管體坡口曲面數控加工技術研究
2017-08-07 19:32:00孫興偉朱新華趙文濤高春月
重型機械 2017年4期
孫興偉,朱新華,趙文濤,高春月,畢 超
(沈陽工業大學 機械工程學院,沈陽 110870)
?
·加工工藝·
管體坡口曲面數控加工技術研究
孫興偉,朱新華,趙文濤,高春月,畢 超
(沈陽工業大學 機械工程學院,沈陽 110870)
通過建立正交管體相貫線數學模型,建立等角度及變角度管體坡口數學模型,將不同規格的管件坡口轉化為數據點表示。對管體坡口加工原理進行分析,確立機床各個運動軸的聯動關系。通過管體坡口數據,在SolidWorks中建立坡口管體三維模型及坡口加工專用機床三維模型,進行坡口加工運動仿真并對仿真結果進行分析。編制加工宏程序并進行實際加工檢驗,解決了手工編程加工管體坡口的技術難題,通過調用宏程序,大大提高加工程序編制的效率,可以方便、靈活的通過修改宏變量來提高銑削精度。
相貫線;管體坡口;運動仿真;宏程序
0 前言
石油、化工、電力等行業中經常有不同直徑規格的圓形管體需要焊接,而焊接質量的高低與管體坡口的加工質量密切相關。在對管件焊接質量要求較高的情況下,傳統的手動氣割無法滿足坡口加工要求,只能采用數控銑削加工[1-2]。由于管管配合的相貫線為空間曲線[3],編程方法只能采用CAM輔助編程或宏程序編程,相比而言,宏程序較易修改,編程效率較高,而且具有極強的通用性[4]。本文通過建立正交管體相貫線數學模型[5],進而建立管體坡口數學模型;對管體坡口加工原理進行分析,確立機床各個運動軸的聯動關系;通過管體坡口數據,在SolidWorks中建立坡口管體三維模型及坡口加工專用機床三維模型,進行坡口加工運動仿真并對仿真結果進行分析[6-8];編制加工宏程序并進行實際加工檢驗。
1 正交管體相貫線數學模型的建立
如圖1所示,設半徑為R的母管與半徑為r的支管正交,且R≥1.2r,φ為支管的展開角。將坐標原點O設在支管軸線與母管軸線的交點處,以支管軸線方向為Z軸,母管軸線方向為X軸,以支管軸線與母管軸線組成平面為XOZ平面,過O點且與XOZ平面垂直建立Y軸。
在O-XYZ坐標系下,建立正交管體相貫線數學模型為
Xφ=rcosφ
Yφ=rsinφ
Zφ=R2-r2cosφ
(1)
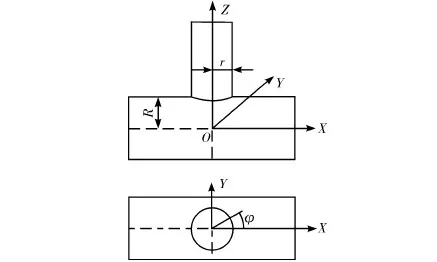
圖1 母管與支管正交相貫
2 管體坡口數學模型的建立
管體坡口分為帶鈍邊坡口與無鈍邊坡口,實際加工焊接中鈍邊尺寸規格為2mm×2mm。如圖2所示,為與母管正交相貫配合的帶鈍邊坡口的支管,根據所建立的正交管體相貫線數學模型(1)可推導出帶鈍邊管體坡口的數學模型,其中無鈍邊坡口數學模型可由帶鈍邊坡口數學模型得到。如圖2所示,帶鈍邊管體坡口曲面型線由4條曲線a、b、c、d組成,管件壁厚為t,建立每條曲線的數學模型。
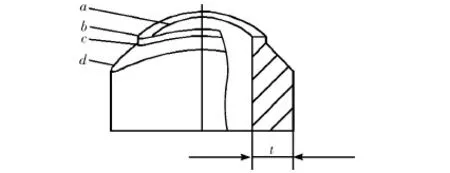
圖2 帶鈍邊管體坡口
曲線a數學模型:
Xφ(a)=(r-t)cosφ
Yφ(a)=(r-t)sinφ
Zφ(a)=R2-(r-t)2cos2φ
(2)
曲線b
Xφ(b)=(r-t+2)cosφ
Yφ(b)=(r-t+2)sinφ
Zφ(b)=R2-(r-t)2cos2φ
(3)
曲線c數學模型:
Xφ(c)=(r-t+2)cosφ
Yφ(c)=(r-t+2)sinφ
Zφ(c)=R2-(r-t)2cos2φ+2
(4)
圖3為等角度管體坡口1/2周期截面圖,當坡口為定角度時,隨著支管φ的變化坡口角度始終為定值θ,則曲線d數學模型為
Xφ(d)=(r-t+2)cosφ
Yφ(d)=(r-t+2)sinφ
Zφ(d)=R2-(r-t)2cos2φ+2+t-2tanθ
(5)
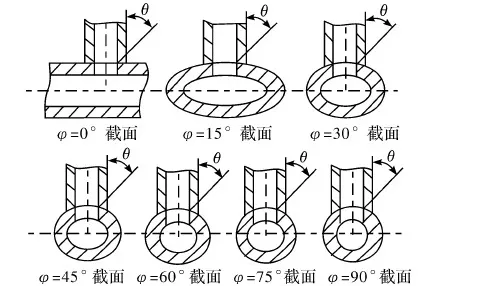
圖3 等角度管體坡口截面圖
圖4為變角度管體坡口1/2周期截面圖,當坡口為變角度時,坡口角度θ隨支管φ的變化做周期性變化。坡口角度的周期性變化的目的是確保在任意φ值處支管與母管的焊料填充面積始終近乎相等,即進行變角度等截面坡口焊接。
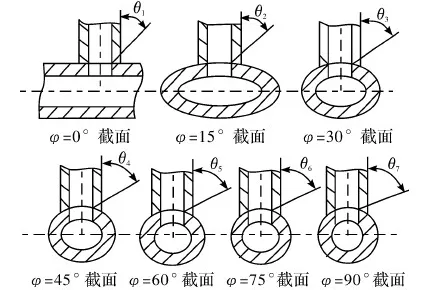
圖4 變角度管體坡口截面圖
圖5為坡口焊料填充面積。建立圖示直角坐標系,設在任意φ值處焊料的填充面積為S,點b、e、o所圍面積為S1,S1+S為o、c、d、e所圍面積S2。
首先,曲線方程y=Ax2+Bx+C可由曲線上三點(0,zφ(b)-zφ(e))、(t-2,0)、((t-2)/2,Z(t-2)/2)確定。
則S1、S2、S的表達式為
S1=∫t-20(Ax2+Bx+c)dx
(6)
S2=[(zφ(c)+zφ(d)-2zφ(e))](t-2)2
(7)
S=S2-S1=[(zφ(c)+zφ(d)-2zφ(e))]2 (t-2)-∫t-20(Ax2+Bx+c)dx
(8)
設定任意φ=α處的坡口角度為θ=β,通過式(5)計算z值帶入式(8)中,可得到與之唯一對應的Sαβ值。由于S在任意處均相等,可得S=Sαβ。因此,管件為變角度坡口時曲線d的數學模型為:
xφ(d)(r-t+2)cosφ
yφ(d)=(r-t+2)sinφ
zφ(d)=2(Sαβ+∫0t-2(Ax2+Bx+c)dx)/(t-2)+
2R2-r2cos2φ-R2-(r-t)2cos2φ-2
(9)
3 坡口加工原理
圖6為管體坡口加工專用機床加工原理圖,O-XYZ為機床坐標系,O1為刀具擺動中心。圖中,銑刀刀具的旋轉運動n為加工主運動,銑刀沿工件的徑向和軸向運動分別為X和Z,銑刀繞Y軸的擺動運動為B,工件的旋轉運動為C。進行坡口加工時,首先加工坡口上部的相貫曲面,然后再加工坡口。加工相貫曲面時,銑刀擺動到一定角度B,然后通過銑刀軸向運動Z和工件的旋轉運動C兩軸聯動實現管體相貫曲面的加工。
機床加工管體坡口時為四軸聯動,即銑刀的徑向運動X、軸向運動Z、銑頭的擺動B和工件的旋轉運動C等4個運動,在數控系統的控制下按理論計算的相對軌跡進行逐點插補,實現管體坡口型面的銑削加工工藝。
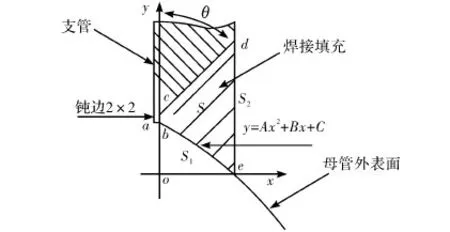
圖5 坡口焊料填充面積
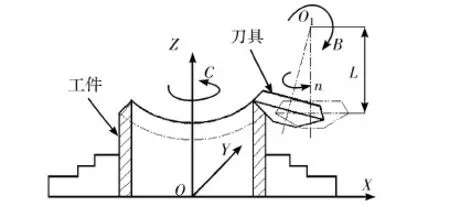
圖6 管體坡口加工原理
4 管體坡口加工運動仿真
本文在SolidWorks中,以支管規格為φ168×27與母管規格為φ219×20相貫為例進行支管管體三維模型的建立;以坡口加工專用機床的三維零件建立裝配體。將管體及機床模型導入SolidWorks Motion模塊,通過對機床加工原理的分析及數學模型的應用,確定了加工管體坡口曲面時機床各軸運動關系及形式與參數設置,實現管體坡口加工運動仿真。
4.1 管體三維模型的建立
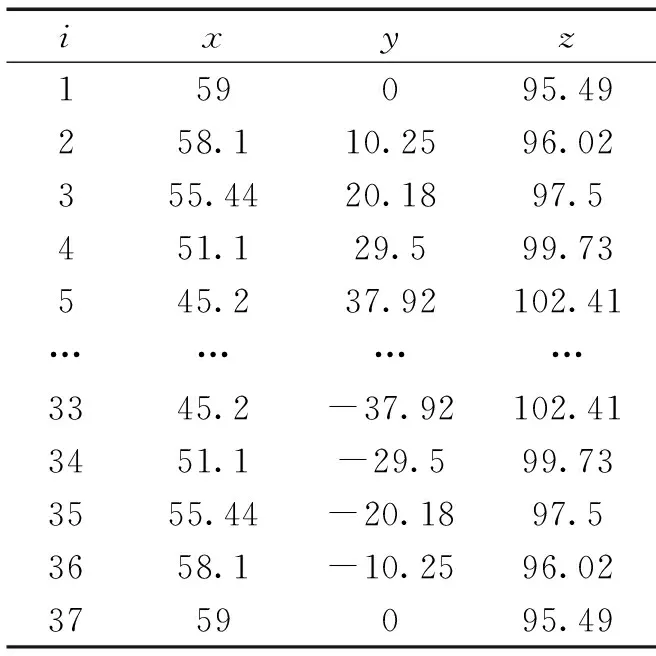
表1是規格為φ168×27的支管與規格為φ219×20母管相貫時支管坡口數據點。該表中c、d分別表示管體坡口曲面內、外輪郭線的點集,i表示數據點的個數。本文通過管體坡口的數據點,在SolidWorks三維建模中進行管體三維模型的建立。
將表1中c組和d組數據點導入三維建模環境中,SolidWorks將數據點擬合為圖7所示的管體坡口輪廓曲線,然后建立坡口曲面和圖8所示的管體坡口三維模型。
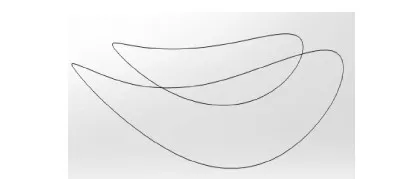
圖7 管體坡口輪廓曲線
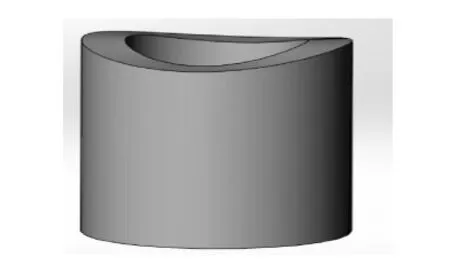
圖8 管體坡口三維模型
ixyz159095.49258.110.2596.02355.4420.1897.5451.129.599.73545.237.92102.41…………3345.2-37.92102.413451.1-29.599.733555.44-20.1897.53658.1-10.2596.023759095.49
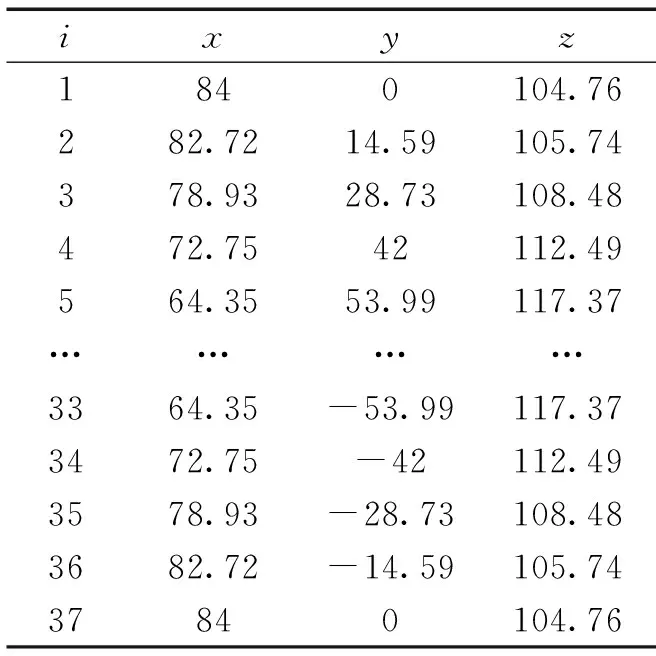
表2 管體坡口曲面外輪郭線的數據點
4.2 坡口機床三維模型的建立
坡口機床主要由銑頭、立柱、床身等幾部分組成。在SolidWorks裝配模塊中,將已建好的零件模型進行裝配,通過裝配可以對機床零件的配合進行干涉檢查,對所設計零件進行優化。圖9為裝配完成后的管體坡口加工專用機床三維模型。
圖9 坡口機床三維模型
4.3 管體坡口加工運動仿真
利用專用加工機床的三維模型,通過銑刀軸向運動Z和工件旋轉運動C的聯動實現刀具按照相貫型線軌跡運動,圖10、11分別為Z、C軸輸出位移與時間關系。從圖10可看出,加工坡口曲面時,Z軸的運動形式為周期性振蕩,振蕩幅值為16.04 mm,振蕩頻率為0.2 Hz,與實際管體數據點所具有的變化幅值及變化周期一致;從圖11可看出,加工相貫曲面時C軸的轉動變量在任意時刻為定值。
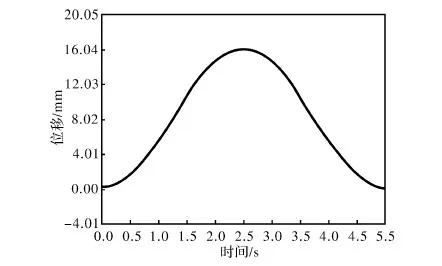
圖10 Z軸輸出位移與時間關系

圖11 C軸輸出位移與時間關系
除Z、C軸的運動關系外,還需要加入B、X軸的聯動,其中B軸控制銑頭周期往復擺動的角度幅值,X軸對銑頭擺動過程中的方向位移進行補償。通過圖12中B軸輸出角度位移與時間關系分析可得B軸的轉動形式為振蕩,振蕩頻率為0.2 Hz,振蕩幅值為24.67 mm,進而可得到擺角幅值變化表3。通過圖13中X軸輸出位移與時間關系分析可得,X軸的運動形式為振蕩,振蕩頻率為0.2 Hz,振蕩幅值為67.36 mm。該分析結果符合所建立的坡口加工數學模型及與實際管體數據點所具有的變化幅值及變化周期一致。
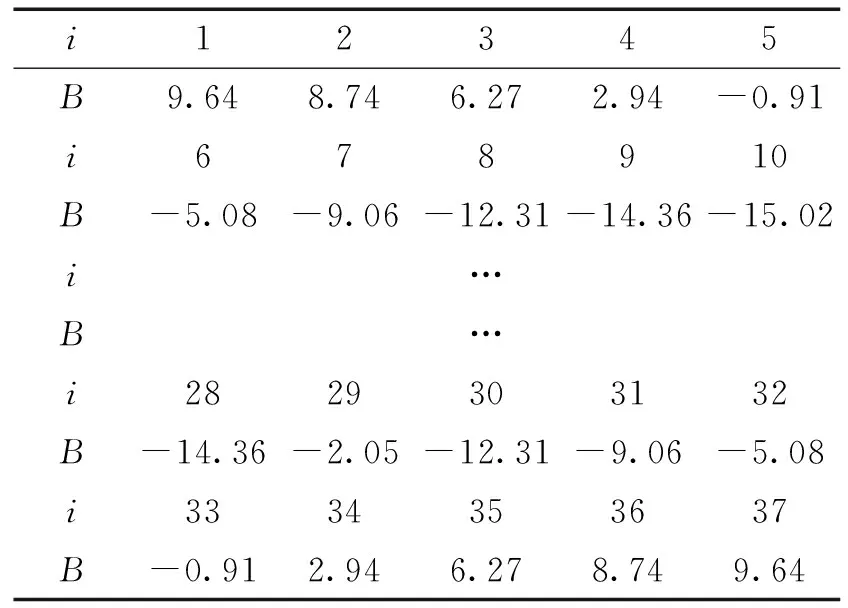
表3 擺角幅值變化
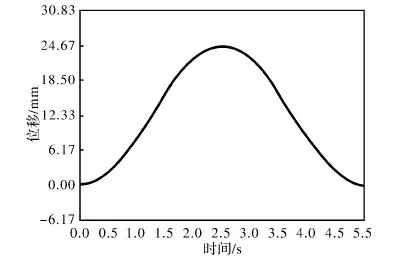
圖12 B軸輸出角度位移與時間關系
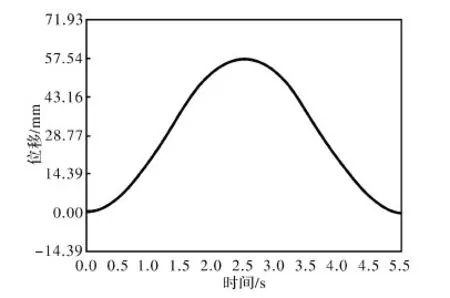
圖13 X軸輸出位移與時間關系
5 加工實例
選用規格為φ168×27的支管與規格為φ219×20母管相貫為例,進行支管坡口曲面的加工。圖14、15為加工機床運行宏程序時機床加工坡口曲面動作及坡口曲面加工完成圖。
通過實際加工,宏程序可以有效的控制機床各軸運動,使機床刀具按照相貫線軌跡運動及坡口數學模型角度擺動,高效、高質的完成坡口曲面的加工。

圖14 坡口曲面加工

圖15 坡口曲面
6 結論
在建立正交管體相貫線數學模型的基礎上對等角度及變角度管體坡口數學模型進行建立;對坡口加工專用機床的加工原理進行分析;將不同規格的管件坡口轉化為數據點表示,進而在solidworks中建立坡口管體三維模型及坡口加工專用機床三維模型并進行坡口加工運動仿真。通過對仿真結果的分析,驗證了所建管體坡口數學模型的準確性及對機床加工原理分析的正確性。在以上研究基礎上,編制坡口加工宏程序并進行實際加工。通過實際加工結果可得所編宏程序符合實際加工需要,通過修改宏變量的參數可以方便、高效的調整加工的效率及精度,在坡口加工中具有較強的經濟性和實用性。
[1] 黃振山,王國棟,王剛.管端相貫焊接坡口數控切割研究[J].制造業自動化,2005,27(09):34-37.
[2] C.M.Cheng,C.P.Chou,I.K.Lee,etal. Distortion Analysis of Single V-Groove Butt Welding on Heat Treatable Aluminum Alloys[J].Mater.Science.Technology, 2005,21 (05):1358- 1363.
[3] 張曉東,王園宇,郝鵬飛,等.相貫線及其展開曲線的方程構建方法的研究[J].機械設計與研究,2008(09):21-24.
[4] 胡運林.圓管體相貫坡口數控銑削加工技術的研究[J].組合機床與自動化加工技術,2012(02):109-112.
[5] 何賽松,徐雷.數控管切割機床相貫線切割研究[J].制造業自動化,2011,33(04):65-80.
[6] 唐春龍.SolidEdge環境下的機構運動仿真[J].計算機輔助設計與圖形學學報, 2004, 16 (08) : 1182 -1184.
[7] 江洪,陸利峰,魏崢. SolidWorks動畫演示與運動分析實例解析[M ].北京:機械工業出版社, 2006.
[8] 付永忠.基于SolidWorks的自頂向下裝配體設計及運動仿真[J].機床與液壓,2006,(07):224-225.
[9] 周志雄, 周秦源 ,任瑩暉.復雜曲面加工技術的研究現狀與發展趨勢[J].機械工程學報,2010(17).
[10] 王利輝.基于神經網絡的曲面加工路徑優化研究[J].數字技術與應用,2014(05).
[11] 呂明.復雜曲面銑削加工參數雙神經網絡優化方法研究[J].湖南工業大學學報,2014(03).
[12] 丁杰, 孫博, 劉踐豐,等.端銑刀五坐標曲面加工刀位計算方法研究[J].機械制造,2015(07).
NC machining technology research of the tube groove surface
SUN Xing-wei, ZHU Xin-hua, ZHAO Wen-tao, GAO Chun-yue, BI Chao
(Shenyang University of Technology, School of Mechanical Engineering,Shenyang 110870 ,China)
Orthogonal pipe body Intersection mathematical and equal angles and variations angle pipe body groove mathematical model are established to transfer different sizes of pipe body groove into data points represent. Pipe body groove machining principle is analyzed to establish machine axes relationship. Through the tube groove data, a 3-D model in SolidWorks was established, to simulate groove machining motion. Formulate macro program and the actual machining inspection solve the technical problems of manual programming process pipe body groove, by calling a macro program,it greatly improve the efficiency of the machining program, and could easily and flexibly modify the macro variables to improve the precision milling.
intersection;pipe body groove;motion simulation;macro program
2016-10-28;
2017-01-13
孫興偉(1970-),女,沈陽工業大學教授。
TG659,TP273
A
1001-196X(2017)04-0086-06
