爆炸復合接頭防銹鋁/防銹鋁層界面結合品質的超聲檢測
2017-07-03 16:01:49王禮營馬衛輝
兵器裝備工程學報 2017年6期
王禮營,王 貝,張 磊,馬衛輝
(1.西安天力金屬復合材料有限公司, 西安 710201; 2. 陜西省層狀金屬復合材料工程研究中心, 西安 710201)
?
【機械制造與檢測技術】
爆炸復合接頭防銹鋁/防銹鋁層界面結合品質的超聲檢測
王禮營1,2,王 貝1,張 磊1,馬衛輝1
(1.西安天力金屬復合材料有限公司, 西安 710201; 2. 陜西省層狀金屬復合材料工程研究中心, 西安 710201)
對爆炸復合接頭防銹鋁/防銹鋁層界面有明顯界面回波的區域進行了金相試驗、剪切試驗和滲透檢測,并對數據進行了分析比較,得到在超聲檢測防銹鋁/防銹鋁層界面之間出現界面回波,防銹鋁/防銹鋁層界面之間有尺寸大于0.2 mm的熔化塊。對防銹鋁界面進行滲透檢測,熔化塊區域出現線性和點狀顯示。采用超聲檢測法評估鋁鋼復合接頭界面結合品質,可以無損快速判斷界面金相和剪切情況,判定最優工藝。
爆炸焊接;鋁/不銹鋼;超聲波檢測
鋁/不銹鋼爆炸焊接復合過渡接頭,既具有鋁材的導熱性,導電性,耐蝕性,又具有不銹鋼的耐蝕性和物理性能,主要應用于船舶、化工和電極行業。鋁/不銹鋼爆炸焊接復合板結合狀態的檢測主要采用超聲波檢測。
鋁/不銹鋼爆炸復合過渡接頭,主要用于防銹鋁容器和不銹鋼管道過渡連接的作用。理論上同種材料由于聲阻抗一樣,如果結合完好,就不會產生界面反射回波,但是超聲檢測中發現防銹鋁和防銹鋁界面有明顯的界面回波。通常要進一步分析防銹鋁界面的結合品質,要選用金相試驗和剪切試驗等破壞性試驗進行分析。因此不同防銹鋁/防銹鋁界面回波與界面金相及剪切的對應關系,利用超聲檢測方法評價鋁鋼復合接頭的結合品質,有迫切的現實意義。
我公司研制的復合接頭是由基板65 mm不銹鋼SA240 304L和復層56 mm防銹鋁5083組成,由于復層防銹鋁厚度較厚,考慮到爆炸焊接過程防銹鋁減薄的因素,采用35 mm防銹鋁分兩次爆炸焊接完成。但是在對鋁/不銹鋼超聲檢測時候發現,兩層防銹鋁之間有明顯的界面回波。理論上同種材料聲阻抗沒有差別,防銹鋁/防銹鋁界面如果結合良好,不會產生界面回波,但是不同爆炸焊接條件的3塊試塊,防銹鋁/防銹鋁界面回波不同。通常分析防銹鋁界面的結合品質,要選用金相試驗和剪切試驗等破壞性試驗進行分析。金相和剪切試驗只是在邊部取樣,一方面無法真實評估整張復合板的性能,另一方面需要一定的試驗周期和經費。但是分析不同防銹鋁/防銹鋁界面回波與界面金相及剪切的對應關系,利用超聲檢測方法評價鋁鋼復合接頭的結合品質,既可以快速高效無損評價防銹鋁/防銹鋁界面的結合品質,又可以對整個復合接頭全面評價。因此爆炸復合接頭鋁/鋁層界面結合品質超聲檢測研究有現實意義。
1 試驗方法
1.1 試驗材料
本次試驗的復合接頭材質是5083/5083/SA240304L,厚度是35 mm/35 mm/65 mm。分別對不同爆炸焊接條件的3塊試塊,使用PXUT-330儀器,5Mφ20 mm直探頭進行超聲波檢測。
1.2 試驗方法
1.2.1 試塊1超聲檢測
試塊1進行超聲波檢測時,鋼面一次底波高度為100%,復合板防銹鋁5083與防銹鋁5083之間的界面波高度為80%,鋁鋼界面波高度為60%,如圖1(a)。理論上同種材料聲阻抗沒有差別,防銹鋁/防銹鋁界面如果結合良好,不會產生界面回波,但是防銹鋁5083界面之間有80%高的界面波,顯示防銹鋁界面有異常。
1.2.2 試塊2超聲檢測
試塊2進行超聲波檢測時,鋼面一次底波高度為100%,復合板防銹鋁5083與防銹鋁5083之間的界面波高度為40%,鋁鋼界面波高度為60%,如圖1(b)。試塊2防銹鋁5083界面之間有40%高的界面波,雖然比試塊1有所降低,但仍顯示防銹鋁界面有異常。
1.2.3 試塊3防銹鋁/防銹鋁界面回波
試塊3進行超聲波檢測時,鋼面一次底波高度為100%,復合板防銹鋁5083與防銹鋁5083之間沒有界面回波,如圖1(c)。試塊3防銹鋁5083界面沒有界面波,符合同種材料聲阻抗沒有差別,防銹鋁/防銹鋁界面結合良好,顯示試塊3防銹鋁界面結合良好。
2 結果與分析
2.1 金相試驗
對3塊試塊防銹鋁5083和防銹鋁5083的界面進行金相試驗,如圖2。
1) 對試塊1防銹鋁5083與防銹鋁5083之間的界面金相檢驗,如圖2(a),顯示防銹鋁5083與防銹鋁5083界面漩渦區有0.6 mm×0.75 mm尺寸的熔化塊。根據惠更斯-菲涅爾原理,超聲檢測靈敏度為λ/2。已知鋁的聲速為C鋁=6 320 m/s,探頭頻率f=5 MHz的,波長λ=C/f=1.264 mm,鋁板的超聲波檢測靈敏度約為λ/2=0.632 mm。因為試塊1防銹鋁界面之間的熔化塊尺寸大于0.6 mm,所以熔化塊可以被超聲檢測出。
2) 對試塊2防銹鋁5083與防銹鋁5083之間的界面金相檢驗,如圖2(b),顯示防銹鋁5083與防銹鋁5083界面漩渦區有0.2 mm×0.4 mm尺寸的熔化塊。試塊2防銹鋁界面之間的熔化塊尺寸在0.2~0.4 mm,雖然熔化塊尺寸小于0.6 mm,仍可以被超聲檢測出,但是在防銹鋁界面的界面回波高度比試塊1降低了1/2。
3) 對試塊3防銹鋁5083與防銹鋁5083之間的界面金相檢驗,如圖2(c),顯示防銹鋁5083與防銹鋁5083界面漩渦區有0.08 mm×0.2 mm尺寸的熔化塊。試塊3防銹鋁界面之間的熔化塊尺寸已經小于0.2 mm,防銹鋁界面沒有有界面回波,表明尺寸小于0.2 mm的熔化塊無法被超聲檢測出。
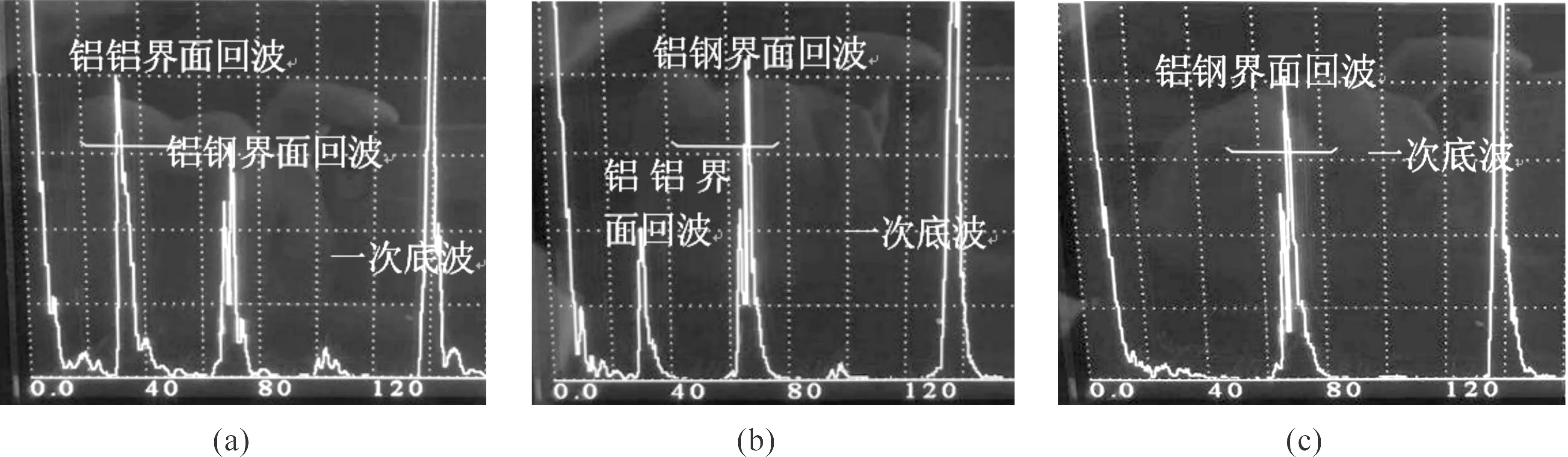
圖1 超聲波檢測波形
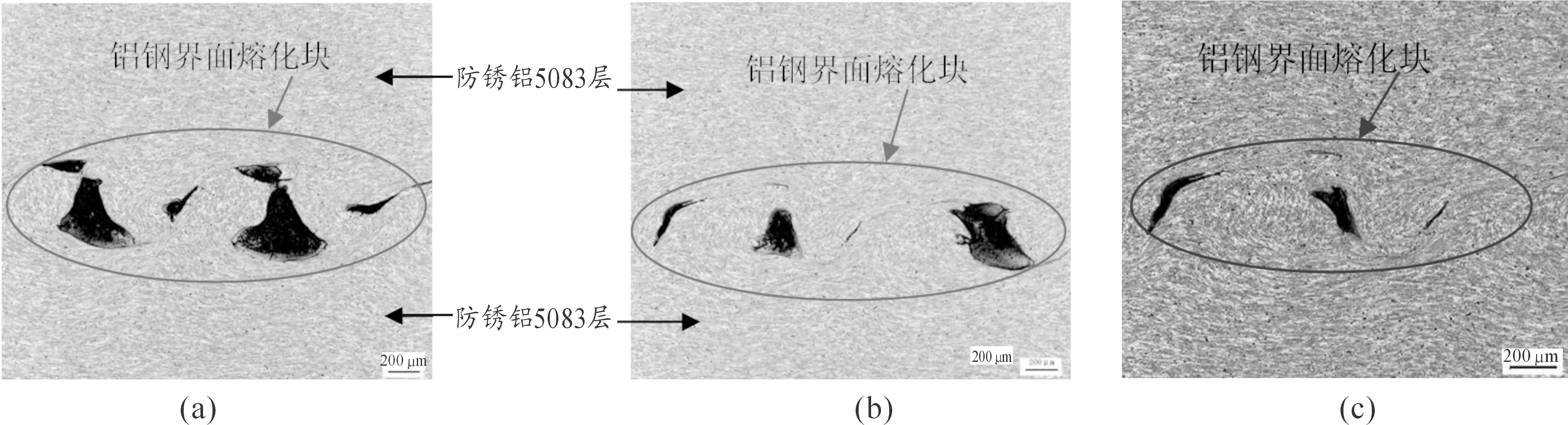
圖2 防銹鋁5083與5083界面金相
試驗表明實際超聲檢測中,爆炸焊接材料界面熔化塊尺寸小于超聲檢測理論靈敏度,也可以被檢測到。在超聲檢測防銹鋁5083界面之間出現界面回波,則防銹鋁5083界面之間有尺寸大于0.2 mm的熔化塊。
2.2 剪切試驗
界面熔化塊可能會影響復合材料的結合強度,因此對3塊試塊進行剪切試驗,如表1。
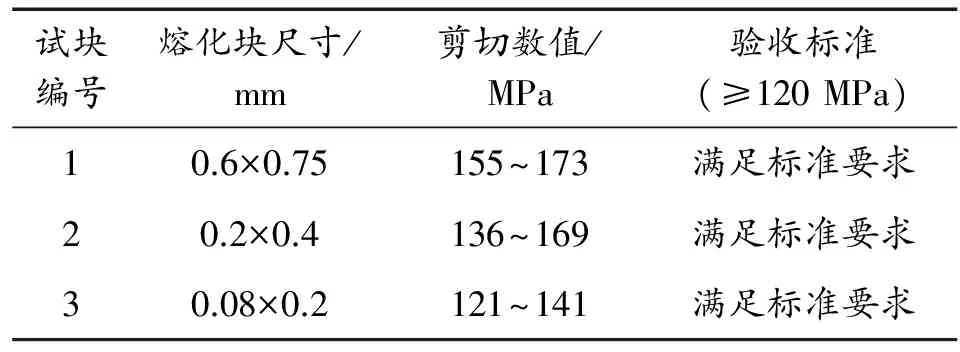
表1 剪切試驗數據
對比上述結果,可以看出,熔化塊尺寸越小,界面強度越低。這與3種試塊的工藝設計有關,其中試樣1對在工藝產生的爆炸載荷最大,界面碰撞的能量最大,從而產生的熔化塊大,界面硬化程度大,因此強度最高;反之,試樣3界面熔化塊尺寸最小,強度最低。
2.3 滲透檢驗
對于鋁鋼復合接頭來說,除剪切強度的要求外,還要求界面不得有線性缺陷,熔化塊尺寸越大,出現超標線性缺陷的可能性越大。因此,對試板進行了滲透檢驗,如圖3所示。試塊1出現超標的線狀缺陷,試塊2有不超標的點狀缺陷。而試塊2的結合強度高于試塊3,因此試塊2對應的工藝是最佳工藝。
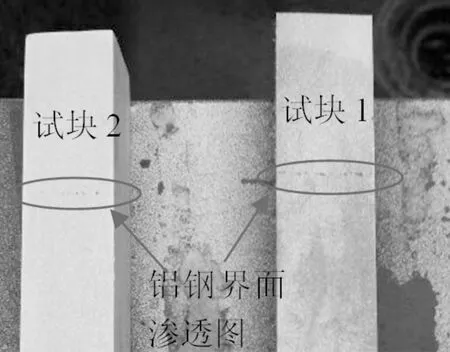
圖3 試塊1,2鋁鋁界面滲透圖片
3 結論
1) 當防銹鋁界面中熔化塊尺寸大于0.2 mm時,兩層防銹鋁界面回波明顯存在。超聲檢測中,爆炸焊接材料界面熔化塊尺寸小于超聲檢測理論靈敏度,也可以被檢測到;
2) 防銹鋁5083和防銹鋁5083的界面回波是由其界面漩渦區的熔化塊產生,進行滲透檢測,可以發現熔化塊越大,越易出現超標線性缺陷;
3) 檢測結果顯示,試塊2對應的工藝最優,界面結合品質最好。
[1] 黃杏利,薛治國,穆緒梅,等.鋁鋼復合板結合性能研究[J].兵器裝備工程學報,2016(5):165-167.
[2] 黃杏利,汪洋,徐鵬,等.鋁/鈦/鋼爆炸復合板性能研究[J].熱加工工藝,2011(16):103-105.
[3] 李瑩,王禮營,龐國慶,等.鈦-不銹鋼爆炸復合接頭棒品質特性的相互關系[J].四川兵工學報,2015,36(8):26-28.
[4] 鄭遠謀,黃榮光,陳世紅.鋯合金與不銹鋼過渡管接頭的爆炸焊接[J].原子能科學技術,2000,34(1):49-53.
[5] 劉津開.鋁-鋼爆炸復合接頭組織與性能研究[D].大連:大連交通大學,2010.
[6] 毛秋水.艦船用鋁-鋁-鋼復合材料焊接性能研究[D].鎮江:江蘇科技大學,2010.
[7] 廖華剛.爆炸焊接參數對復合板界面組織及力學性能的影響,武漢:武漢科技大學,2003.
[8] 陳偉,朱協彬,孫坤,等.TA2/NiCr爆炸復合棒界面組織及性能研究[J].安徽工程大學學報,2013(2):58-61.
[9] 狄建華,呂春玲,宋新社.等.Ly12鋁合金與A3鋼爆炸焊接條件的確定[J].華北工學院學報,2001(1):66-69.
[10]鄭遠謀.爆炸焊接和金屬復合材料及其工程應用[J].兵器材料科學與工程,2002(2).
(責任編輯 唐定國)
Explosive CladJoint Aluminum/Aluminum Layer Interface Combined With Quality Ultrasonic Detection Research
WANG Li-ying1, 2, WANG Bei1, ZHANG Lei1, MA Wei-hui1
(1.Xi’an Tianli Clad Metal Materials Co., Ltd., Xi’an 710201, China;2.Shaanxi Engineering Research Center of Clad Metal Materials, Xi’an 710201, China)
Metallographic test, shear test and penetrate testing are processed in the Antirust aluminum/rust layer of explosive composite joint interface which has obvious interface echo. And we compare the data, and get in the ultrasonic testing antirust aluminum/rust layer interface between interface echoes, there is melting block anti-rust aluminum/antirust aluminum melt layer interface between them and its size is greater than 0.2 mm. We do the penetrate examination of the antirust aluminum interface, and there is linear and dot in the melting area. We use ultrasound tests to evaluate aluminum steel composite joint interface bonding quality, which can judge the interface microstructure and shearing, and determine the optimal process quickly without any damage.
explosion welding; aluminum/stainless steel; ultrasonic test
2017-02-10;
2017-03-15
國家高技術研究發展計劃(863計劃)(2015AA03A501)
王禮營(1982—),男,工程師,主要從事爆炸復合材料的無損檢測研究。
10.11809/scbgxb2017.06.024
format:WANG Li-ying, WANG Bei, ZHANG Lei, et al.Explosive CladJoint Aluminum/Aluminum Layer Interface Combined With Quality Ultrasonic Detection Research[J].Journal of Ordnance Equipment Engineering,2017(6):109-111.
TG456
A
2096-2304(2017)06-0109-03
本文引用格式: 王禮營,王貝,張磊,等.爆炸復合接頭防銹鋁/防銹鋁層界面結合品質的超聲檢測[J].兵器裝備工程學報,2017(6):109-111.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
