工業管道未焊透定級的思考
2017-07-08 10:07:03張金穎
中國高新技術企業 2017年11期


摘要:壓力管道是采用特定的壓力,用于輸送液體、氣體的管狀設備,由管子、管件、法蘭、螺栓連接、墊片、閥門、其他組成件。其內部輸送的介質是“氣體、液化氣體和蒸汽”或“可能引起燃爆、中毒或腐蝕的液體”物質,危險性比較大。文章探討了壓力管道中工業管道焊縫內部未焊透在工業管道全面檢驗中的定級,分析了存在的問題及其發展趨勢。
關鍵詞:工業管道;未焊透;定級;壓力管道;液體輸送;氣體輸送 文獻標識碼:A
中圖分類號:TH49 文章編號:1009-2374(2017)11-0133-02 DOI:10.13535/j.cnki.11-4406/n.2017.11.068
壓力管道的完整性直接關系到生產的安全,一旦發生泄漏或爆炸,往往導致較為嚴重的后果。為保障其安全運行,采用適當的方法對其進行定期的檢測是十分有必要的。在壓力管道制造或使用過程中普遍存在著大量缺陷,由于目前壓力管道的連接多采用焊接方式,對接焊縫處往往是管道的薄弱環節,容易產生各種缺陷和損傷,其中尤以未焊透缺陷最為普遍,嚴重威脅著壓力管道的安全使用。因此,如何檢測含未焊透缺陷的壓力管道的安全問題一直是學術界和工程界研究的熱點。為了準確評價壓力管道的預期壽命和安全性,必須對未焊透缺陷的深度做出準確測量,在此基礎上才能進一步進行應力校核以及斷裂力學估算等,進而對管道的安全性給出評價。
1 壓力管道、工業管道、全面檢驗概念
壓力管道是一種采用特定的壓力,用于輸送氣體、液體的管狀設備,其范圍規定為最高工作壓力大于或者等于0.1MPa(表壓),介質為氣體、液化氣體、蒸汽或者可燃、易爆、有毒、有腐蝕性、最高工作溫度高于或者等于標準沸點的液體,且公稱直徑大于或者等于50mm的管道。公稱直徑小于150mm,且其最高工作壓力小于1.6MPa(表壓)的輸送無毒、不可燃、無腐蝕性氣體的管道和設備本體所屬管道除外。
工業管道是指企業、事業單位所屬的用于輸送工藝介質的工藝管道、公用事業管道等輔助管道,劃分為GCl級、GC2級、GC3級。
全面檢驗是在工業管道關閉期間進行更為全面的檢驗,一般都是在一定檢驗周期內進行。安全狀況等級在1級和2級的在用工業管道的檢驗周期一般不超過6年;安全狀況等級為3級的在用工業管道的檢驗周期一般不超過3年。管道檢驗周期可根據以下情況做出適當調整。
2 未焊透定級
管子的材料為20鋼、16Mn或奧氏體不銹鋼時,未焊透按局部減薄定級。
表中:D為缺陷附近管道外徑實測最大值,mm,以下同;t為缺陷附近壁厚的實測最小值減去至下一檢驗周期的腐蝕量的2倍,mm,以下同;B為缺陷環向長度實測最大值,mm;P為管道最大工作壓力,MPa,以下同;PL0管道極限內壓,,以下同;為管
道材料的屈服強度,MPa,以下同;C為至下一檢驗周期局部減薄深度擴展量的估計值,mm,以下同。
從以上可以得出未焊透的深度轉化為壓力管道減薄量來對待按表1的具體數值來處理,并最終下結論該工業管道的安全狀況等級(從未焊透角度)。
3 未焊透測量
在JB/T4730-2005標準中,測未焊透的深度是利用中間刻槽形成階梯試塊,在底片上形成黑度差來對比得出工業管道的安全狀況等級,實際操作中存在一些問題,試塊與被射線檢測的部位貼合不是很好,除切點部位相對準確,兩端誤差大,操作時也很難固定在被檢焊縫上。
在NB/T47013-2015標準中,測未焊透的深度是利用與被測壓力管道曲率相近的金屬管道相隔120度切三塊再刻槽形成弧形階梯試塊來測未焊透的深度,相對JB/T4730-2005試塊解決了實際操作時貼合的問題和減少了總體誤差。
實際射線照相對比度公式:
式中:為射線照相對比度;為膠片的梯度(膠片對比度);為線減弱系數;為缺陷在射線穿透方向上的厚度;為散射比。
實際的檢測工作中用NB/T47013-2015弧形階梯試塊來測未焊透的深度,其中散射比未給出相關的測試結果,表示其影響在可接受范圍,故本文不做論述,也作為可接受項。
以上膠片的梯度影響因素分析,因為缺陷、焊縫、管子母材經過射線透照后都在同一底片上,所以膠片對比度一致。
而對于線減弱系數來說,對比試塊的材質與被檢測的工件的材質一致其線減弱系數相同,只需保證對比試塊的材質與被檢測的工件材質一致即可。
而言,射線透照方向上的厚度差與由于該厚度引起的對比度差成正比,即在底片上的直觀表現為黑度差。
所以得出結論,由于未焊透的存在引起射線透照方向上的厚度差,從而導致底片上的對比度差。因此在底片上測量出黑度差,就可以得到實際上焊縫中的未焊透深度,從而代入表1得出數值,得到工業管道的安全狀況等級,正確評判工業管道的安全狀況。可問題是黑度差為多少等于厚度1mm?NB/T47013-2015中的做法是用對比試塊,做出已知道厚度差的試塊,在底片上產生相應的黑度差,同一底片上測出缺陷引起的黑度差,利用等比公式算出缺陷高度,這種方法當然可行,已經在JB/T4730-2005、NB/T47013-2015標準執行。可本文想探討的是不用這個試塊,不用這個基準厚度來標的缺陷深度。
標度都沒有,從何來談測量?初看是這樣,但細一想卻也并非如此悲觀。
在有余高的焊縫上有以下分析:
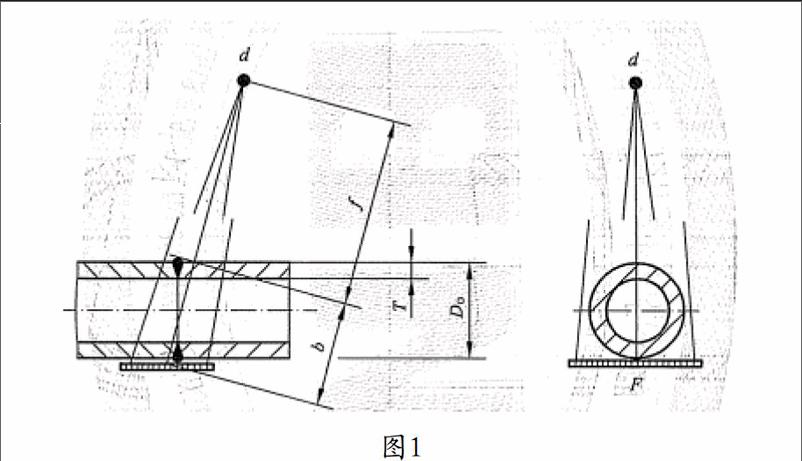
小徑管橢圓成像傾斜透照的示意圖如上所示,一般情況下NB/T47013-2015要求上下影像開口寬度為一倍的焊縫寬度,上下焊縫不重疊,所以可以轉化為如圖2所示:
即只考慮單面的情況,下部焊縫情況類似。傾斜透照時,上部焊縫影像在底片上重疊在同一管子上(此處沒有焊縫),同一管子上沒有引起厚度差,不影響底片黑度差,不影響結果,故此處不用考慮。
此時影響黑度差的是焊縫余高,若能測得焊縫余高的高度,又可以通過黑度計測得由此引起的黑度差和缺陷引起的黑度差,則由如下公式可得未焊透深度:
焊縫余高的高度可由焊縫檢測尺測得,從而測得其他相關數值,經過計算得到焊縫未焊透深度。
在取基準測焊縫余高時,余高測點的選取對結果的影響很大,首先要選取射線透照方向上中心線的焊縫余高,其次采取多點取平均的方法。如果采用與被測材料一致的已知厚度磁化的鐵塊吸在焊縫旁,則可解決此問題。
在底片上測由焊縫余高引起的黑度時,選擇測點也很重要,難點在于找黑度最值,此處也應采用多點取平均的方法。
由測余高的方法,算出未焊透深度可行,但存在誤差,影響結果的因素多。
4 未來趨勢
DR系統(即直接數字化X射線攝影系統)的出現使得通過此方法提高精度成為可能。DR系統由電子暗盒、掃描控制器、系統控制器、視頻監視器等組成,直接將X射線光子通過電子暗盒轉換成數字圖像,廣義上是一種直接數字化X線攝影。由于采用數字技術,動態范圍廣泛,有著廣泛的曝光公差,從而允許照相在技術上出現誤差,即使在某些曝光條件不好控制的部位,也能獲得較好的圖像;可根據需要對各種圖像進行后處理,如圖像濾波、圖像拼接、距離、面積、密度測量等,功能豐富,為影像中的詳細觀察、成像前后比較、定量分析提供技術支持。
在DR系統中,測焊縫余高的黑度和未焊透的黑度最值,電腦很容易找到,不容易出現操作誤差,直接通過計算機采集的數值做前后對比、定量分析可以得出未焊透的深度值。
參考文獻
[1] 宋崇民,李玉.鍋爐壓力容器無損檢測教材Ⅱ級、Ⅲ級培訓教材:射線檢測[M].鄭州:黃河水利出版社,2000.
[2] 承壓設備無損檢測(NB/T 47013-2015)[S].
作者簡介:張金穎,男,江西萬載人,供職于宜春市特種設備監督檢驗中心,研究方向:無損檢測、承壓類特種設備檢驗。
(責任編輯:蔣建華)
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13