連續纖維增強鈦基復合材料整體葉環設計與分析
2017-06-21 07:44:04紀福森
航空發動機 2017年6期
紀福森,徐 磊
(中國航發沈陽發動機研究所,沈陽110015)
0 引言
連續纖維增強鈦基復合材料與鈦合金相比具有更高的比強度和比模量,并且具有更好的耐熱性,可在600℃以上的高溫環境下使用,這些特點均使其有望用于制造未來先進航空航天高性能發動機部件。20世紀90年代,美國、英國、德國、法國和日本相繼開展了連續纖維增強鈦基復合材料在航空發動機壓氣機整體葉環/葉盤上的應用研究,利用連續纖維增強鈦基復合材料增強壓氣機轉子,滿足其高轉速和高溫度的要求,提高結構承載能力并減輕結構重量。
為了適應未來高推重比航空發動機研制的需要,本文簡要介紹了國內外連續纖維增強鈦基復合材料整體葉環設計、制造和試驗研究情況,并以某壓氣機轉子級為研究對象,提出了不同結構形式連續纖維增強鈦基復合材料整體葉環/葉盤的設計方案,并從強度、重量、制造可行性和經濟性等方面對這些設計方案進行了對比分析,以期為連續纖維增強鈦基復合材料整體葉環設計提供參考。
1 國內外研究現狀
1.1 連續纖維增強鈦基復合材料的制備工藝
連續纖維增強鈦基復合材料的制備分為預制體制備和固化壓實2個步驟,如圖1所示。連續纖維增強鈦基復合材料預制體的制備工藝主要有3種:箔材-纖維-箔材法(FFF)、等離子噴射涂層法(MCM)和涂敷基材成分纖維法(MCF),其中MCF法多采用物理氣相沉積(PVD)工藝制備質量很高的金屬基復合材料先驅絲,具有纖維被基體均勻包圍、纖維以先驅絲形式復合、纖維損傷小、體積分數可控等優點。通常采用熱等靜壓或真空熱壓來實現復合材料固化壓實[1-2]。
1.2 連續纖維增強鈦基復合材料整體葉環的制備工藝
將整體葉盤中的輻板與輪轂部分去掉,就成為整體葉環,如圖2所示。由于缺少了承受負荷的輻板和輪轂,整體葉環承受不了葉片的離心負荷,因此采用連續纖維增強的鈦基復合材料進行加強。鈦基復合材料整體葉環可大幅度減輕重量,根據設計要求與參照對象的不同,減重效果在26%~70%之間[3,5-8]。
美國的相關研究提出的復合材料整體葉環制備工藝路線[9]如圖3所示。按照該工藝路線,首先制備復合材料環件,然后經基體封裝和二次熱等靜壓制備整體葉環坯料。該工藝分為復合材料環件與整體葉環坯料制備2個步驟,大大降低了工藝難度。
日本采用纖維纏繞與噴涂以及箔-纖維-箔2種工藝方法制備復合材料[4-5],如圖4、5所示,并開展了模擬件的制備以及拉伸試驗與環狀試件超轉試驗研究,結果表明采用基體涂敷單絲帶工藝制備的模擬件的拉伸強度明顯提高。
國內針對鈦基復合材料力學性能和界面等方面開展了相關研究[9-12],并采用PVD先驅絲工藝制備了復合材料環形樣件,如圖6所示。
1.3 連續纖維增強鈦基復合材料整體葉環的研制
德國開展了連續SiC纖維增強Ti-6-4復合材料整體葉環在高應變率下的失效研究(如圖7所示)。從圖中可見,其制備了包含3個復合材料環的整體葉環,每個復合材料環纖維體積分數為35%,整體葉環外徑為270 mm,并在立式旋轉試驗器上進行了試驗研究,試驗破裂轉速達37600~38600 rad/min,相對應的葉尖切線速度為532~546 rad/min,在破裂轉速下的最大測量應變為0.85%。
日本在先進材料燃氣發生器研究計劃下,開展了整體葉環模擬件的設計與試驗研究,如圖8所示。超轉試驗轉速達到46600 rad/min,計算分析表明,在47000 rad/min時,復合材料增強區最大von-Mises應力為1270 MPa。在溫度為723K、應力為900 MPa條件下,復合材料達到了5000個循環數的低循環疲勞壽命目標[14]。
英國羅羅公司開展了連續纖維增強鈦基復合材料整體葉環的研制與殘余應力研究,如圖9所示。
美國空軍、加雷特公司、AADC公司、GEAE公司和PW公司在可行性研究、制造工藝和試驗驗證等方面開展了大量工作。PW公司和GEAE公司評估了采用等離子噴涂和基體涂敷纖維工藝制備的SCS-6/Ti6-4復合材料整體葉環,復合材料體積分數為38%,并進行了破裂試驗,試驗結果表明整體葉環強度為1779 MPa,接近預測值[5]。在IHPTET計劃下,AADC公司驗證的XTC16/1A核心機4級壓氣機的第3、第4級轉子采用了連續纖維增強的鈦基復合材料整體葉環,實現了高強度和輕重量的目標[15]。
2 某整體葉環結構設計分析
2.1 某整體葉環結構方案設計
鑒于連續纖維增強鈦基復合材料優異的承載能力與耐溫能力,并考慮到未來航空發動機的減重要求,本文選取某壓氣機轉子級為研究對象,開展了整體葉環結構方案設計與分析研究。為了使設計對象更具有代表性,對該轉子級進出口輪轂比進行了適當調整。在對該轉子級進行綜合分析的基礎上,提出了整體葉環結構方案(如圖10所示),即封裝結構方案1、方案2,裝配結構方案3,雙輻板結構方案4。
2.2 應力分析與結構優化
采用宏觀有限元法應用二維軸對稱模型進行靜強度計算,并根據計算結果對結構方案進行了局部優化。計算所采用的復合材料性能數據參照相關文獻中的數據給定。優化后整體葉環結構方案的應力計算結果如圖11所示。在設計轉速下,結構方案1、方案2和方案4的復合材料區最大von-Mises應力基本相當,分別為1362,1372,1386 MPa左右,方案3的復合材料區最大von-Mises應力略小,約為1230 MPa。
2.3 重量分析
連續纖維增強鈦基復合材料整體葉環研制應用的最主要目的是為了減輕結構重量。針對應力水平基本相當的上述方案,以鈦合金整體葉盤結構為比較對象,給出了各方案的重量與減重情況(見表1)。方案1和方案2均為封裝方案,其差異主要為復合材料增強區結構不同,減重效果基本相當,故方案1的相關數據未給出。由表1可知,不同結構方案的凈減重量在3.46~4.28 kg之間。減重百分比的大小與比較對象相關,如果只比較盤(環)體部分,減重百分比較大,如果比較整體葉盤(整體葉環),即包含葉片部分的固定重量,則減重百分數減小。
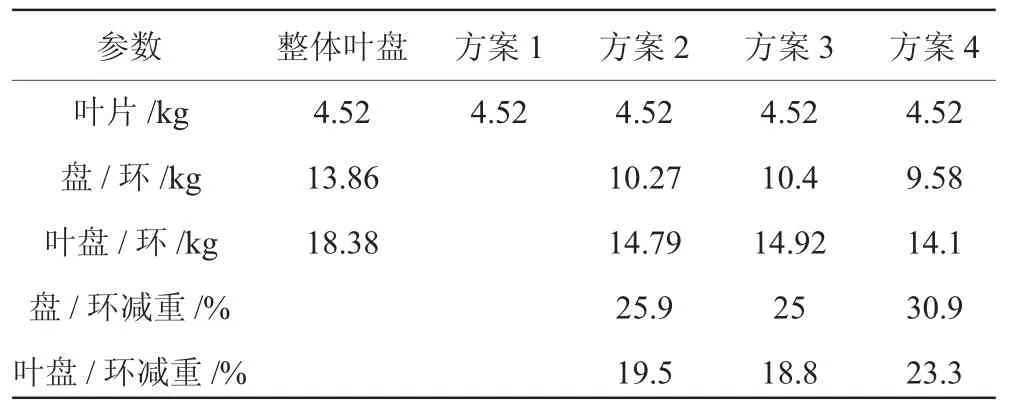
表1 不同結構方案整體葉環減重情況
考慮到該轉子級葉片為寬弦型面,且進出口輪轂比變化較大,流路前低后高,結合復合材料制備工藝特點進行了分析,認為封裝結構方案1、方案2的輪緣后端存在較大的基體材料區,制約了減重效果的進一步提高。裝配方案3因應力水平略低,因此還有一定的優化空間,減重效果還可以進一步提高。雙輻板方案4的減重效果最明顯。
2.4 制造可行性分析
整體葉環制造的關鍵是連續纖維增強鈦基復合材料環坯的制備,這里僅從不同整體葉環結構方案差異的角度分析其對工藝的影響,并未對工藝技術問題本身進行深入分析。封裝方案1、方案2可以采用內環開槽纏繞先驅絲,外環與內環電子束封裝,經熱等靜壓成型的工藝制備,復合材料與基體的外徑界面受轉子進口流路、鼓筒直徑和安裝邊位置限制,可調整的范圍非常小,這也是方案1、方案2減重效果無法提高的原因。封裝結構方案也可采用圖3所示的工藝路線,先預制環體再進行熱等靜壓成型,但是該工藝并不能解決方案1、方案2面臨的主要矛盾,且又增加了二次熱壓的界面不確定性問題。裝配方案3僅需制備復合材料預制體環,然后裝配于金屬材料的葉盤/整體葉環上,其制備工藝難度大大降低。但該方案的結構設計難度較大,需考慮載荷的傳遞、復合材料的承載能力、結構的穩定性和復合材料環的限位等問題。雙輻板結構方案4的制備工藝與方案1和方案2的相同,但復合材料增強區移到了低半徑位置,有效地解決了方案1和方案2的界面問題,并能充分發揮復合材料的承載能力,明顯提高減重效果,該方案的難點在于雙輻板結構半封閉腔的機械加工比較困難。
2.5 經濟性分析
航空零件的經濟性可以從原材料、機械加工、后期使用維護費用等角度進行分析。連續纖維增強鈦基復合材料整體葉環的機械加工和使用維護費用與傳統鈦合金整體葉盤的基本相當。考慮到連續纖維單絲及其復合材料制備工藝過程復雜,成本費用高,這里僅從連續纖維增強鈦基復合材料用量以及環坯制備工藝特點的角度進行對比分析。不同結構方案整體葉環復合材料的用量見表2,從表中可知方案3和方案4的復合材料用量大幅減少,原材料成本明顯降低。方案3因制備工藝難度低,復合材料環坯的制造成本進一步降低,因此經濟性最佳。

表2 不同結構方案整體葉環復合材料用量
3 結論
(1)美國、德國和日本等國家針對連續纖維增強鈦基復合材料及其整體葉環結構件設計、制造和試驗驗證開展了大量的研究工作,相關研究表明,復合材料整體葉環的承載能力強,減重效果明顯。
(2)通過某壓氣機轉子級連續纖維增強鈦基復合材料整體葉環的多方案設計,以及應力、重量、制造可行性和經濟性分析,得到的結果是裝配結構方案應力水平低,制造可行性好,經濟性好,并在一定程度上避免了界面在徑向載荷作用下的失效問題,值得深入研究。
[1]楊銳,石南林,王玉敏,等.SiC纖維增強鈦基復合材料研究進展[J].鈦工業進展,2005,22(5):32-36.YANG Rui,SHI Nanlin,WANG Yumin,et al.Recent progress in SiC fibre reinforced Titanium Matrix Composites[J].Titanium Industry Progress,2005,22(5):32-36.(in Chinese)
[2]曾立英,鄧炬,白保良,等.連續纖維增強鈦基復合材料研究概況[J].稀有金屬材料與工程,2000,29(3):211-215.ZENG Liying,DENG Ju,BAI Baoliang,et al.A review of continuous fiber reinforced Titanium alloy Matrix Composites[J].Raremetal Materials and Engineering,2000,29(3):211-215.(in Chinese)
[3]Doorbar P J.The introduction of reinforced TMC materials into rotating machinery the safe approach[C]//Design Principles and Methods for Aircraft Gas Turbine Engine.Toulouse:1998:27/1-27/6.
[4]Ruffles P C.Aero engines of the future[J].Aeronautical Journal,2003,107:307-321.
[5]Koop W E,Cross C J.Metal Matrix Composites structural design experience[R].AIAA-1990-2175.
[6]Kono A,Yamada T,Fukusima A,et al.Manufacturing process of hoop reinforced Titanium Matrix Composite ring[R].ISABE-2001-1029.
[7]Kono A,Yamada T,Tsuzuku T,et al.Manufacturing process development of Titanium Matrix Composite ring[R].ISABE-2003-1139.
[8]Walther R,Frischbier J,Selmeier R.Aeromechanical design of advanced engine compressors[R].ISABE-2001-1241.
[9]王玉敏,肖鵬,石南林,等.SiC纖維增強鈦基復合材料界面研究及構件研制[J].中國材料進展,2010,29(5):9-13.WANG Yumin,XIAO Peng,SHI Nan lin,et al.SiC fiber reinforced Titanium Matrix Composite interface evolution and component manufacturing[J].Materials China,2010,29(5):9-13.(in Chinese)
[10]張旭,王玉敏,楊青,等.SiCf/TC17復合材料拉伸行為研究[J].金屬學報,2015,51(9):1025-1036.ZHANG Xu,WANG Yumin,YANGQing,et al.Study on tensile behavior of SiCf/TC17 composites acta[J].Metallurgica Sinica,2015,51(9):1025-1036.(in Chinese)
[11]楊延清,羅賢,黃斌.SiC纖維增強Ti基復合材料的界面反應規律[J].中國體視學與圖像分析,2016,21(1):58-65.YANG Yanqing,LUO Xian,HUANG Bin.Characterizing interfacial reaction of SiC fiber reinforced Titanium-Matrix Composites[J].Chinese Journal of Stereology and Image Analysis,2016,21 (1):58-65.(in Chinese)
[12]張愛榮,楊延清,婁菊紅.2SiC/Ti-6Al-4V復合材料的橫向力學性能研究[J].熱加工工藝,2014,43(10):117-120.ZHANGAirong,YANGYanqing,LOU Juhong.Transverse properties of SiC/Ti-6AL-4V composite[J].Hot Working Technology,2014,43(10):117-120.(in Chinese)
[13]Frischbier J,Hausmann J.Assessment of failure mechanisms of aeroengine TMC rotor disks at high rates of strain[J].Damage&Fracture Mechanics,2002,(7):413-423.
[14]Kuriyama T,Miyagawa H,Uyama M.Status of AMG(Advanced Material Gas-generator)research and development program[R].ASME Turbo Expo 2001-GE-0219:42-48.
[15]Kandebo SW.Allison tests variable cyle fighter/attack core engine[J].Aviation Week&Space Technology,1992,136(8):130-131.
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
現代企業(2015年9期)2015-02-28 18:56:50
應用化工(2014年10期)2014-08-16 13:11:29