)械工業(yè)出版社,1997.
[12]滿永奎. 通用變頻器及其應(yīng)用[M].北京:機(jī)械工業(yè)出版社,1995.
[13]于勇,張家泉. 品種鋼、優(yōu)特鋼900問[M].北京:中國科學(xué)技術(shù)出版社,1995.
[14]王新華.鋼鐵冶金-煉鋼學(xué)[M].北京:高等教育出版社,2007.
[15]史寰興.實(shí)用連鑄冶金技術(shù)[M].北京:冶金工業(yè)出版社,1998.
The working principle and control strategy of lifting transfer converyer
LIANG long,JIANG Jun,LI Ji-wen,HE Bao-wei,MA Yu-tang
(China National Heavy Machinery Resarch Institute Co.,Ltd.,Xi’an 710032,China)
Lifting transfer conveyer is an important equipment for the continuous casting machine of bloom or rectangular billet. The structure, working principle and control scheme of the system directly affect the efficiency of the billet, and affect the production rhythm to the continuous casting production. In this paper, the structure and working principle are discussed. From the actual production, with position control law and control algorithm based on ideal positioning process, the operation strategy of the lifting transfer conveyer is discussed.
bloom continuous casting machine; billet equipment; blank traversing conveyer; control strategy
2016-10-16;
2016-11-09
梁龍(1985-),男,工程師,主要研究方向冶金設(shè)備。
TP393
A
1001-196X(2017)04-0018-04
猜你喜歡
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:37:02
能源工程(2020年6期)2021-01-26 00:55:22
山東冶金(2019年3期)2019-07-10 00:54:04
消費(fèi)導(dǎo)刊(2018年10期)2018-08-20 02:57:02
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:37
通信電源技術(shù)(2016年1期)2016-04-16 04:57:26
電測與儀表(2016年20期)2016-04-11 11:38:24
通信電源技術(shù)(2016年5期)2016-03-22 01:09:38
電機(jī)與控制應(yīng)用(2015年2期)2015-03-01 03:49:24
電測與儀表(2014年24期)2014-04-09 11:35:36
