基于AutoForm的發(fā)動機罩外板滑移線優(yōu)化分析
2017-06-29 12:02:06司馬忠效廖小剛
重慶理工大學(xué)學(xué)報(自然科學(xué)) 2017年5期
司馬忠效,廖小剛
(浙江吉利汽車集團制造工程(ME)中心, 浙江 慈溪 315300)
?
基于AutoForm的發(fā)動機罩外板滑移線優(yōu)化分析
司馬忠效,廖小剛
(浙江吉利汽車集團制造工程(ME)中心, 浙江 慈溪 315300)
發(fā)動機罩外板是汽車主要外覆蓋件之一,外形整體尺寸較大,對整體剛性和外觀質(zhì)量要求較高。同時為了滿足當前汽車外形更加精致、動感要求發(fā)動機罩外板兩側(cè)棱線圓角盡可能小,這將導(dǎo)致棱線滑移問題更加突出。針對以上問題,采用Autoform軟件模擬拉延產(chǎn)生的滑移線,快速找出合適的工藝方案,以此解決鈑金件的滑移缺陷問題。該方法節(jié)省了模具調(diào)試的時間,為后續(xù)新車型發(fā)動機罩外板開發(fā)提供了參考。
發(fā)動機罩外板;滑移線;工藝面
1 滑移線
滑移線問題是車身外覆蓋件表面質(zhì)量缺陷的常見問題之一,圓角越小,問題越突出。滑移線的產(chǎn)生是由于板料接觸圓角后材料硬化,隨著材料流動在外觀面上殘留下痕跡,整車噴漆后會更加明顯,視覺效果非常差。沖壓后的鈑金件可以通過推油石清晰地看到此缺陷,如圖1所示。由于發(fā)動機罩外板造型相對平坦,為了保證其成型后的剛性,需要在完全繃緊的狀態(tài)下進行拉延,這樣就導(dǎo)致兩側(cè)棱線圓角出現(xiàn)嚴重的滑移線,影響外觀品質(zhì)。若是為了消除滑移線,減小拉延筋力,則勢必會導(dǎo)致剛性不足[1-2]。

圖1 滑移線缺陷
2 零件主要特點
某車型發(fā)動機罩外板(圖2)采用寶鋼生產(chǎn)的材料HC180BD+Z,料厚0.65 mm,尺寸約為1 572 mm×975 mm×113 mm。兩側(cè)棱線尖銳,圓角半徑約為7 mm,見圖3斷面示意。

圖2 某車型發(fā)動機罩外板

圖3 產(chǎn)品斷面示意圖
3 沖壓工藝設(shè)計
此發(fā)動機罩外板采用4道工序加工,工序排布見圖4。

圖4 工序排布
4 參數(shù)設(shè)置及有限元模型
1) 板料為HC180BD+Z,其屈服函數(shù)如下:
(1)

2) 板料采用等向指數(shù)強化模型,應(yīng)力應(yīng)變關(guān)系數(shù)學(xué)表達式為
(2)
式中:α為應(yīng)力;K為硬化系數(shù);ε為應(yīng)變;n為硬化指數(shù)。
3) 此發(fā)動機罩外板采用單動拉延成形,有限元模型如圖5所示。
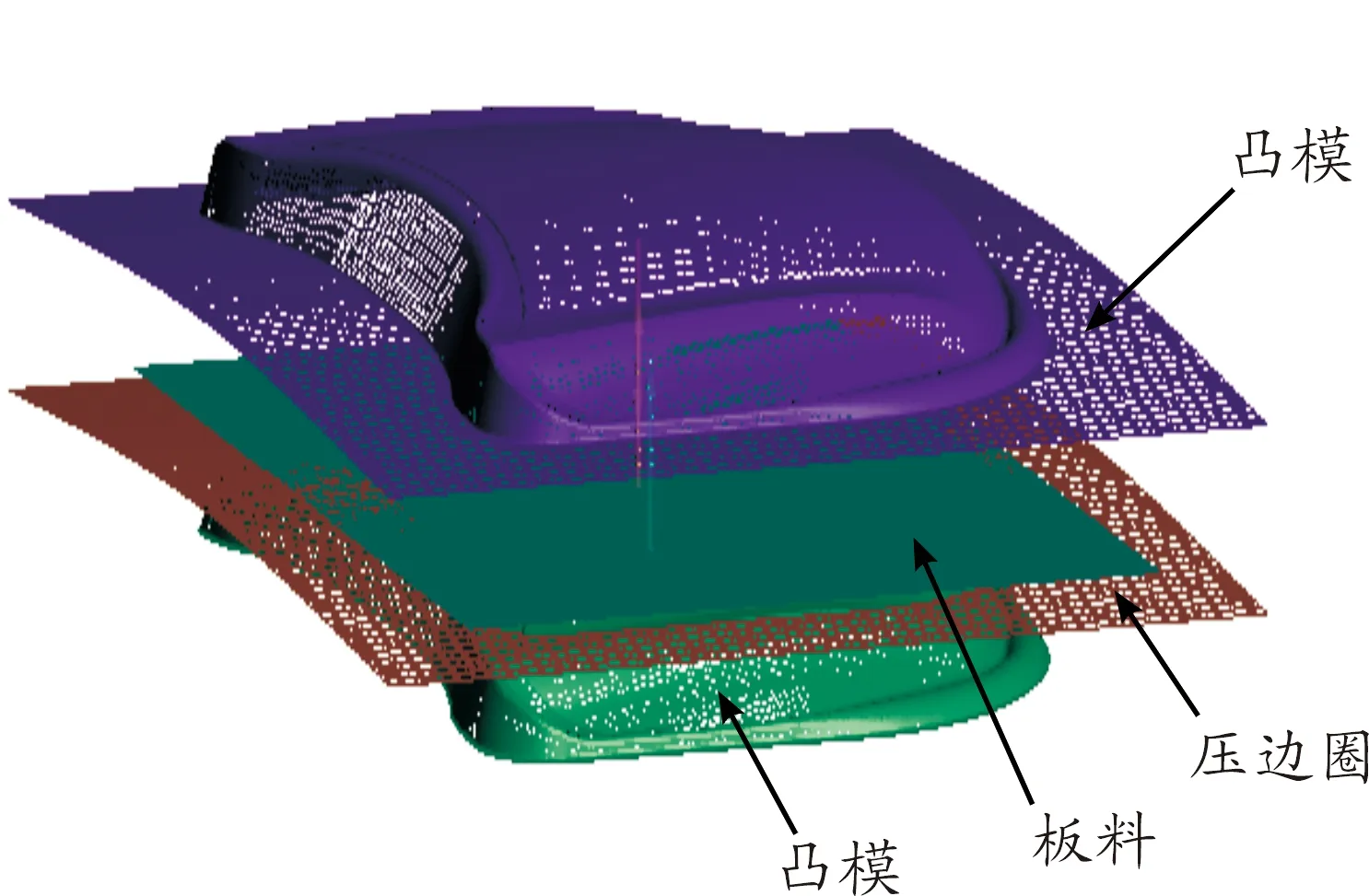
圖5 有限元分析模型
模型中凸模、凹模、壓邊圈選為剛性材料,分析中采用彈塑性殼單元理論,網(wǎng)格進行自適應(yīng)4級劃分[3-4]。為減少計算時間,拉延筋簡化為等效模型(虛擬筋)。拉延行程為100 mm,壓邊力為120 t,毛坯與模具各部件間的摩擦因數(shù)取0.15,成形速度V=1 m/s。
5 仿真模擬分析結(jié)果
外覆蓋件仿真分析不僅要求無開裂起皺現(xiàn)象,而且需要滿足外觀面質(zhì)量要求(主應(yīng)變大于0.03,次應(yīng)變大于0),詳細拉延成形分析結(jié)果見圖6,滑移線分析結(jié)果見圖7。從分析結(jié)果中可以看出:外板成形性及剛性合格,但是滑移量太大(最大約12 mm),已滑出圓角,影響產(chǎn)品外觀質(zhì)量,不能接受。

圖6 拉延成型性分析結(jié)果(合格)

圖7 滑移線分析結(jié)果(不合格)
6 拉延工藝模面優(yōu)化
通過分析滑移線產(chǎn)生的時機以及觸料情況,對拉延工藝模面按照圖8進行了優(yōu)化[5-6]。優(yōu)化工藝型面后,拉延坯料變大。為提高材料利用率,將方料改為梯形料。詳細成形分析結(jié)果見圖9。優(yōu)化工藝型面后滑移線分析結(jié)果見圖10,可見最大滑移量約為5 mm,未滑出圓角,滿足外觀質(zhì)量要求。
通過上述工藝型面優(yōu)化,讓拉延成形過程中最先觸料的區(qū)域位于產(chǎn)品中間區(qū)域,并逐步向兩側(cè)撐開,以推遲兩側(cè)棱線的觸料時機,同時在成形兩側(cè)型面時,中間區(qū)域已成形的型面起到一個支撐作用。此工藝型面的前后比左右側(cè)更深,成形中受到的拉應(yīng)力大,可以有效防止中間的板料往兩側(cè)移動,進一步減小棱線圓角的滑移量。圖11為實際生產(chǎn)的合格零件。

圖8 優(yōu)化后的工藝型面
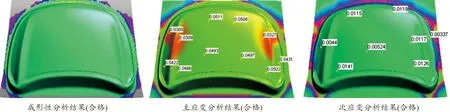
圖9 優(yōu)化工藝型面后拉延型性分析結(jié)果(合格)

圖10 優(yōu)化型面后滑移分析結(jié)果(合格)

圖11 實際生產(chǎn)合格零件
7 結(jié)束語
本文通過采用Autoform軟件模擬拉延產(chǎn)生的滑移線,快速找出合適的工藝方案來解決鈑金件的滑移缺陷問題。該方法節(jié)省了模具調(diào)試的時間,為后續(xù)新車型發(fā)動機罩外板開發(fā)提供了寶貴的經(jīng)驗,同時也提高了整車外觀質(zhì)量及整車精致感。
[1] 周杰,常桂靜,李鐵,等.側(cè)圍前延長件的成形分析及有限元模擬[J].鍛壓技術(shù),2006,31(2):43-45.
[2] 趙柏森,韋光珍,張玉平.汽車側(cè)圍內(nèi)板沖壓成型技術(shù)仿真與應(yīng)用[J].金屬鑄鍛焊技術(shù),2011,40(13):79-81.
[3] 孫曉.基于ETA/DYNAFORM 的某車型前圍內(nèi)板拉延模面優(yōu)化設(shè)計[J].新技術(shù)新工藝, 2013(7):79-84.
[4] 韓宗斌.汽車表面覆蓋件常見沖壓缺陷及處理措施[J].裝備制造技術(shù),2012(8):56-60.
[5] 徐迎強,薛克敏,曹婷婷,等.汽車門檻內(nèi)板零件沖壓數(shù)值模擬及參數(shù)優(yōu)化[J].精密成形工程,2010,2(3):36-40.
[6] 高健,魏憲波,韋興民,等.汽車左右后輪罩外板成形性分析及工藝設(shè)計[J].現(xiàn)代制造工程, 2013(8):64-67.
(責(zé)任編輯 劉 舸)
Skid Line Optimization and Simulation of Hood Outer Panel Based on AutoForm
SIMA Zhong-xiao, LIAO Xiao-gang
(Zhejiang Geely Group ME Center, Cixi 315300, China)
Hood outer panel is one of the main outer panel parts. Its size is larger, and it has higher requirements on rigidity and surface quality. Also, in order to meet more movement and more delicacy in current car, it requests the styling radius as small as possible, but this will lead to the skid line problem more prominent. To solve the above problems, using the Autoform software simulation to draw creation of slip line, and we quickly find out the suitable process in order to solve the problem of the sliding defects of sheet metal parts. This method saves the time of the mould debugging, and provides reference for the development of the engine cover of the new car.
hood OTR panel; skid line; process surface
2016-12-21 作者簡介:司馬忠效(1989—),男,主要從事汽車車身加工工藝研究,E-mail:simazhongxiao@vip.qq.com。
司馬忠效,廖小剛.基于AutoForm的發(fā)動機罩外板滑移線優(yōu)化分析[J].重慶理工大學(xué)學(xué)報(自然科學(xué)),2017(5):39-42.
format:SIMA Zhong-xiao, LIAO Xiao-gang.Skid Line Optimization and Simulation of Hood Outer Panel Based on AutoForm[J].Journal of Chongqing University of Technology(Natural Science),2017(5):39-42.
10.3969/j.issn.1674-8425(z).2017.05.007
U463
A
1674-8425(2017)05-0039-04
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
民用飛機設(shè)計與研究(2019年2期)2019-08-05 01:33:40
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
