激光熔覆技術修復純鎳板工藝研究
2017-08-01 11:30:52楊玉軍
氯堿工業 2017年6期
關鍵詞:工藝
楊玉軍
(唐山三友氯堿有限責任公司,河北 唐山 063305)
激光熔覆技術修復純鎳板工藝研究
楊玉軍*
(唐山三友氯堿有限責任公司,河北 唐山 063305)
激光熔覆;換熱器;鎳板;腐蝕;修復
為了研究激光熔覆修復純鎳板孔洞的技術,建立了影響激光熔覆工藝參數的簡化物理模型,并測得了參數變化與熔覆層尺寸的關系。結果表明:激光熔覆層形貌與送粉量相關,熔覆層寬度和高度與激光束移動速度關系密切;當激光功率1.5 kW、光斑直徑4 mm時,通過調節送粉量(0.75~1.75 g/s)和激光束移動的速度(1~5 mm/s),可以實現激光熔覆技術修復腐蝕的純鎳板,滿足工業應用的要求。
成品堿板式換熱器一般長期工作在90 ℃左右的燒堿工藝條件下,內部的換熱板片被腐蝕出直徑為1~3 mm的孔洞而泄漏(見圖1),從而影響成品燒堿的工藝指標。唐山三友氯堿有限責任公司(以下簡稱“唐山三友”)成品堿板式換熱器采用進口設備,材質為Ni201,厚度僅為0.6 mm。腐蝕后,傳統的修復方案是更換新的板式換熱器,成本較高。如何修復換熱器孔洞,延長設備使用壽命,是需要解決的重要問題。目前修復技術主要有:噴涂、電刷鍍、電焊、激光熔覆等。激光熔覆克服了其他修復技術存在的諸多問題,如基體材料表面無須預處理,熔覆層與基體材料界面形成冶金結合等,但也常出現熔覆層表面凹凸不平、裂紋和孔洞等質量不穩定情況,特別對于修復換熱器鎳片,激光熔覆工藝的選擇尤其重要。許多研究工作者將熔覆過程中的各工藝參數統一于能量(密度)輸入來描述,但對能量輸入的定義方法卻不同,沒有統一的影響因素來判定熔覆效果。研究激光熔覆層特征量參數,具有一定的應用價值。

圖1 腐蝕的成品堿板式換熱器鎳板
1 激光熔覆影響參數
1.1 激光熔覆加工影響因素
激光熔覆加工是受多個參數影響的復雜過程,激光功率、激光掃描速度、送粉量、熔池溫度等都會對它產生影響,具體為三大類參數:激光參數(功率、焦距、光斑尺寸、模式、波長)、金屬粉末物理參數(金屬粉末成分組成、粒度、吸收率、熱物理性能)和加工過程參數(送粉量、光束移動速度、保護氣流量等)。它們決定了激光與粉末流相互作用的物理過程,同時也直接影響熔覆層的組織、性能和熔覆層的幾何尺寸、精度。具體影響見圖2。

圖2 影響熔覆性能的相關參數
1.2 影響參數的物理數學模型
為保證熔覆層性能和尺寸精度,必須重點考慮送粉量、熔池溫度、激光掃描速度以及零件形貌。分別根據能量導入和粉末輸運原理,構建關系式如下:
E=P/(D·v)。
E為能量,J;P為激光功率,W;v是激光束移動速度,mm/s;D為光斑直徑,mm。
W=D(1-α·v);
Hb=b·Mp/v。
W為熔覆層寬度,mm;α為經驗常數;Hb為試驗熔覆層高度數值,mm;Mp為送粉量,g/s;b為經驗常數。
根據物理冶金原理,熔覆材料和基體材料必須加熱到足夠高的溫度才能滿足冶金反應所需的條件,最終形成規則幾何外形的熔覆層。熔覆層寬度是由光斑直徑決定的,也受激光掃描速度的影響。熔覆層高度隨送粉量的增加而增厚,隨激光掃描速度的加快而減薄。試驗得到α、b經驗常數即可表示其具體量化關系。
2 鎳板激光熔覆層質量分析與控制
激光熔覆也稱激光涂覆或激光包覆,它通過在基材表面添加熔覆材料,并利用高能密度的激光束使之與基材表面薄層一起熔化凝結在一起。熔覆層質量主要指的是熔覆層的尺寸參數和裂紋缺陷[2]。
如圖3所示建立裝置。試驗用激光器為半導體激光器,光斑直徑為4 mm,激光功率0.7~2.1 kW,掃描速度1~5 mm/s。基體材料為Ni201板,選用的粉末材料為純鎳基合金[w(Ni+Co)≥99.8%,w(C)≤0.003%,w(Si)≤0.003%,w(Fe)≤0.004%,w(其他)≤0.5%], 粒徑<75 μm,熔點為1 455 ℃,松密度為1.8~4.8 g/cm3,流動性≤30 s/(50 g) 。
2.1 激光熔覆工藝參數的確定
熔覆層的截面如圖4所示,其中W表示熔覆層的寬度,H表示熔覆層的高度,h表示基材的熔深,該項試驗主要研究在不同工藝參數下W和H的變化規律。采用的激光工藝參數為:激光功率P=1 000~1 600 W,掃描速度v=1~5 mm/s,送粉量Mp=0.75~1.75 g/s。
圖5和圖6分別是當送粉量為1.33 g/s時,熔覆層的高度和寬度在不同激光功率下隨掃描速度的變化曲線圖。從中可以看出:當送粉量不變時,在一定激光功率下熔覆層的高度和寬度隨著掃描速度的加快而減小;在一定掃描速度下,熔覆層的高度和寬度隨著激光功率的增大而增大;熔覆層的高度隨激光功率發生改變的程度相對較小。
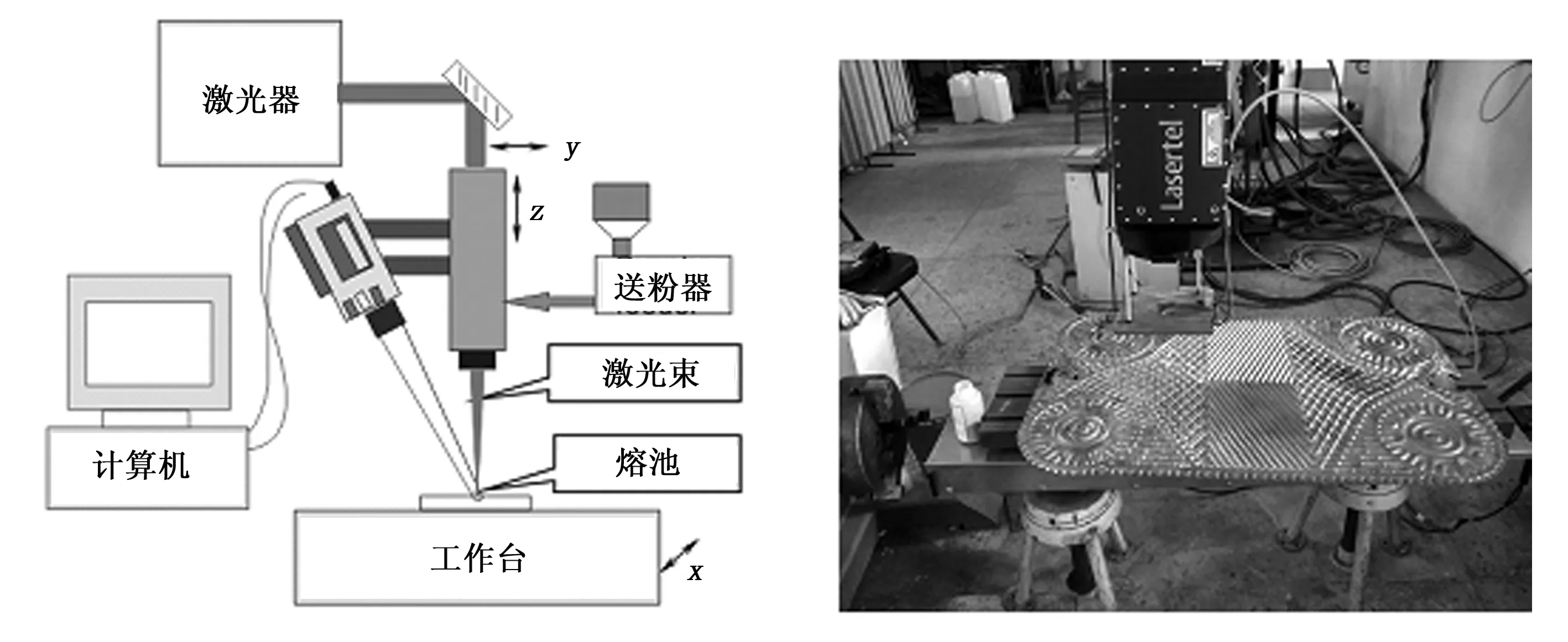
圖3 試驗裝置示意圖
Fig.3 Diagram of test device
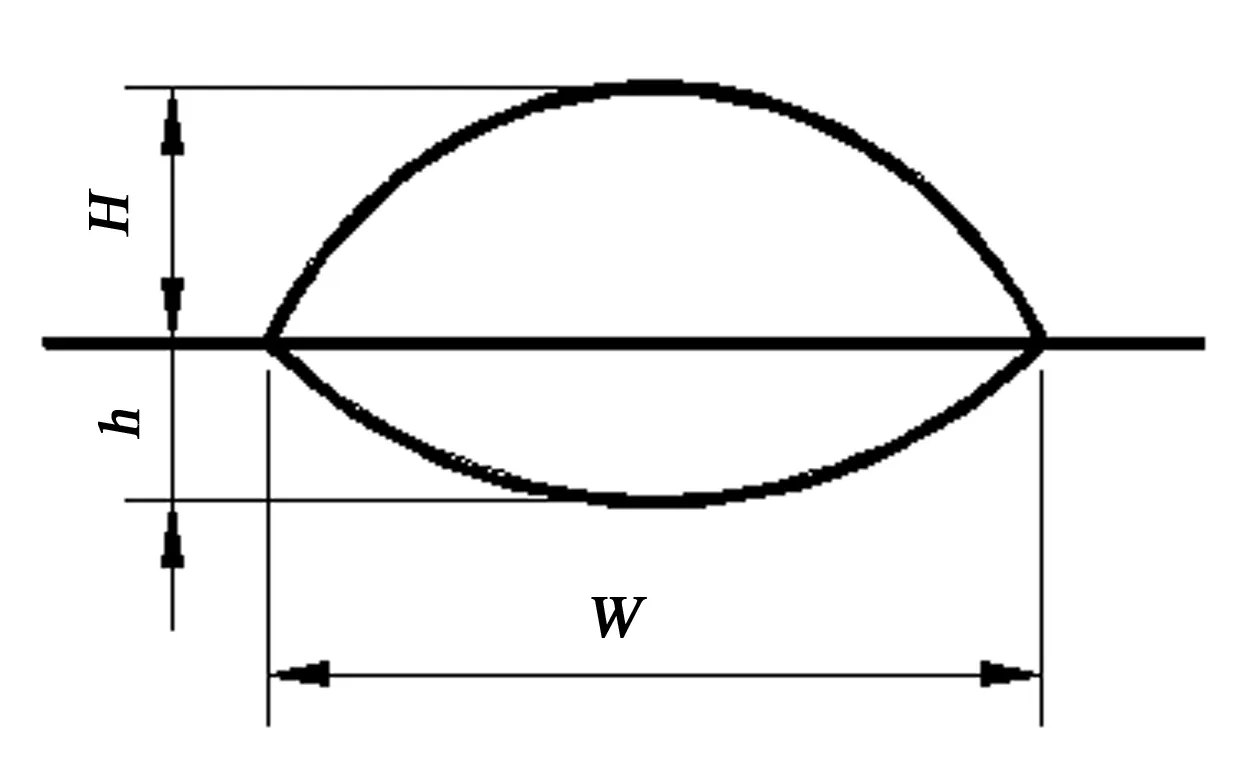
圖4 單道熔覆層界面示意圖
Fig.4 Diagram of single-pass cladding layer interface
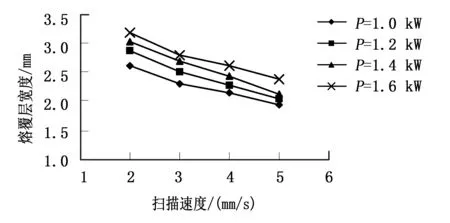
圖6 熔覆層寬度隨掃描速度的變化曲線
2.2 經驗常數α、b參數的獲取
以相同的工藝參數制備兩個長度分別為20 mm和40 mm的薄壁試樣,然后比較它們的實際寬度和高度與理論高度和寬度的差別。工藝參數為:P=1.5 kW,v=4.8 mm/s,Mp=0.786 g/s。在該參數下單道熔覆層的高度約0.8 mm、寬度2.66 mm。則試驗得到α=0.07、b=0.005。經驗常數b的量綱為mm2/mg。
2.3 激光熔池參數的獲取
工藝參數P=1.5 kW、Mp=0.786 g/s時,變換不同掃描速度得到了激光熔池熱輻射圖像,如圖7所示。可以看出:試件移動速度越快,熔池熱輻射圖像尺寸越小。圖8為激光熔池溫度場分布圖像,由圖8可見:到0.5 s時,熔池基本達到了穩定狀態,熔池平均溫度基本在1 800 K左右,熔池尺寸約1.5×2 mm2。表明在送粉量、激光功率和加工速度不變的情況下,熔池溫度分布比較穩定,熔池尺寸也穩定在1.5×2 mm2左右。激光熔池溫度場分布圖像也反映了激光模式分布的信息,試驗所用的激光并非圓形,而是近似圓形;激光光斑內功率分布也不均勻,中心功率密度高。因此,激光熔池溫度分布呈現不均勻狀態。
根據熔池形成過程及實時熱輻射圖像,調整激光加工速度和激光功率等參數,使能量輸入和熱傳導過程平衡,保證激光熔池平均溫度穩定和熔池尺寸穩定,這樣可有效提高激光加工質量。熔池達到穩定狀態需要一定的時間,根據到達穩定狀態時間及加工速度,可計算出提前加工量。穩定狀態時,熔池尺寸存在一定的波動,但波動量不是很大,在選取多道搭接量時,必須考慮熔池尺寸波動量。
2.4Mp及v對熔覆層形貌影響
選定激光功率P=1.5 kW時,測定掃描速度v和送粉量Mp的不同取值范圍對熔覆層截面尺寸的影響(試驗結果見表1)。試驗中沒有其他輔助散熱裝置。試驗表明:在P和v變化不大時,激光熔覆表面宏觀形貌與送粉量關系密切;在其他條件相同的情況下,隨v的增大,熔覆層寬度有所變化(有變小的趨勢),而熔覆層厚度增加不明顯。基本符合熔池熱輻射圖像尺寸隨v的增大逐漸變小的試驗結果。

(a)1.2 mm/s

(b)2.0 mm/s

(c)3.2 mm/s

(d)4.8 mm/s
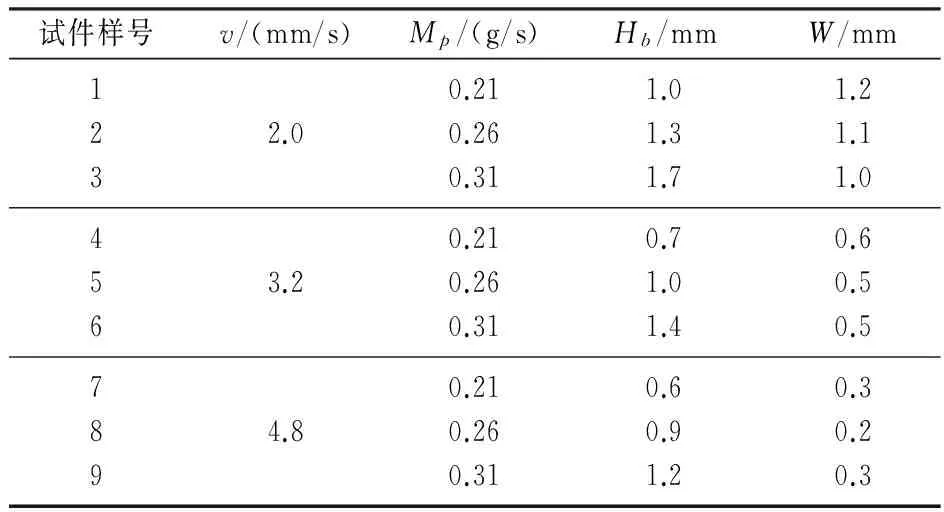
試件樣號v/(mm/s)Mp/(g/s)Hb/mmW/mm1232.00.210.260.311.01.31.71.21.11.04563.20.210.260.310.71.01.40.60.50.57894.80.210.260.310.60.91.20.30.20.3
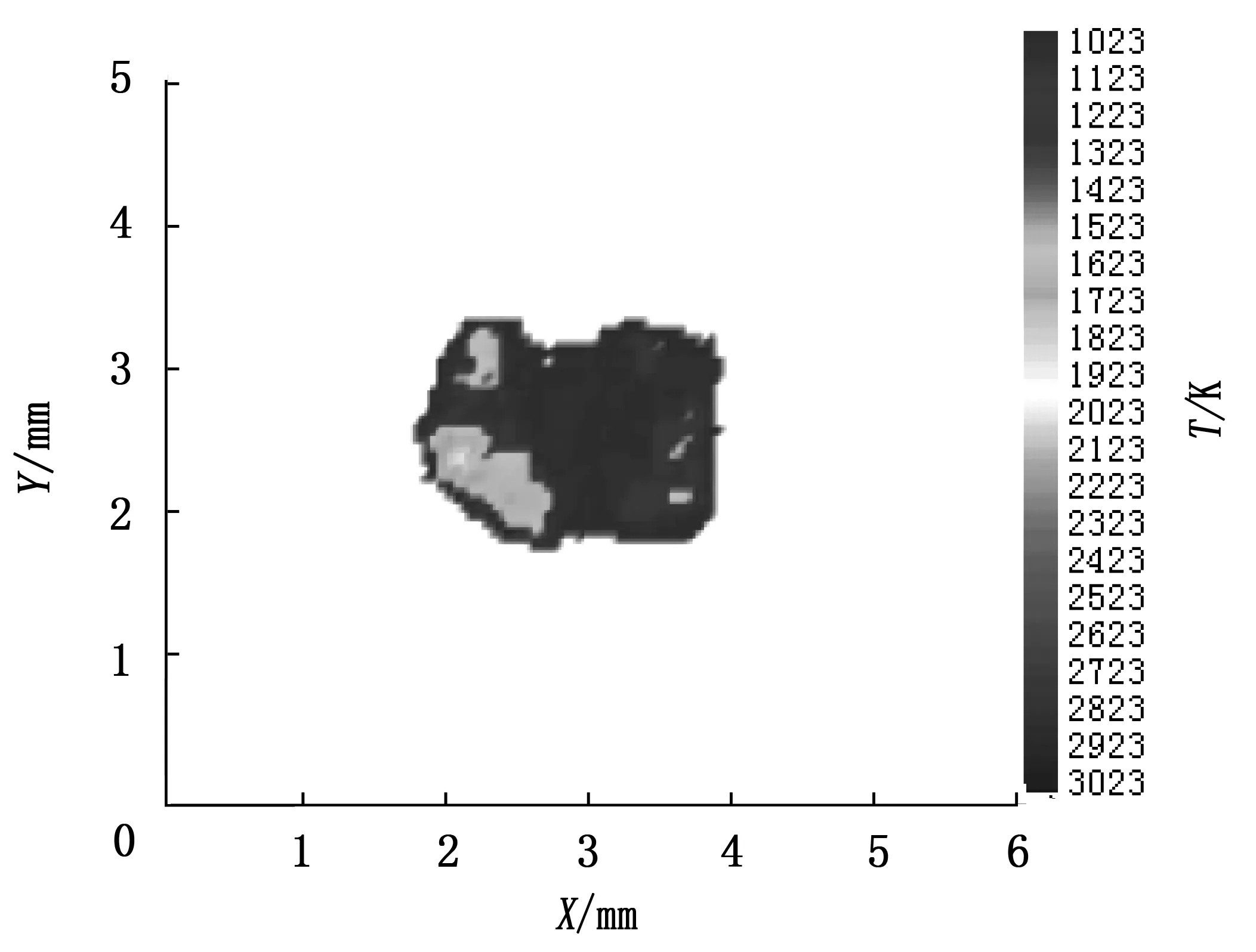
(a)0.1 s
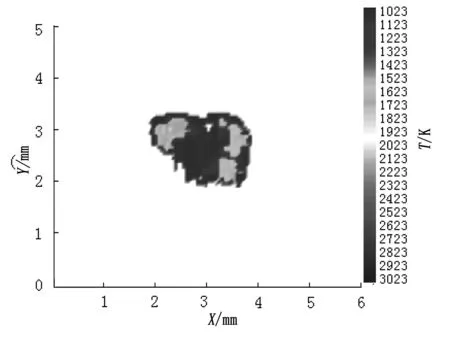
(b)0.2 s
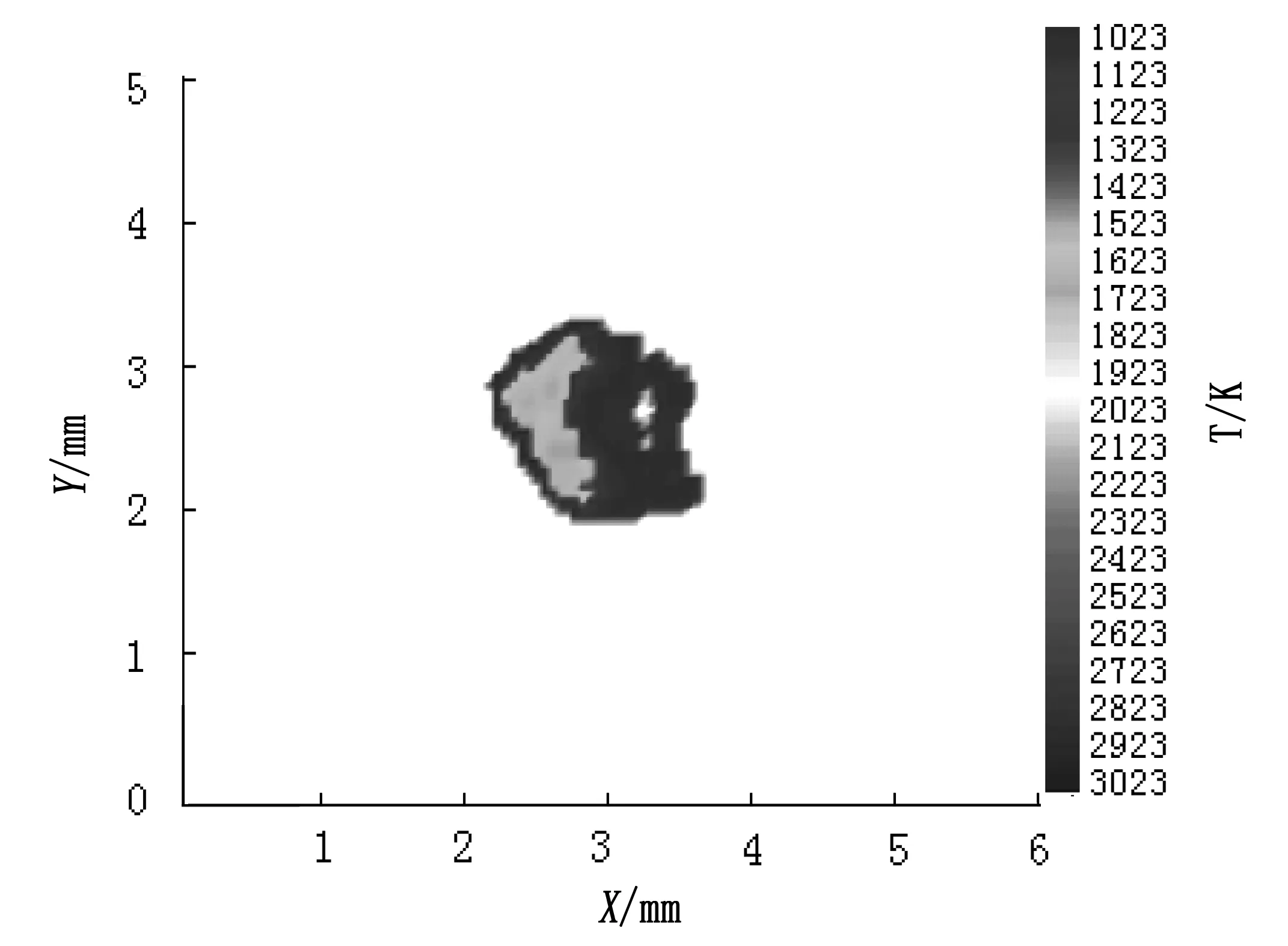
(c)0.5 s

(d)1.2 s
3 試驗結果與注意事項
在P和v變化不大時,激光熔覆表面宏觀形貌與送粉量關系密切;在其他條件相同的情況下,調節送粉量和加工件的移動速度,可以實現熔覆層高度可控及表面平整度提高。保持激光熔池的溫度和尺寸的穩定,使能量輸入和熱傳導過程平衡,可以有效提高熔覆層質量。這些控制參數往往還受到加工現場環境(激光設備、人員素質等)、傳統經驗和習慣的影響。
運用激光熔覆技術,表面預處理非常重要。為確保熔覆層厚度0.5~0.9 mm及其均勻性,在處理前要先用PT(滲透探傷)全面查找泄漏板片細微的孔洞或裂紋;作好標記,然后用丙酮將缺陷部位清洗潔凈后再施工;施工完成后,還要將熔覆后的部位打磨圓滑,尤其是板片的密封部位,要與母材過渡平整,否則密封不嚴;打磨后的部位仍要進行PT檢查,直到合格。
4 應用效果
唐山三友成品堿板式換熱器是離子膜法燒堿換熱的主要設備之一,其換熱效率高,主要換熱板片材質為鎳合金,屬貴重有色金屬,使用10年后出現了腐蝕孔洞或點蝕。調研未發現常規可行的修復工藝。唐山三友采用激光熔覆技術修復了薄鎳合金板片,經過PT檢驗未發現滲漏。采用該技術修復腐蝕的鎳板在氯堿行業為首次使用,可節約30萬元的維修費用。圖9為激光修復后鎳板。

圖9 激光熔覆修復后的鎳板
5 結語
唐山三友其他板換的材料還有哈氏合金、鈦、不銹鋼等,通過對鎳合金板片的修復,對上述材料的板片的修復也開闊了思路,下一步可以繼續探索。
[1] 李會山,楊洗陳,等. 激光再制造過程熔池溫度場的數值模擬[J].天津工業大學學報, 2003,22(5):9-12.
[2] 黃開金,周金鑫,謝長生. 裂紋修復與激光技術[J]. 金屬熱處理,2002,27(3):1-4.
[3] Li Huishan, Yang Xichen, Lei Jianbo, et al. A numerical simulation of movement powder flow and development of the carrier-gas powder feeder for laser repairing. Lasers in Material Processing and Manufacturing II[C], Proceedings of SPIE(2005), 2005:557-564.
[4] Dai K, Shaw L. Thermal and mechanical finite element modeling of laser forming from metal and ceramic powders[J].Acta Materialia, 2004, 52(1): 69-80.
[5] 楊洗陳,張海明,劉立峰.激光再制造機器人光電視覺技術進展[J].中國激光,2011(6):1-5.
[編輯:董紅果]
Process for repairing pure nickel plate by laser cladding technology
YANGYujun,QINDelun
(Tangshan Sanyou Chlor-Alkali Co., Ltd., Tangshan 063305, China)
laser cladding; heat exchanger; nickel plate; corrosion; repair
In order to study the technique of repairing holes in pure nickel plates by laser cladding, a simplified physical model for influence parameters in the laser cladding process was established, and the relation between the change of parameters and the size of cladding layer was also measured. The results showed that the morphology of laser cladding was related to the amount of powder, and the width and the height of the cladding layer were closely related to the moving speed of the laser beam. When the laser power was 1.5 kW and the spot diameter was 4 mm, the laser cladding technology could repair corroded pure nickel plate through adjusting the powder feeding rate (0.75-1.75 g/s) and the laser beam moving speed (1-5 mm/s), meeting the requirements of industrial application.
2017-02-10,秦德輪
TQ114.15
A
1008-133X(2017)06-0041-05
*[作者簡介] 楊玉軍(1978—),男,工程師,2002年畢業于天津科技大學,現于唐山三友氯堿有限責任公司設備部從事技術工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
