數控超精密加工精度控制研究
2017-06-29 09:02:34廣州市番禺區職業技術學校
電子世界 2017年11期
關鍵詞:研究
廣州市番禺區職業技術學校 段 超
數控超精密加工精度控制研究
廣州市番禺區職業技術學校 段 超
隨著技術的不斷進步,數控超精密加工的精度要求越來越高,未來工業生產的模式也在向著這個方向邁進。因此提高數控加工精度,不僅是工業生產的技術發展焦點,也是社會的關注目標。在這個背景下進行技術的研發以及精度控制的研究,必須在現有的數控加工技術的基礎上,對不同精度的控制模式的優劣進行比對,從而讓得到未來發展的脈絡,為后續的工藝升級和加工設備的優化提供參考資料。
超精密加工;模型要素;應用分析
超精密加工體現了工業的實力,對于工業加工精度和穩定性的研究一直是世界加工領域的難題。在這個問題上,現階段的加工控制方式已經取得了很大的進展,但是在影響因素和評價方法上,依然有很多應用需要改進和完善。
1.超精密加工以及研究的進度
作為現代工業的核心追求 ,精密加工在國家科技能力的展現上是核心的內容。在自動化背景下進行的超精密加工技術,始終是技術加工的熱點和焦點問題。數控超精密加工上,主要包含了軟件和硬件兩個方面的研究。后者的研究更加深入。在研究硬件的體系中,超精密加工的精度控制是多元化具體控制的阻礙。本文針對數控超精密加工作為研究的主要內容,涉及到加工精度的未來技術的突破,為后續的實踐和科研提供理論和實踐的基礎[1]。
2.影響超精密加工的要素
精密加工時將物件的外部的尺寸和表面的光滑程度進行精準加工的技術。隨著設備的完善,當今的數控精密加工的精度已經達到了納米的級別,在加工領域被定位為超精密加工。從當今的加工技術的水平所能達到的數字來看,超精密加工體系的最小操作層級已經達到了1乘以10-1nm, 加工精度能夠滿足小院子金屬材料的精細加工的一切材料的要求。其表面的粗糙度的尺寸已經合乎國際精密加工的精準要求。
首先,在切削加工的階段,超精密的切削技術可以對很多超硬材料進行加工,包括金剛石等,加工的表面的粗糙度可以達到了幾十納米。加工表面的精度在機械控制精度和材料加工之間,以及切削技術的選擇上具有很精密的水準,并且能夠對加工的精密精度產生深遠的影響。
第二,在精密磨削加工階段,利用細粒度和抄襲力度的固結磨料砂輪以及高性能的磨床上,將加工細度提高到超過0.1nm,取出磨床材料,達到加工表面粗糙度的加工方法,指數系數達到了機械結構能夠達到了最大的加工精度。
不同的精度控制模式相對于加工精度和表面粗糙度,產生的精度范圍是不同的,通過排序,得到的精度從12nm到30nm不等,最佳精度可以達到原子級,精度和控制模式上表現的更加穩定,精度最高的磨削方式在穩定性上的表現從24到30,出入很大[2]。
第三,使用微細魔力的機械作用和化學作用,超精密拋光加工階段的工具被放置在電磁場的狀態下,通過減少加工變質層,獲得光滑或者超光滑的表面,利用微細磨里粒的高表面質量的加工方法,獲得軟質拋光工具以及化學液。
3.超精密加工精度的控制以及對比
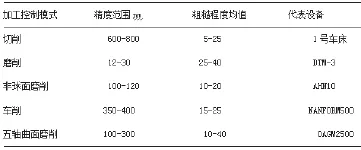
不同加工模式對精密度的影響
為了達到工業進程需要的精度,現階段的對于超精細加工的水平的要求達到了極限,這種加工精度除了保證設備的穩定性以及精密度之外,還要保證材料的屬性能夠達到原子水平的加工量級,針對超精密加工的穩定性以及工業指向性,多元化的超精密加工手段被選取了出來,多種數控超精密加工途徑和方法,針對不同工業目的,進行了多種加工精度的研究。具體的研究成果如下:
根據分析,精度控制體系中,加工的穩定性和精度作為重要的評價標準,在不同加工方式中進行著多平行指標評價系統的數據分析,給具體的工藝選擇提供了可靠的表現形式。作為正數權重系數的均值,為指標的總量提供權重指標[3]。
4.對數控精度控制體系改進方案應用
由于加工精度和表面的質量對于精度的影響較大,因此,根據對數控精密控制體系的了解,在改造上可以先對局部結構進行改進和優化,提高加工精度,降低數控精度控制的不穩定因素。
首先是考慮運轉的震動因素,對精密鏜進行高速的切削和加工,轉速不低于3000轉每分鐘的前提下,精密電主軸的回轉速度會加速,這樣,輕微的震動可能對孔的表面粗糙度會有所影響。在鏜桿的設計技術上要求較高,應該將鏜桿的外圓進行磨削和加工后,將形位進行高速運轉喜愛的平衡,減少震動,然后將鏜桿保持在穩定和強熱化的熱處理的技術實施,提高鏜桿的強度和剛性,減少鏜桿的受力和變形,降低孔的表面的粗糙度。
經過加工后的測量,按照圖紙的技術要求,利用動平衡儀進行檢測,發現震動的誤差后,將精密鏜床的結構加以改進,具體的數量和質量要根據軸運轉后振動的實際的能力給予減振,然后在結構的部分給予外部沖擊消振器。另外對于絲杠傳動的改進,要考慮絲杠的運行的穩定性。對零件的加工精度和鏜床的裝配精度要搞,滿足絲杠傳動的精度要求,操作要精確掌握絲杠螺母的座位的高低,保證絲杠系統的傳統的順暢,不會由于震動產生滑臺運行的不穩定。
改進后對平面和螺絲與鏜床的連接經過點接觸,形成了平面,平面與鏈接體的垂直度以及中心高利用螺絲調節,達到一個最佳的狀態,將螺絲擰緊以后,根據螺絲釘的大小的不同,是的扭矩在受力均勻的情況下實現半自由,通過改造,消除了絲杠傳動的過定位的情況,將結構予以了優化,調整起來更加簡單和方便。
5.結語
數控超精密加工的精度控制體系,按照加工精度的分布以及形體的影響節點,不同的工段和方式經過分類和總結后,格局加工的精度特征,結合TOPSIS模型進行了非球面的磨削控制質量的評價,具有工程實踐價值。在后續的實踐和可研中,應該通過研究,繼續向著相關的體系進行技術突破,為日后的工藝提供理論基礎和實踐指導。
[1]程艷.數控超精密加工精度控制研究[J].湖南城市學院學報(自然科學版),2016,25(2):157-158.
[2]程艷.數控超精密加工精度控制研究[J].湖南城市學院學報(自然科學版),2015,24(4):148-149.
[3]王麗潔,吳東.微型五軸聯動精密數控機床的設計與研究[C].//第六屆數控機床與自動化技術專家論壇論文集.2015:30-33.
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19