矩形斷面胎圈鋼絲自動卡箍工藝改進
2017-07-22 09:16:36張宗晨
輪胎工業 2017年6期
張宗晨
(天津賽象科技股份有限公司,天津 300384)
目前胎圈鋼絲以圓斷面為主,圓斷面鋼絲覆膠后制成鋼絲圈,胎圈在受力時最內層的鋼絲(靠近輪輞)首先變形,作用力通過壓縮隔離膠由內向外逐層傳遞。鋼絲圈層間存在壓力降,覆膠厚度和硬度對該壓力降有很大影響。此壓力降的存在導致鋼絲圈層間受力不均勻,越外層受力越小。在作用力較小時這種差別較大,隨著作用力的增大,隔離膠逐步被壓縮,鋼絲圈層間受力差逐漸減小,鋼絲圈的內徑逐漸增大,胎圈對輪輞的箍緊力逐漸減小。這不僅影響功率的正常傳遞,而且容易造成胎圈鋼絲由內向外逐根斷裂,導致輪胎損壞。若硫化時鋼絲圈的排列已被破壞,則上述情況更為嚴重。
國外一些特殊輪胎已采用扁平帶鋼以及梯形、扇形等異型斷面胎圈鋼絲。與采用圓斷面胎圈鋼絲制做的鋼絲圈相比,采用異型鋼絲制作的鋼絲圈耐疲勞性能好,壽命長。目前國內一些廠家正在對異型斷面的胎圈鋼絲生產工藝進行試驗研究。矩形鋼絲鋼絲圈是用表面不覆膠的矩形鋼絲多層、多股緊密纏繞,再用薄鋼帶捆扎制成的。成品輪胎中,由于鋼絲圈的鋼絲之間沒有可被擠壓變形的膠料,且各層鋼絲之間是平面接觸,因此胎圈受力時,每根鋼絲同時進入受力狀態,整體性能好,胎圈對輪輞的箍緊力較為穩定,不僅可以穩定傳遞汽車功率,最大限度地減小胎圈部位的疲勞應力,而且保證了胎圈和輪輞間良好的氣密性,同時可以延長輪胎的使用壽命。
隨著輪胎技術的不斷發展,對胎圈鋼絲的要求也越來越高。目前,國內外胎圈鋼絲生產工藝基本類似,但在工藝控制穩定性上,我國與國外相比仍有一定的差距。異型胎圈鋼絲的開發應用使胎圈鋼絲向品種多樣化和規格多樣化發展。
本工作通過改進胎圈鋼絲卡箍工藝,使用點焊式卡箍裝置,提高卡箍工作效率。
1 卡箍工藝現狀
目前卡箍所使用的原材料為薄鋼帶,捆扎工藝仍運用專用工具進行手動折彎或通過機械組件對卡箍進行自動折彎。以上兩種方法效率較低,并且捆扎需要多層折疊凸起(如圖1所示)才可以實現折彎固定。
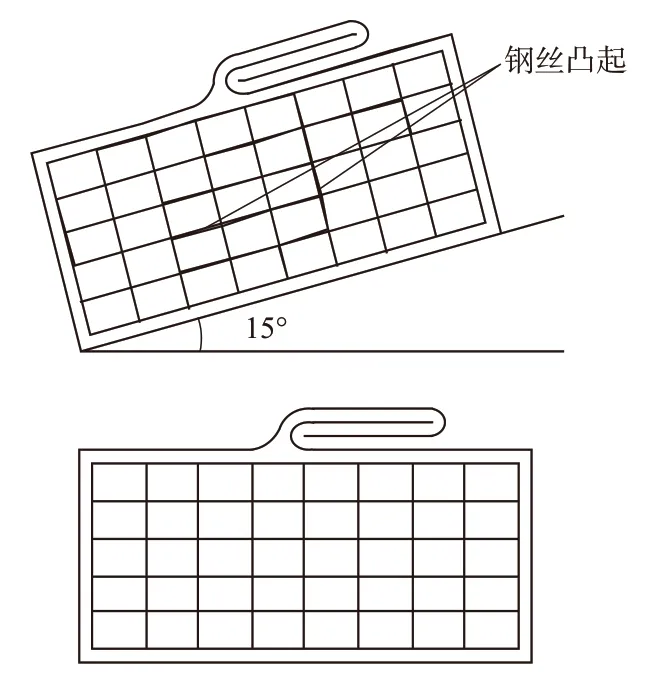
圖1 改進前的兩種卡箍彎折工藝和截面
2 改進方案
通過一系列機械手對卡箍薄鋼帶自動折彎,最后由自動點焊機將薄鋼帶固定。此方案可以縮短卡箍的時間,提升鋼絲圈成型的效率。由于只要求單層折疊即可滿足點焊固定,因此可以減小凸起尺寸。
3 技術方案
本方案包括工作臺以及安裝在工作臺上的薄鋼帶卷、傳遞輥組、夾緊輸送裝置、用于將薄鋼帶折彎成矩形卡箍并箍緊在鋼絲圈上的折彎裝置和用于將矩形卡箍焊接固定的點焊機(外接)。新型點焊式卡箍裝置結構如圖2所示。
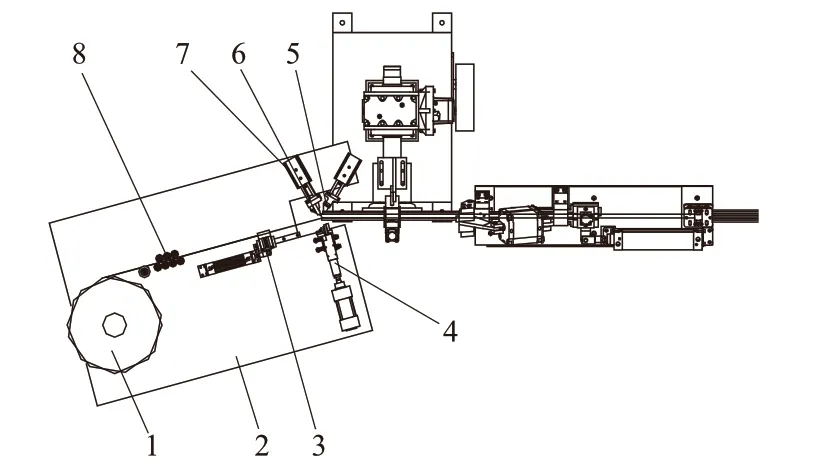
圖2 新型點焊式卡箍裝置結構示意
3.1 鋼絲圈卷成裝置
鋼絲圈卷成裝置主要由卷成盤、排線裝置和鋼絲導開裝置3部分組成。鋼絲導開裝置主要由一排設置的多個工字輪放線機組成,工字輪放線機可以采用現有技術中的常規產品,新型點焊式卡箍裝置安裝在鋼絲圈導開裝置上的結構如圖3所示;排線裝置的作用是保證每根鋼絲有序排列;卷成盤用于將矩形鋼絲纏繞數圈,并使矩形鋼絲鋼絲圈成型。矩形鋼絲鋼絲圈成型后再通過點焊式卡箍裝置實現對其進行固定。
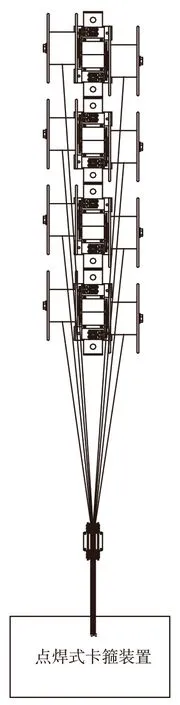
圖3 新型點焊式卡箍裝置安裝在鋼絲圈導開裝置上的結構示意
3.2 點焊式卡箍裝置
3.2.1 薄鋼帶卷
薄鋼帶卷平放在工作臺上,中部有圓孔可套裝在工作臺上豎直設置的轉軸上,并且可以在工作臺上轉動,以便薄鋼帶輸出。
3.2.2 傳遞輥組
傳遞輥組包括安裝在工作臺上且能夠自轉的多個輥筒,在多個輥筒的固定導向作用下薄鋼帶卷上的薄鋼帶經夾緊輸送裝置被移動至折彎裝置工作位。
3.2.3 夾緊輸送裝置
夾緊輸送裝置包括輸送氣缸和夾緊氣缸,輸送氣缸固定在工作臺上,且該輸送氣缸的輸出端設有固定塊和夾緊塊,薄鋼帶從固定塊和夾緊塊之間的空隙中穿過,夾緊塊在夾緊氣缸的帶動下能夠壓緊在固定塊上以實現對薄鋼帶的夾緊,進而便于后序對薄鋼帶的裁斷。
3.2.4 折彎裝置
折彎裝置的結構如圖4所示。折彎裝置包括能夠依次對薄鋼帶進行90°折彎的推塊、第3折彎塊和第4折彎塊。推塊的立體結構和剖切結構如圖5和6所示。推塊包括第1氣缸、套筒以及用于連接第1氣缸和套筒的連接件。套筒內部中空且一端由連接件封堵,另一端插裝有用于頂緊薄鋼帶的頂塊,頂塊和連接件之間設有壓縮彈簧,套筒的兩側還分別設有用于對薄鋼帶進行折彎并裁斷的第1折彎塊和用于對薄鋼帶進行折彎的第2折彎塊;第3折彎塊和第4折彎塊分別通過第2氣缸驅動以實現對薄鋼帶進行折彎。薄鋼帶被折彎后形成矩形卡箍(如圖7所示),再通過點焊機對矩形卡箍的連接處進行焊接固定。
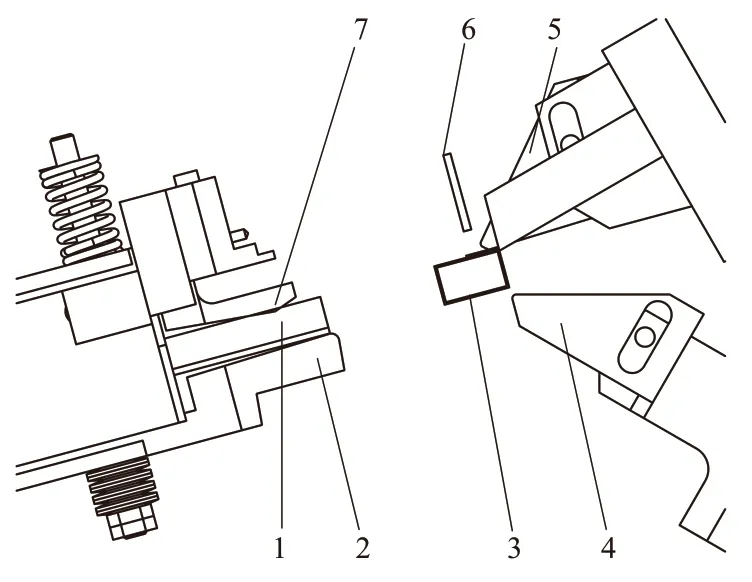
圖4 折彎裝置結構示意
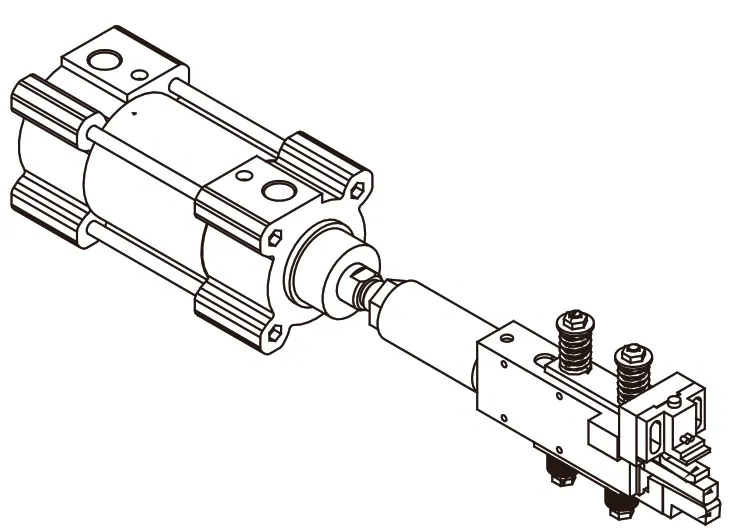
圖5 推塊的立體結構示意
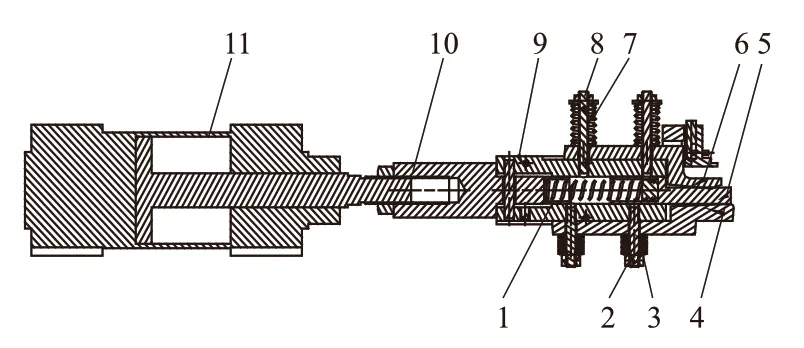
圖6 推塊剖切結構示意
圖7 矩形卡箍的截面示意
套筒一側設有2個第1螺桿,第1折彎塊穿過2個第1螺桿貼合在套筒上,2個第1螺桿上還分別套裝有第1調整彈簧以將第1折彎塊壓緊在套筒上;套筒另一側設有2個第2螺桿,第2折彎塊穿過2個第2螺桿貼合在套筒上,2個第2螺桿上還分別套裝有第2調整彈簧以將第2折彎塊壓緊在套筒上。其中第1調整彈簧和第2調整彈簧可采用普通彈簧或碟簧。采用上述第1折彎塊、第2折彎塊與套筒的連接方式,可以使第1折彎塊、第2折彎塊對薄鋼帶折彎的同時保證緊貼狀態,同時由于錯位碰撞,該結構可滿足第1折彎塊、第2折彎塊相對于套筒有縱向位移,有利于更緊密地將薄鋼帶捆扎在鋼絲圈上。另外,第1折彎塊、第2折彎塊與薄鋼帶接觸的地方均形成倒圓角,滿足碰撞過渡。
第3折彎塊和第4折彎塊分別通過連接板與相應的第2氣缸連接,其中第3折彎塊和第4折彎塊分別與相應的連接板通過滑塊和滑槽結構滑動連接。第3折彎塊和第4折彎塊可在連接板上相對滑動,以改變折彎塊的位置,便于調整或進一步適應不同規格矩形卡箍的形成。在第3折彎塊和第4折彎塊的位置調整完成后,可通過螺栓和折彎塊上長圓孔的配合,將第3折彎塊、第4折彎塊與相應的連接板固緊在一起。
本裝置的工作原理為:在傳遞輥組的導向作用下,薄鋼帶經夾緊輸送裝置被移動至折彎裝置工作位,推塊開始向前推進工作,首先頂塊將薄鋼帶壓緊并貼至成型鋼絲圈側面,頂塊需要持續壓緊動作直到折彎塊完成矩形卡箍的動作結束,推塊繼續向前推進,第1折彎塊和第2折彎塊能夠將薄鋼帶分別折彎90°,使得薄鋼帶壓緊并貼至成型鋼絲圈的內外兩面上,在第1折彎塊折彎過程中,夾緊輸送裝置始終夾緊薄鋼帶,進而第1折彎塊上的裁刀可將薄鋼帶裁斷,使貼合在成型鋼絲圈外的鋼絲帶長度恰好與成型鋼絲圈的厚度一致(貼合在成型鋼絲圈外面上的鋼絲帶的長度也可以略小于成型鋼絲圈的厚度);當第1折彎塊和第2折彎塊完成折彎后,第3折彎塊和第4折彎塊依次對折彎后的薄鋼帶進行再次90°折彎,使薄鋼帶形成一個緊密捆扎在成型鋼絲圈上的矩形卡箍,最后再通過點焊機對矩形卡箍的連接處進行焊接固定。
4 結語
本方案對胎圈鋼絲圈卡箍工藝進行改進,卡箍薄鋼帶通過一系列機械手自動折彎后,采用自動點焊機將薄鋼帶固定,縮短了單周期捆扎及固定薄鋼帶的時間,提高了鋼絲圈成型的效率。該方案只要求單層折疊即可滿足點焊固定,最大程度地減少了薄鋼帶疊加的層數,從而減小了鋼絲圈外截面的凸起尺寸。
