輪胎冠帶纏繞張力控制系統(tǒng)的設(shè)計(jì)與建模
2017-07-23 05:07:44董曉斐
輪胎工業(yè) 2017年4期
關(guān)鍵詞:信號(hào)
于 鐳,董曉斐
(青島科技大學(xué) 自動(dòng)化與電子工程學(xué)院,山東 青島 266042)
隨著汽車產(chǎn)業(yè)的持續(xù)發(fā)展,半鋼乘用子午線輪胎[1]的需求量不斷增加,人們在選購轎車時(shí)除了關(guān)注其價(jià)格,更多的是關(guān)注其性能和質(zhì)量,尤其是輪胎的耐用性、舒適性及高速操作穩(wěn)定性。為保證輪胎具備良好的均勻性和動(dòng)平衡性,在輪胎生產(chǎn)過程中需要保證胎面冠帶層纏繞緊密且均勻。
目前我國的半鋼乘用子午線輪胎成型機(jī)的窄冠帶纏繞多數(shù)采用傳統(tǒng)的“緩沖+導(dǎo)向”裝置完成纏繞過程中冠帶的儲(chǔ)料和放料,不僅速度慢,而且張力控制精度較差,冠帶纏繞不均勻,廢料現(xiàn)象嚴(yán)重,難以滿足當(dāng)今社會(huì)全自動(dòng)化的生產(chǎn)需求。國外成型機(jī)的冠帶纏繞多采用全自動(dòng)化的張力控制系統(tǒng)設(shè)備,能耗低且效率和精度高,能很好地彌補(bǔ)國產(chǎn)成型機(jī)的不足,但全套成型機(jī)價(jià)格比較昂貴,加之原有設(shè)備仍可生產(chǎn),更新?lián)Q代對于廠家來說無法接受。為滿足國內(nèi)市場需求,自主開發(fā)冠帶纏繞張力控制系統(tǒng)迫在眉睫。
本工作以改進(jìn)原有半鋼乘用子午線輪胎二次法成型機(jī)為出發(fā)點(diǎn),以提升輪胎性能為目標(biāo),設(shè)計(jì)一款可恒定控制輪胎冠帶纏繞張力的智能控制器,自主研發(fā)張力控制系統(tǒng)平臺(tái),并設(shè)計(jì)相應(yīng)的軟件實(shí)現(xiàn)恒定控制張力、張力過高過低報(bào)警、運(yùn)行過程中手/自動(dòng)切換、實(shí)時(shí)數(shù)據(jù)存儲(chǔ)等功能,最大限度地滿足實(shí)際生產(chǎn)需要。
1 張力控制系統(tǒng)建模
1.1 張力控制原理
張力控制系統(tǒng)主要由張力傳感器、帶束鼓測速編碼器、張力控制器、放料伺服電動(dòng)機(jī)、纏繞張力導(dǎo)料機(jī)構(gòu)和觸摸屏組成,重點(diǎn)在于實(shí)現(xiàn)放料伺服電動(dòng)機(jī)軸和二次法成型機(jī)擺動(dòng)輥速度同步,難點(diǎn)在于擺動(dòng)輥線速度測量及反饋。為保證張力控制精度,在擺動(dòng)輥速度存在交替多變的情況下,在冠帶輸送導(dǎo)料機(jī)構(gòu)末端設(shè)計(jì)安裝高精度編碼器進(jìn)行冠帶纏繞時(shí)的實(shí)際位置反饋,按位置發(fā)送脈沖頻率信號(hào)至張力控制器中,通過設(shè)置等比脈沖實(shí)現(xiàn)放料伺服電動(dòng)機(jī)和成型機(jī)帶束鼓(或擺動(dòng)輥)纏繞冠帶的速度同步跟蹤,防止因速度不一而產(chǎn)生斷料或冠帶張力跳變現(xiàn)象。
張力控制系統(tǒng)以飛思卡爾半導(dǎo)體公司16位DSP MC56F8037為主芯片設(shè)計(jì)張力控制器,選取電子齒輪比為16∶1,同步存在差異時(shí)采取前饋-反饋PID[2-4]補(bǔ)償算法,通過放料伺服電動(dòng)機(jī)位置脈沖精準(zhǔn)控制送料伺服轉(zhuǎn)速,從而實(shí)現(xiàn)冠帶張力控制。人機(jī)交互操作主要通過觸摸屏實(shí)現(xiàn)。冠帶張力控制系統(tǒng)流程如圖1所示。
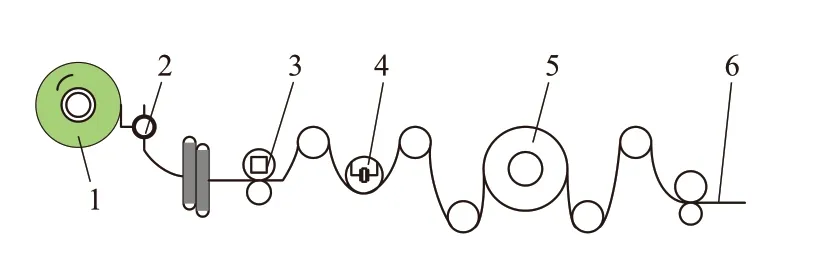
圖1 冠帶張力控制系統(tǒng)流程
1.2 系統(tǒng)功能分析
冠帶張力控制現(xiàn)場如圖2所示。根據(jù)用戶對控制器的功能需求進(jìn)行分析,構(gòu)造出整個(gè)系統(tǒng)框架,設(shè)計(jì)下位機(jī)軟件并進(jìn)行UML建模[5]。主要控制過程為:張力控制器(即下位機(jī))通過接收到的張力數(shù)據(jù)和冠帶速度脈沖指令,與張力設(shè)定值進(jìn)行實(shí)時(shí)比較,控制放料伺服電動(dòng)機(jī)正反轉(zhuǎn),以保證同步輸送冠帶,同時(shí)將張力實(shí)時(shí)值、故障報(bào)警等信息反饋給觸摸屏(即上位機(jī))。具體體現(xiàn)在伺服參數(shù)設(shè)置部分:放料伺服電動(dòng)機(jī)啟停閉鎖,復(fù)位,“位置-位置”凸輪運(yùn)動(dòng),帶束鼓線速度跟蹤,冠帶纏繞運(yùn)動(dòng),手/自動(dòng)切換,張力參數(shù)設(shè)置及張力過高/過低報(bào)警等指令。

圖2 冠帶張力控制現(xiàn)場
張力控制系統(tǒng)結(jié)構(gòu)如圖3所示。張力控制操作參與者包括:操作工、系統(tǒng)管理員和放料伺服電動(dòng)機(jī)。操作工通過操作觸摸屏面板控制下位機(jī),系統(tǒng)管理員通過操作監(jiān)視觸摸屏設(shè)置控制參數(shù);觸摸屏和張力控制器的連接是張力控制系統(tǒng)的關(guān)鍵環(huán)節(jié),控制器的工作狀態(tài)通過觸摸屏上的實(shí)時(shí)數(shù)據(jù)顯示得以反饋,放料伺服電動(dòng)機(jī)是控制器的執(zhí)行環(huán)節(jié),執(zhí)行動(dòng)作的同時(shí)通過其光電編碼器反饋其軸位置速度。
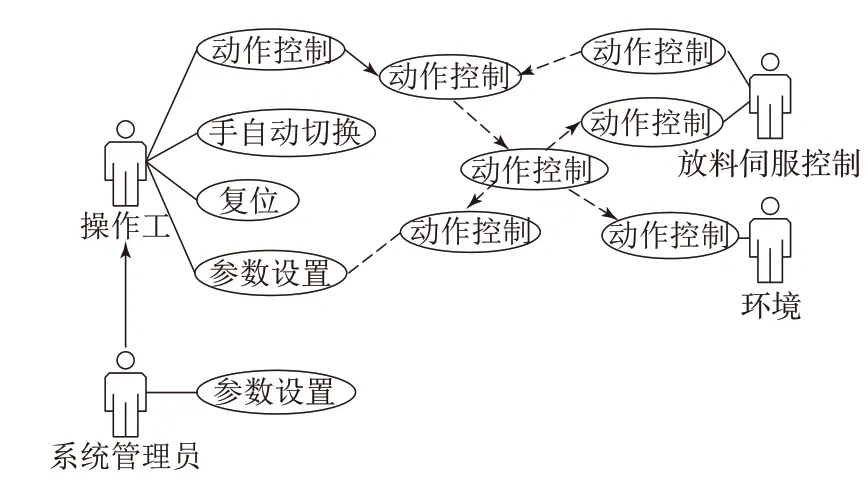
圖3 張力控制系統(tǒng)結(jié)構(gòu)示意
2 張力控制系統(tǒng)設(shè)計(jì)
2.1 結(jié)構(gòu)
圖4所示為冠帶纏繞時(shí)張力控制系統(tǒng)結(jié)構(gòu),設(shè)計(jì)系統(tǒng)采樣周期為1 ms,張力電流信號(hào)經(jīng)信號(hào)處理電路濾波和電平轉(zhuǎn)換為主芯片MC56F8037能夠識(shí)別的0~3 V輸入電壓信號(hào),由控制芯片內(nèi)部A/D轉(zhuǎn)換處理后與張力設(shè)定值進(jìn)行比較,同時(shí)根據(jù)編碼器檢測的帶束鼓纏繞冠帶線速度信號(hào),對張力系統(tǒng)進(jìn)行前饋-反饋控制。人機(jī)界面可進(jìn)行參數(shù)調(diào)整操作;成型機(jī)PLC(可編程控制器)與張力控制器間進(jìn)行控制使能、報(bào)警及復(fù)位信號(hào)的通訊,張力控制器直接控制送料伺服電動(dòng)機(jī)的啟停與正反轉(zhuǎn)。
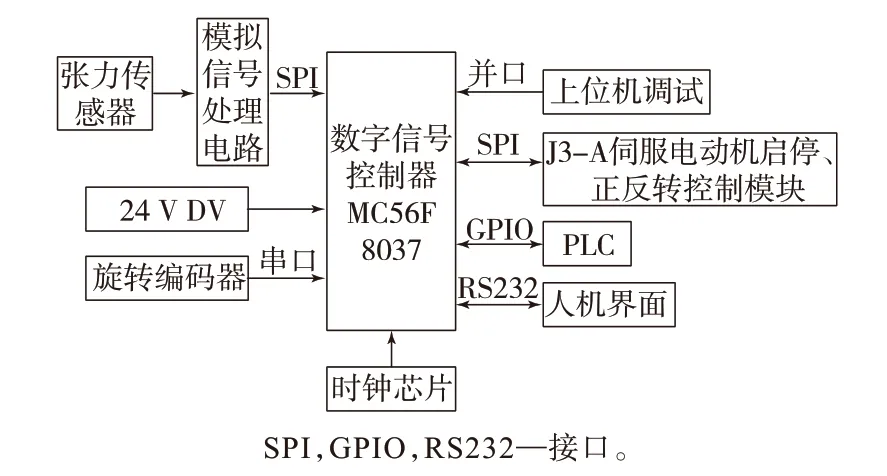
圖4 冠帶纏繞時(shí)張力控制系統(tǒng)結(jié)構(gòu)示意
2.2 張力信號(hào)調(diào)理電路設(shè)計(jì)
張力信號(hào)調(diào)理電路如圖5所示。
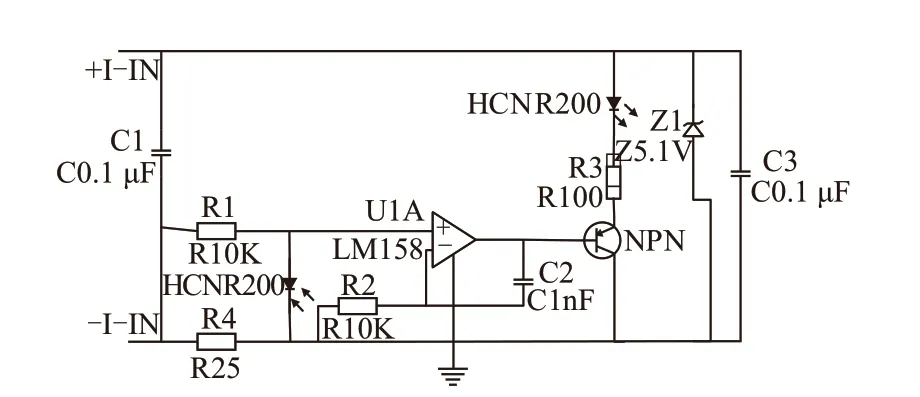
圖5 張力信號(hào)調(diào)理電路
張力信號(hào)調(diào)理電路設(shè)計(jì)選用張力傳感器的輸出信號(hào)為4~20 mA,為保證信號(hào)傳輸?shù)臏?zhǔn)確性,信號(hào)調(diào)理電路中的濾波電阻均使用精密電阻。成型機(jī)運(yùn)行現(xiàn)場電磁干擾嚴(yán)重,因此設(shè)計(jì)中使用了模擬信號(hào)隔離的線性光耦,以減小運(yùn)行環(huán)境對于信號(hào)電路的影響。
2.3 軟件
張力控制系統(tǒng)主要實(shí)現(xiàn)對輪胎冠帶張力的檢測和PID控制,帶束鼓纏繞冠帶速度檢測,手/自動(dòng)切換使能,緊急啟停控制,伺服開關(guān)檢測、控制,張力過高/過低報(bào)警,系統(tǒng)復(fù)位,觸摸屏通訊等。
系統(tǒng)按上述功能分為初始化模塊、通訊模塊、數(shù)據(jù)采集模塊、觸摸屏顯示模塊、控制算法模塊、報(bào)警及復(fù)位模塊。系統(tǒng)上電后首先進(jìn)行參數(shù)初始化和硬件初始化,讀取FLASH(內(nèi)存)掉電記憶參數(shù);主程序中以毫秒為單位進(jìn)行張力和帶束鼓速度的實(shí)時(shí)檢測及數(shù)據(jù)采集,當(dāng)張力控制器檢測到成型機(jī)PLC發(fā)送的控制使能信號(hào)以及復(fù)位信號(hào)均置1時(shí)開始進(jìn)行張力控制;冠帶纏繞過程中張力值超出設(shè)定上限值時(shí),張力控制器會(huì)停止控制送料伺服電動(dòng)機(jī),防止張力過高拉斷冠帶;PLC檢測到張力控制器發(fā)出的張力超限報(bào)警信號(hào)時(shí)顯示并待報(bào)警解除后發(fā)送復(fù)位信號(hào),保證張力控制系統(tǒng)正常可靠運(yùn)行。系統(tǒng)程序流程(控制算法流程圖)如圖6所示,觸摸屏上記錄到的實(shí)時(shí)張力曲線如圖7所示。
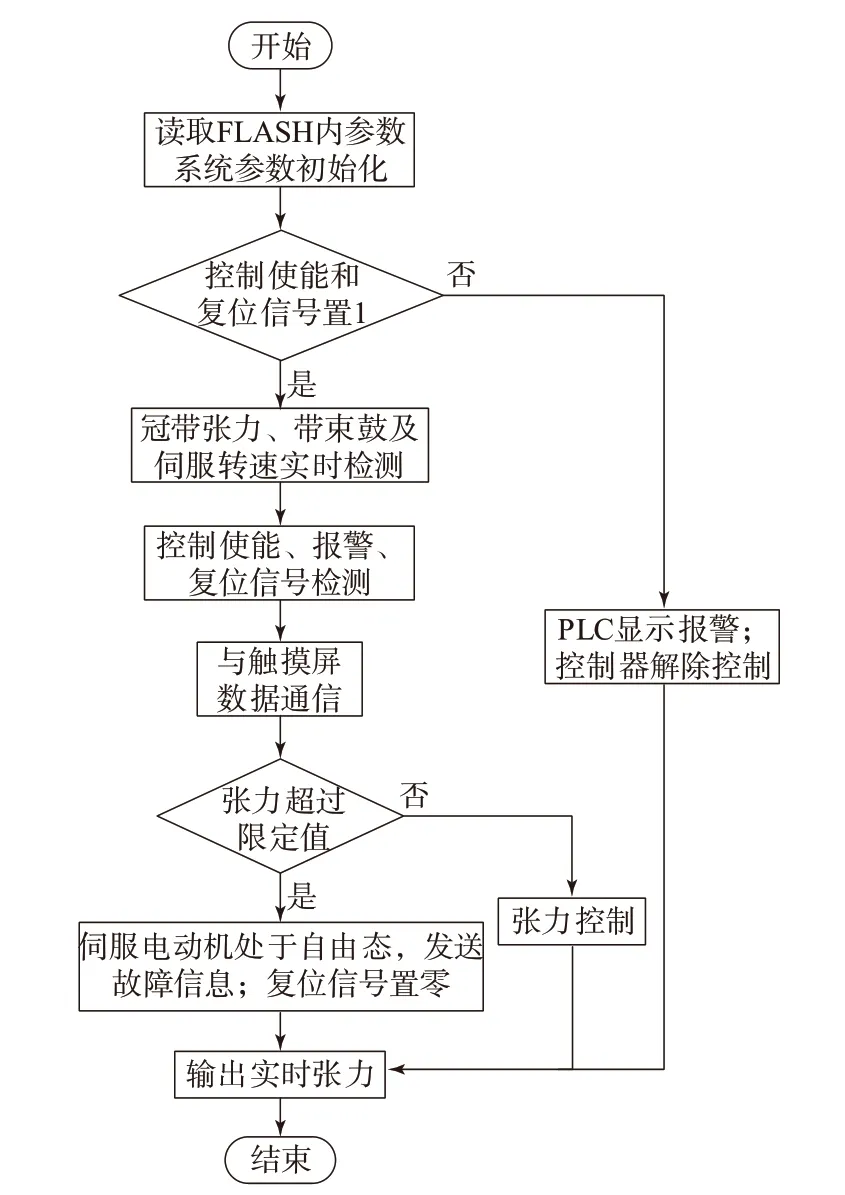
圖6 控制算法流程圖
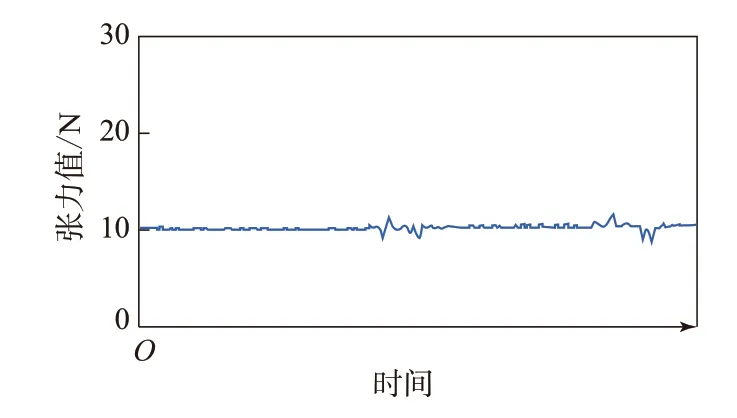
圖7 張力控制實(shí)時(shí)曲線
帶束鼓開始纏繞冠帶時(shí)將給張力控制器發(fā)送伺服使能信號(hào),開始張力控制,張力設(shè)定值為10 N,單條胎坯纏繞冠帶時(shí)長約為18 s,實(shí)時(shí)張力始終控制保持為±2 N,且冠帶無跳出、打結(jié)現(xiàn)象。
3 結(jié)語
本工作針對國產(chǎn)半鋼乘用輪胎二次法成型機(jī)的冠帶纏繞裝置特點(diǎn),在冠帶導(dǎo)料機(jī)構(gòu)上安裝放料伺服電動(dòng)機(jī)控制冠帶輸送速度,帶束鼓纏繞冠帶速度用前饋編碼器來準(zhǔn)確穩(wěn)定測量,張力控制器設(shè)計(jì)采用了光電隔離電路用以減小現(xiàn)場電磁干擾,控制算法采用的是易于工程實(shí)現(xiàn)且參數(shù)調(diào)節(jié)方便的PID控制算法,連續(xù)72 h的穩(wěn)定運(yùn)行表明可以滿足輪胎冠帶纏繞過程中的張力穩(wěn)定控制要求,提高了國產(chǎn)成型機(jī)張力智能控制的精度,手/自動(dòng)切換自如,減少廢料的產(chǎn)生,降低了生產(chǎn)成本,對完善國產(chǎn)成型機(jī)張力智能化控制技術(shù)有重要的意義。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(hào)(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(hào)(2018年2期)2018-04-18 12:18:10
鐵道通信信號(hào)(2016年11期)2016-06-01 12:11:32
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
