22MnB5超高強鋼熱沖壓成形工藝及試驗
2017-07-03 16:03:06薛克敏孫大智鞏子天縱合肥工業大學材料科學與工程學院合肥230009
中國機械工程 2017年12期
薛克敏 孫大智 李 萍 鞏子天縱合肥工業大學材料科學與工程學院,合肥,230009
?
22MnB5超高強鋼熱沖壓成形工藝及試驗
薛克敏 孫大智 李 萍 鞏子天縱
合肥工業大學材料科學與工程學院,合肥,230009
考慮材料的熱物理性能參數、力學性能與溫度的關系,利用ABAQUS軟件建立了22MnB5超高強鋼熱沖壓過程的熱力耦合有限元模型,選用合適的熱沖壓工藝參數進行數值分析,得到了坯料熱沖壓成形的應力應變分布,并以板料初始溫度為變量,研究不同初始溫度對零件厚度分布、回彈及冷卻速率的影響。進行了板料初始溫度為900 ℃的22MnB5超高強鋼熱沖壓試驗,零件厚度分布及回彈量與模擬結果基本吻合,各區域淬火組織均為板條狀馬氏體,由于零件底部的淬火冷卻速率較大,馬氏體組織更加均勻細小。
22MnB5超高強鋼;數值模擬;回彈;馬氏體轉變
0 引言
汽車輕量化與節能減排有著密切關系。隨著汽車領域有關正碰、側碰、排放等強制法律法規的相繼完善,解決汽車輕量化與安全性之間的矛盾顯得尤為關鍵[1]。高強度和超高強度鋼板以其輕質、高強度及高抗碰撞性能等特點[2],在汽車行業中越來越受到關注,已成為滿足汽車減重以及提高碰撞性能和安全性能的重要途徑。研究表明,當鋼板厚度分別減小0.05 mm、0.10 mm和0.15 mm時,車身分別減重6%、12%和18%[3-4]。通過車身零件減薄和高強的合理匹配,不僅可以有效減輕車身重量,降低油耗,而且可以提高車型的安全性和舒適性[5]。
強度高達1500 MPa的超高強度鋼的塑性較差,在常溫下成形困難,超高強鋼冷沖壓過程往往存在開裂、回彈、尺寸不易控制、成形抗力大等問題[6-7]。熱沖壓是獲得超高強沖壓件的有效途徑,高溫下成形幾乎沒有回彈,具有成形精度高、成形性能好等優點[8],因此引起業界的普遍關注并迅速成為汽車制造領域的熱門技術。?KERSTR?M P等[9]采用試驗與數值模擬相結合的方法,對板料熱沖壓過程中的變形和受力情況進行預測,建立了一種熱沖壓仿真的方法。TURETTA等[10]研究了22MnB5高強度鋼板微觀馬氏體組織轉變的臨界溫度及其在不同工藝條件下的應力狀態,表明溫度是影響流動應力的主要因素。國內針對22MnB5本構模型、熱沖壓組織性能及其數值模擬分別展開了相關研究[8, 11-12],但借助數值模擬技術對熱沖壓成形質量和組織進行預測并通過物理試驗進行驗證的研究相對較少。
熱成形工藝參數對超高強鋼沖壓件質量的影響存在諸多非線性時變和不確定因素,是成形質量控制的一大難點。本文采用ABAQUS有限元軟件,對22MnB5超高強鋼U形件的熱沖壓過程進行數值模擬,分析熱沖壓成形及淬火階段的應力應變狀態,研究不同板料初始溫度對板料減薄、回彈及馬氏體轉變的影響,并通過物理試驗對模擬結果進行驗證。
1 有限元模擬
1.1 熱力耦合模型建立
熱沖壓熱力耦合有限元模型如圖1所示。坯料為變形體,模具及坯料網格選用4節點熱耦合平面應變單元類型(CPE4RT),假設模具為不發生塑性變形的剛性體。設置模具初始溫度為20 ℃,沖壓速度為20 mm/s,保壓12 s,壓邊力為2.0 MPa。有限元分析步驟如下:①熱成形過程中,凹模保持不動,壓料板對板料施加壓邊力,凸模以一定的速度向下運動;②模具內冷卻淬火過程中,模具冷卻系統開啟,凸模、凹模和壓料板維持保壓狀態,已成形的零件在模腔中迅速冷卻,完成淬火過程。

圖1 熱力耦合有限元模型Fig.1 Thermo-mechanical coupled finite element model
1.2 材料模型定義
熱沖壓材料為低碳硼合金鋼22MnB5,板料厚度為2.0 mm,密度為7830 kg/m3,材料定義采用彈塑性模型,且各向同性。為提高模擬精度,采用Gleeble-3500熱模擬機對22MnB5超高強鋼進行熱拉伸試驗,部分材料高溫力學性能如圖2、圖3所示。

圖2 22MnB5材料高溫流動應力Fig.2 High temperature flow stress of 22MnB5
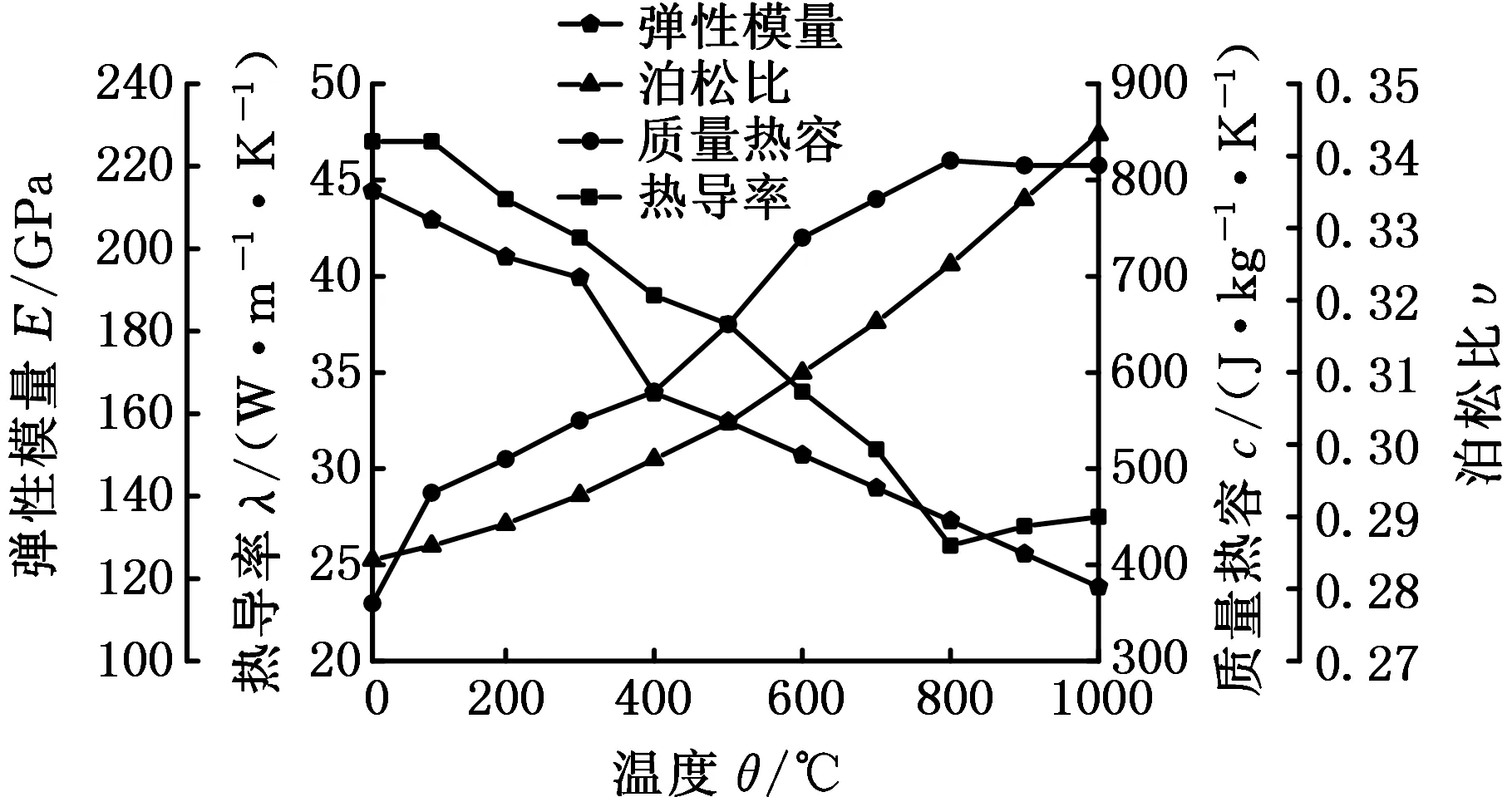
圖3 22MnB5高溫力學性能參數Fig.3 High temperature thermal properties of 22MnB5
1.3 接觸模型定義
熱沖壓過程中,分析所涉及的機械接觸時選擇庫侖摩擦類型,摩擦力對成形件質量的影響很大,與壓力及接觸面的溫度有關[13]。設置板料與空氣之間的對流傳熱系數為160 W/(m2·K)。在考慮接觸間隙的情況下,板料與模具之間的傳熱系數[14]選取1200 W/(m2·K);在冷卻淬火階段,在模具中通冷卻水,采用Sleicher模型[15]計算出水流速度為0.5 m/s時,對流傳熱系數為2500 W/(m2·K),并通過第三類邊界條件施加到冷卻水道內壁,等效為通冷卻水。
2 模擬結果分析
2.1 熱沖壓變形場分析
如圖4所示,進行如下定義:A區為法蘭區,B區為凹模圓角區,C區為直壁區,D區為凸模圓角區,E區為底部區。結合熱沖壓變形區金屬應力-應變狀態(圖5),熱沖壓板料等效應力等效應變分布如圖6所示。

圖4 成形后板料區域定義Fig.4 Definition of blank areas after hot stamping

圖5 超高強鋼熱沖壓受力情況Fig.5 Stress condition of ultra-high strength steel during hot stamping
熱沖壓成形后,凸模圓角區變形量小,加工硬化程度低,材料受到較大的拉應力及厚度方向的壓應力作用,為易發生破裂的“危險區域”;直壁區作為主要傳力區,受到徑向拉應力及厚度方向壓應變的作用,且由于壓邊力和凸模的摩擦力作用,法蘭及底部區域的金屬在熱沖壓過程中難以及時補料,靠近凸模圓角的直壁區出現明顯的應力集中,該區域應變量較大,易出現減薄現象。

(a)應力(熱成形終了) (b)應力(淬火冷卻終了)

(c)應變(熱成形終了)(d)應變(淬火冷卻終了)圖6 熱沖壓板料等效應力應變分布Fig.6 Equivalent stress-strain distribution of blank during hot stamping
板料凹模圓角處由于受到切向拉應力、徑向壓應力及彎曲而產生壓應力的共同作用,導致該區域產生一定程度的減薄。淬火冷卻后在直壁區形成較大的殘余應力,且圓角區應力明顯高于法蘭和底部區,導致零件凸模圓角及凹模圓角區易發生回彈現象。
2.2 板料初始溫度對厚度分布的影響
不同初始溫度下淬火冷卻后板料厚度分布如圖7所示。從圖7中可知,通過熱沖壓成形后板料的法蘭、凹模圓角以及底部區域的變薄程度較小,厚度減薄主要發生在零件的直壁區與凸模圓角區域,且凸模圓角區的厚度最小,該結果與變形場分析結果一致。且隨板料初始溫度的升高,法蘭、凸模圓角減薄情況加劇,凹模圓角區的板料厚度未發生明顯變化。
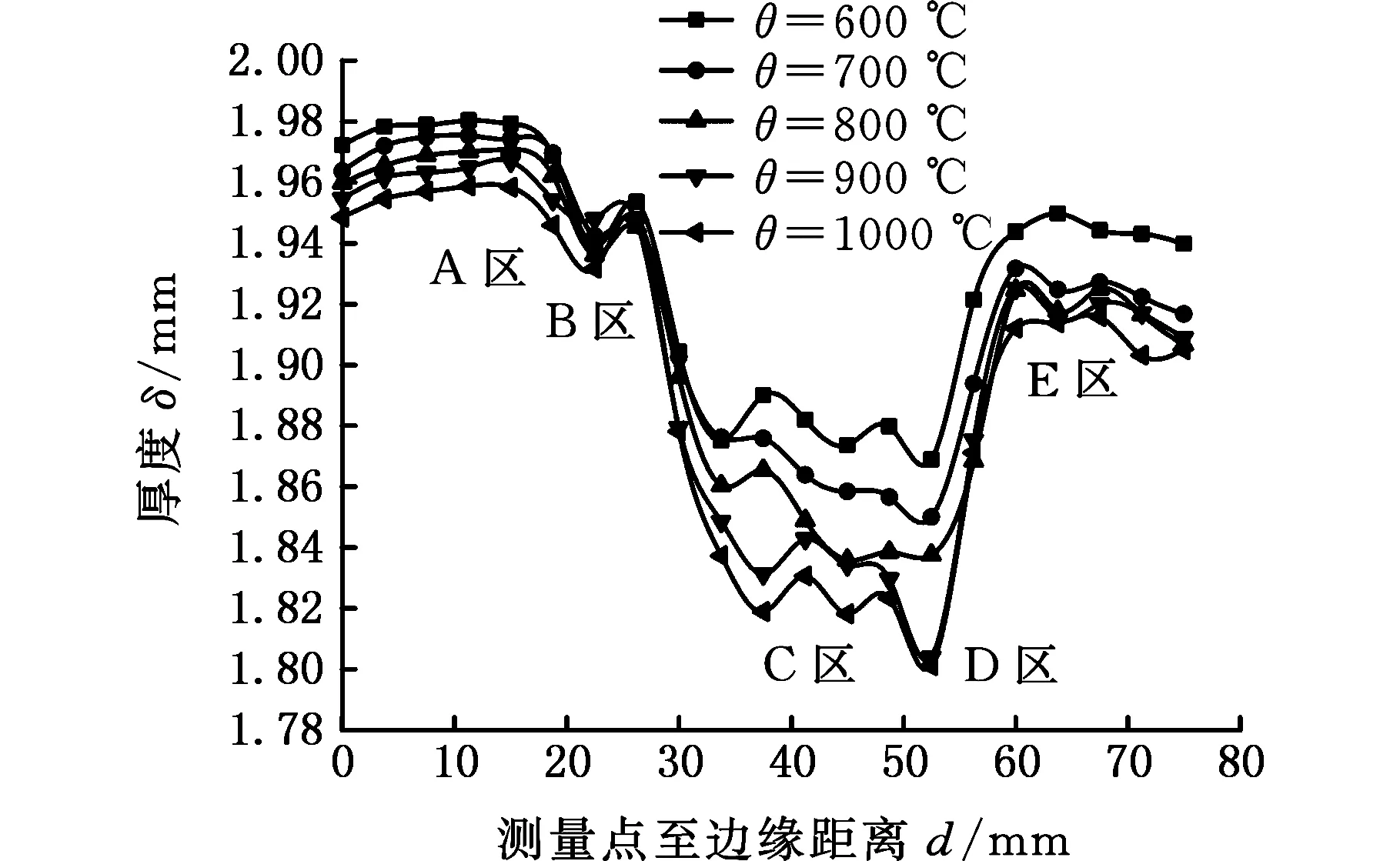
圖7 不同初始溫度下板料的厚度分布Fig.7 Thickness distribution of blank under different pre-heating temperatures
圖8所示為不同初始溫度下板料的最大減薄率情況,板料的整體厚度隨著板料初始溫度的升高而減小,這是由于隨著板料材料溫度的升高,原子動能增大,滑移系增多,材料的流動應力變小,相對材料的變形抗力減小,更容易產生材料金屬轉移,導致零件整體減薄程度增大。

圖8 不同初始溫度下板料的最大減薄率Fig.8 Maximum thinning rate of blank under different pre-heating temperatures
2.3 板料初始溫度對回彈量的影響
回彈是超高強鋼熱沖壓的主要缺陷之一,22MnB5超高強鋼高溫變形流變應力較小,彈性變形范圍較窄,但淬火冷卻后殘余應力會使零件在開模后發生自由回彈,從而對零件最終形狀產生一定影響。U形件回彈量的大小可用回彈前后凸模圓角α1及凹模圓角處彎曲角度的變化量來表征,如圖9所示,即Δα1=α1-90°,Δα2=α2-90°。

圖9 U形件回彈角定義Fig.9 Definition of springback angle in U-shaped part

圖10 不同板料初始溫度下板料回彈量Fig.10 Springback values of blank under different pre-heating temperatures
通過選取節點坐標,獲得不同板料初始溫度下的回彈變形量如圖10所示。板料初始溫度θ0為600 ℃時,板料的回彈量Δα1和Δα2分別為2°和-3.8°,而板料初始溫度為1000 ℃時,板料的回彈量Δα1和Δα2分別為0.2°和-0.8°,板料初始溫度的升高,減小了淬火后板料的回彈量。以0°作為基準線,發現板料回彈量Δα1和Δα2呈不對稱分布,凸模圓角回彈量Δα1較凹模圓角回彈量Δα2更小。分析認為這與板料圓角處的成形溫度有關,板料的凹模圓角處成形較凸模圓角處成形要靠后,且凹模圓角處受壓邊圈冷卻作用,該區域成形溫度明顯降低,淬火冷卻后殘余應力增大,導致板料后成形的凹模圓角回彈量Δα2大于凸模圓角的回彈量Δα1。
2.4 板料初始溫度對冷卻效果的影響
熱沖壓成形后,22MnB5超高強鋼組織中馬氏體的含量及分布直接決定了熱沖壓零件的質量。22MnB5超高強鋼發生馬氏體相變需滿足如下條件[10, 16]:爐內加熱后應保證板料充分奧氏體化;熱沖壓成形及冷卻淬火過程中板料應處于馬氏體相變溫度區間,其馬氏體相變溫度區間為280 ℃(Mf)~425 ℃(Ms)(Ms為冷卻過程中馬氏體轉變開始溫度,Mf為馬氏體轉變終了溫度);在馬氏體相變區間的冷卻速率應大于30 ℃/s。
圖11所示為不同板料初始溫度下板料平均溫度隨時間的變化曲線,圖中,S1為成形階段,S2為冷卻淬火階段,R為冷卻速率,R1、R2、R3、R4分別表示各曲線與Ms、Mf線交點的冷卻速率。由圖11可知,板料的初始溫度越高,板料的冷卻速率越大。板料平均溫度在0~4 s內迅速降低,冷卻速度近似不變,然后趨于平穩,零件最終溫度在100 ℃左右。且在馬氏體相變溫度區間(Ms~Mf)內,板料最小冷卻速率為72 ℃/s,遠大于臨界冷卻速率30 ℃/s,這說明板料的冷卻速率滿足馬氏體轉變條件,已奧氏體化的材料將發生馬氏體相變。

圖11 不同初始溫溫度下板料平均溫度隨時間變化Fig.11 Average temperature variation with time of blank under different pre-heating temperatures
研究表明[17],22MnB5超高強鋼的奧氏體化最佳溫度區間為880~910 ℃。板料初始溫度過低,奧氏體化不充分,板料初始溫度過高,易引起組織粗大,兩種情況均不利于觀察組織分布特點。初始溫度為900 ℃時U形件法蘭、直壁及底部溫度隨時間變化如圖12所示。成形階段,零件各區域平均溫度均高于馬氏體相變溫度區間的平均溫度,板料沒有發生馬氏體相變。在冷卻淬火階段,板料法蘭、直壁與底部區域的溫度下降到馬氏體相變區間,冷卻速率均大于臨界冷卻速率,發生馬氏體相變的順序為:法蘭→直壁→底部;且在馬氏體相變區間內,各區域冷卻速率大小的順序為:底部→法蘭→直壁。
3 熱沖壓試驗
為了驗證模擬結果的準確性,對22MnB5超高強鋼進行熱沖壓試驗,試驗工藝參數如表1所示。模具初始溫度為20 ℃,試驗模具選用H13鋼,材料選用22MnB5超高強硼鋼板,坯料尺寸為150 mm×60 mm,板料的厚度為2 mm,試驗過程選用高溫潤滑劑以減小摩擦的影響,成形零件如圖13所示。

表1 熱沖壓試驗工藝參數

圖13 22MnB5超高強鋼熱沖壓零件Fig.13 22MnB5 ultra high strength steel hot stamping parts
經測量,成形零件凸模圓角回彈量為0.3°,凹模圓角回彈量為-1.1°;零件相應位置的厚度分布曲線如圖14所示。與模擬結果進行比較可知,成形零件的厚度分布及回彈情況與初始溫度900℃時的模擬結果基本吻合。對熱沖壓零件法蘭、直壁和底部進行金相觀察,各區域的顯微組織如圖15所示。初始溫度900 ℃下淬火后零件顯微組織均為板條狀馬氏體,結合數值模擬結果可知,由于零件底部冷卻速率大于法蘭及直壁區域的冷卻速率,且法蘭和直壁發生馬氏體相變相對較早,馬氏體組織發生長大,導致底部馬氏體組織更加均勻細小。表明板料通過加熱到900 ℃并保溫5 min,可以發生完全奧氏體化,且馬氏體相變充分,分布均勻,因此有限元模擬可以為成形結果分析提供指導。

圖14 試驗值與模擬值對比Fig.14 Comparison of experimental and simulated values
4 結論
(1)利用ABAQUS軟件對22MnB5超高強鋼熱沖壓過程進行三維有限元模擬,結合熱沖壓過程的應力應變狀態,分析熱沖壓板料減薄與回彈情況。模擬結果顯示,熱沖壓階段,凸模圓角區及直壁區由于材料受到較大的拉應力及厚度方向壓應變的作用,易發生減薄;淬火冷卻后直壁區及圓角區殘余應力明顯高于法蘭區和底部區殘余應力,導致凸模圓角區和凹模圓角易產生回彈現象。
(2)熱沖壓成形后,板料最大減薄率隨著初始溫度的升高而增大,直壁區及凸模圓角區減薄情況加劇;凸模圓角區和凹模圓角區回彈量隨板料初始溫度升高而減小,且凸模圓角處回彈量明顯小于凹模圓角處回彈量;不同板料初始溫度下,板料冷卻速率均滿足馬氏體轉變條件,在板料充分奧氏體化的前提下,材料將發生馬氏體相變。

(a)法蘭

(b)直壁

(c)底部圖15 初始溫度900 ℃下淬火后零件顯微組織Fig.15 Microstructure of blank under pre-heating temperature of 900 ℃ after quench cooling
(3)選用與模擬相同的工藝參數進行22MnB5超高強鋼熱沖壓試驗,初始溫度為900 ℃時板料厚度分布和回彈量與模擬計算結果基本吻合。
[1] LIU H S, BAO J, XING Z W, et al. Numerical Simulation on Channel Shape Hot Stamping of 22MnB5 High-strength Sheet Metal Based on Thermo-mechanical Coupled Method [J]. Materials Science & Technology, 2010, 18(4):459-463.
[2] 陸匠心, 王利. 高強度汽車鋼板的生產與使用[J]. 世界汽車, 2004(2):45-49. LU Jiangxin, WANG Li.Production and Application of High Strength Steel Sheet for Automobile [J]. Automobile Technology & Material, 2004(2):45-49.
[3] 陳志超, 夏琴香, 郭新年, 等. 某高強鋼板汽車結構件多工位級進模設計[J]. 鍛壓技術, 2012, 37(2):47-50. CHEN Zhichao, XIA Qinxiang, GUO Xinnian, et al. Design of Multi-position Progressive Die of Automotive Structural Part Made by High-strength Steel[J]. Forging & Stamping Technology, 2012, 37(2):47-50.
[4] 康永林, 陳貴江, 朱國明, 等. 新一代汽車用先進高強鋼的成形與應用[J]. 鋼鐵, 2010, 45(8):1-6. KANG Yonglin, CHEN Guijiang, ZHU Guoming, et al. Forming Technology and Application of New Generation Advanced High Strength Steel for Automobile[J]. Iron & Steel, 2010, 45(8) :1-6.
[5] 朱錚.汽車用高強度鋼板的開發應用和發展前景[J]. 鋼鐵, 2000, 35(11):66-70. ZHU Zheng. Development, Application and Perspective of High Strength Steel Sheets for Automobiles[J]. Iron & Steel, 2000, 35(11):66-70.
[6] 林建平, 王立影, 田浩彬, 等. 超高強度鋼板熱沖壓成形研究與進展[J]. 熱加工工藝, 2008, 37(21):140-144. LIN Jianping, WANG Liying, TIAN Haobin, et al. Research and Progress of Hot Stamping of Ultrahigh Strength Steel[J]. Hot Working Technology, 2008, 37(21):140-144.
[7] CHEN P, KO? M. Simulation of Springback Variation in Forming of Advanced High Strength Steels[J]. Journal of Materials Processing Technology, 2007, 190(1/3):189-198.
[8] 曹淑芬, 張立強, 郭鵬程, 等. 22MnB5熱變形行為研究及本構方程建立[J]. 中國機械工程, 2014, 25(9):1256-1261. CAO Shufen, ZHANG Liqiang, GUO Pengcheng, et al. Study on Hot Deformation Behavior and Flow Stress Constitutive Model of 22MnB5 at High Temperature[J]. China Mechanical Engineering, 2014,25(9):1256-1261.
[9] ?KERSTR?M P. Modelling and Simulation of Hot Stamping[D]. Lule?:Lule? University of Technology, 2006.
[10] TURETTA A, BRUSCHI S, GHIOTTI A. Investigation of 22MnB5 Formability in Hot Stamping Operations[J]. Journal of Materials Processing Technology, 2006, 177(1):396-400.
[11] 崔俊佳, 于海平, 李春峰, 等. 高強鋼板熱沖壓工藝中的相變模擬[J]. 塑性工程學報, 2013, 20(1):48-52. CUI Junjia, YU Haiping, LI Chunfeng, et al. Phase Transformation Simulation of High Strength Steel under Hot Stamping Process[J]. Journal of Plasticity Engineering, 2013, 20(1):48-52.
[12] 姜超, 單忠德, 莊百亮, 等. 熱沖壓成形22MnB5鋼板的組織和性能[J]. 材料熱處理學報, 2012, 33(3):78-81. JIANG Chao, SHAN Zhongde, ZHUANG Bailiang,et al. Microstructure and Properties of Hot Stamping 22MnB5 Steel[J]. Transactions of Materials and Heat Treatment, 2012, 33(3):78-81.
[13] MERKLEIN M, LECHLER J. Investigation of the Thermo-mechanical Properties of Hot Stamping Steels[J]. Journal of Materials Processing Technology, 2006, 177(S1/S3):452-455.
[14] 肖海峰, 王敏, 張春, 等. 22MnB5高強鋼板熱成形淬火時間對回彈的影響規律[J]. 鍛壓技術, 2013, 38(3):29-33. XIAO Haifeng, WANG Min, ZHANG Chun,et al. Study of Quenching-time Effect to Springback for 22MnB5 High Strength Steel Hot Forming Process[J]. Forging & Stamping Technology, 2013, 38(3):29-33.
[15] SLEICHER C A, ROUSE M W. A Convenient Correlation for Heat Transfer to Constant and Variable Property Fluids in Turbulent Pipe Flow[J]. International Journal of Heat & Mass Transfer, 1975, 18(5):677-683.
[16] SOMANI M C, PENTTI K L, ERIKSSON M, et al. Dimensional Changes and Microstructural Evolution in a B-bearing Steel in the Simulated Forming and Quenching Process[J]. ISIJ International, 2001, 41(4):361-367.
[17] HE L F, ZHAO G Q, LI H P, et al. Research on Mechanical Properties of 22MnB5 Steel Quenched in a Steel Die[J]. Journal of Shanghai Jiaotong University(Science), 2011, 16(2):129-132.
(編輯 蘇衛國)
Hot Stamping Forming Processes and Experiments of 22MnB5 Ultra-high Strength Steels
XUE Kemin SUN Dazhi LI Ping GONG Zitianzong
School of Materials Science and Engineering,Hefei University of Technology,Hefei,230009
Considering the thermal physical property parameters and mechanics performance as the functions of temperature, a thermo-mechanics coupling FEA model of hot stamping processes with 22MnB5 ultra-high strength steel was established using ABAQUS software, and the stress and strain distributions of the blanks during hot stamping forming processes were obtained by the numerical analyses with the appropriate hot stamping processing parameters. The effects of different initial temperatures on the thickness distributions, springbacks and cooling rates of the parts were studied. The hot stamping experiments of 22MnB5 ultra-high strength steel were carried out with initial temperature of 900 ℃, thickness distributions and springbacks of hot stamping parts show better fitness with the numerical simulation, and the quenched microstructure of each regions is typical acicular martensite. Besides, due to the cooling rate at the bottom of the part is much larger, the martensite microstructure is more uniform and fine.
22MnB5 ultra-high strength steel; numerical simulation; springback; martensite transformation
2016-07-25
安徽省科技廳秋實計劃資助項目(JZ2015QSJH0218);合肥工業大學校企合作項目(W2015JSKF0143)
TG306
10.3969/j.issn.1004-132X.2017.12.017
薛克敏,男,1963年生。合肥工業大學材料科學與工程學院教授、博士研究生導師。主要研究方向為先進塑性成形工藝及理論分析、成形過程數值模擬、專家系統及人工神經網絡等。孫大智,男,1992年生。合肥工業大學材料科學與工程學院碩士研究生。E-mail:sundz1991@126.com。李 萍,女,1973年生。合肥工業大學材料科學與工程學院教授、博士研究生導師。鞏子天縱,男,1988年生。合肥工業大學材料科學與工程學院碩士研究生。