組件加工三維工序模型構建方法
2017-06-20 15:44:44張祥祥程五四田富君陳帝江
智能制造 2017年3期
張祥祥 程五四 田富君 陳帝江
摘要:針對組件加工工藝特點,本文研究了三維設計模型的建模方式對組件加工三維工藝設計的影響。提出了組件加工三維工序模型的構建方法,并基于Pro/E平臺分析了某微波組件三維工序模型構建過程,驗證了方法的可行性和有效性。
關鍵詞:組件加工;工序模型;建模方式
0.引言
組件加工是一種重要的工藝方法,通常在零部件通過裝配或焊接形成整體后進行,如配打或焊后加工等,用于消除變形和誤差積累,保證組件的精度要求,在復雜機電裝備的生產過程中大量存在,對應的結構件種類及數量也較多,如雷達裝備轉臺與撐腿機構、起重機臂體和衛星薄壁密封艙等。目前組件加工工藝設計仍停留在傳統二維模式,信息載體以紙質為主,紙質信息載體種類繁多(二維工程圖、工藝卡片、操作指導書和工藝附圖等),難以直觀、交互地表達實際生產制造過程,信息獲取較為困難,且多類紙質信息載體也不利于管理和變更,給工藝設計過程及下游工人理解和使用帶來困難。隨著MBD技術的研究深入,三維工藝是目前數字化設計與制造領域的研究熱點,其關鍵是利用三維模型的表現力,直觀展示制造過程幾何實體、加工要求等內容,動態反應產品在制造中的變化過程。三維工序模型作為工藝信息載體,其構建方法是其核心問題之一,直接關系到三維工藝技術的實施與應用。
目前關于三維工序模型構建方法的研究主要集中在零件加工工藝和組件裝配工藝,且側重點不同。零件加工工藝的研究主要是通過零件設計模型,結合特征識別技術自動識別零件待加工特征,采用正向減材料或逆向增材料方式得到零件工序模型,然后結合CAPP/CAM系統的功能及必要的人機交互完成工藝路線、工藝規程的編制及信息標注,最后輸出零件三維工藝卡片及對應的NC代碼。組件裝配工藝方面,大多數研究集中在裝配工藝設計及結果的可視化發布,通過三維裝配工藝設計與裝配仿真過程信息記錄,生成三維裝配工藝文件,通過旋轉、縮放等交互操作指導下游車間。與單純的零件加工工藝和組件裝配工藝不同,組件加工融合了多種工藝類型,如機加、裝配、焊接、涂敷和電鍍等,涉及信息種類繁雜,各種工藝類型對應的工藝信息差別較大。如機加工藝主要體現加工方法、加工特征、尺寸、公差、表面結構、幾何公差、刀具和加工參數等信息,焊接工藝需體現焊接零部件、焊縫符號、焊接方法、焊接順序、工裝和焊接參數等,裝配工藝應表明裝配明細、裝配順序、工裝和裝配參數等,鍍覆工藝需體現鍍覆方法、鍍層材料、鍍層厚度等。因此,組件加工三維工序模型的構建需要滿足以下兩個要求:以三維設計模型為依據,統一設計工藝數據源,保持設計模型和工序模型的關聯;三維工序模型包含所在工序的工藝信息,能體現所代表的工序類型信息種類。
1.設計模型建模方式分析
與傳統二維工藝相比,三維工藝的一個顯著特點即是通過“所見即所得”的方式交互操作三維工序模型,直觀展示零部件生產加工過程。三維設計模型是三維工藝設計的數據輸入,其建模過程方式直接影響到工序模型生成的繁易程度。目前大多數研究都是基于設計模型直接進行特征識別、輕量化等操作附加工藝信息,用于生成三維工序模型。事實上,由于絕大多數企業設計和工藝尚屬分離狀態,設計人員和工藝人員屬于不同的部門或業務領域,還難以做到設計和工藝的高度融合。在實際業務層面的表現為,在企業PDM系統中,設計人員對三維設計模型負責,具備創建、修改和提出審批等權限。而工藝詳細設計作為設計的后續環節,其數據輸入為EBOM和處于發布狀態的設計模型。工藝人員不具備修改的權限,不允許更改設計模型。因此,在開展組件加工三維工藝設計前,首先要對三維設計模型結構進行分析。在CAD環境下,組件加工三維設計模型包括裝配模型和零件模型。目前裝配模型和零件模型建模主要有以下兩種方式。
1)組件特征建立在零件級
三維設計模型在CAD系統中為裝配模型(.asm),裝配結構樹僅體現各組成零部件的層次關系,而無特征節點。零件設計模型代表的是真實零件的最終形狀,但無法反映參與焊接/裝配形成組件后再加工的過程。(特征、裝配結構樹術語可參照《GB/T 26099.1-2010機械產品三維建模通用規則》)
2)組件特征建立在組件級
三維設計模型在CAD系統中為裝配模型(.asm),裝配結構樹除了包含各組成零部件的層次關系外,還附帶加工特征節點,體現了各組成零件的最終形狀,其建模過程代表了該組件真實的加工過程。零件設計模型描述的是該零件參與焊接或裝配前的形狀。組件加工特征在裝配模型中體現。
鑒于此,本文針對組件加工工序模型構建的要求,在分析設計模型建模方式的基礎上,研究了組件加工三維工序模型構建的技術途徑方法。
2.組件加工三維工序模型構建方法
組件加工工藝以全三維設計模型為輸入,通過設計模型結構分析、工藝規程規劃、工藝信息處理和工序模型輸出等環節生成每道工序對應的三維工序模型,并將其作為信息表達載體,指導不同工序的操作過程。根據三維設計模型的兩種建模方式,結合MBD技術特征,給出了組件加工三維工序模型的構建方法,如圖1所示。
2.1組件特征建立在零件級
這種方式下,組件加工三維工序模型構建技術途徑包括以下步驟:
1)工藝規程規劃
加載組件加工三維工藝設計模板,規劃加工順序,形成工藝規程,以結構化工藝規程樹進行組織和管理,明確每道工序/工步所用到的制造資源,實現產品、工藝和資源的有效整合。工藝規程樹由工序工步節點組成,對應的屬性信息與所在工藝類型關聯。
2)參照模型構建
識別三維設計模型中存在組件加工特征的零件,建立其對應的參照模型。參照模型能夠描述該零件參與焊接/裝配前的幾何構形。將參照模型采用坐標系對齊的加載到組件加工三維工藝設計模板,實現參照模型與對應的零件設計模型同位置裝配,并通過顏色區分。
3)工藝信息處理
針對工序所屬不同的工藝類型采用不同的工藝信息處理方式,主要包括機加、裝配、焊接、涂敷、電鍍和檢測。
◎機加工序:通過CAD軟件中的特征建模功能,參照零件設計模型,按照工藝規程順序依次以去除材料方式構建加工特征,表達本工序的加工余量;采用三維標注形式標注中間過程尺寸、工藝信息組合符號、表面粗糙度等信息;采用屬性方式填寫工序內容、工時定額和設備等信息。
◎裝配工序:依次選擇該裝配工序需裝配的零部件設計模型,具有組件加工特征的零件,該步驟選擇的是零件參照模型;根據需要定義裝配順序和裝配路徑;采用三維標注形式標注球標、技術要求和裝夾位置等信息;采用屬性方式填寫工序內容、工時定額和注意事項等信息。
◎焊接工序:依次選擇該焊接工序需焊接的零部件設計模型,存在組件加工特征的零件,該步驟選擇的是零件參照模型;采用三維標注形式標注焊接順序、焊縫、焊接方向、裝夾位置、技術要求等信息;采用屬性方式填寫工序內容、工時定額和注意事項等信息。
◎涂敷、電鍍、檢測工序:不涉及模型幾何特征變化的輔助工序,以輔助幾何、限定區域、著色配合三維標注的方式完成信息表達;采用屬性賦值的方式填寫工序內容、工時定額、注意事項等信息。
4)信息集成
建立工藝規程樹工序工步節點與對應的工藝信息進行關聯。機加工序節點關聯的是特征和注釋,焊接/裝配工序節點關聯的是零部件和注釋,涂敷、電鍍、檢測工序節點關聯的是草繪、限定區域和注釋等。
5)三維工序模型輸出
基于工藝規程樹順序輸出三維工序模型,作為生產制造的依據。
2.2組件特征建立在組件級
這種方式下,三維設計模型的建模過程即可表達真實加工過程,對應的三維工序模型構建技術途徑包括以下步驟。
1)工藝規程規劃
2)工藝信息處理
與2.1相比,不同之處主要在于機加工序無需依次構建加工特征;裝配/焊接工序選擇的是本工序所需的零部件設計模型。
3)信息集成
4)三維工序模型輸出3應用實例
某微波組件由波導、法蘭盤、圓法蘭和4個定位銷組成,結構剛性差、尺寸精度高,其工藝過程為以銷定位固定各零件后,采用真空釬焊將零件焊接成形,然后進行機加和表面處理。三維設計模型兩種建模方式下,結合Pro/E平臺給出了三維工序模型構建實例。
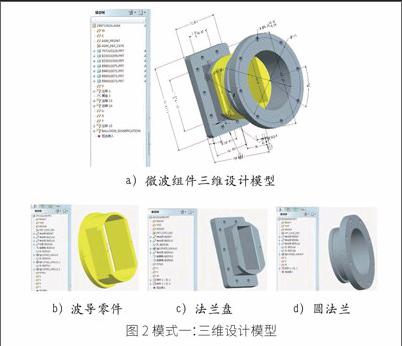
3.1模式一:組件特征建立在零件級
這種模式下,該微波組件三維設計模型如圖2所示。a)中組件三維設計模型建模過程無法體現焊接后再加工過程,且b)、c)、d)中各零件幾何特征也無法反映參與焊接形成組件后再加工的過程。
1)工藝規程規劃
進行工藝性分析,形成工藝規程,含有13個工序節點:齊套、真空鋁釬焊、鉗、檢、車、銑、鉗、檢、線切割、鉗、鋁氧化、油漆和檢。結合其工藝過程可知,707210226(波導)、823010299(法蘭盤)和823010300(圓法蘭)3個零件均存在焊接后機加特征。按照組件真實制造過程,以工藝規程樹組織工序工步節點。
2)參照模型構建
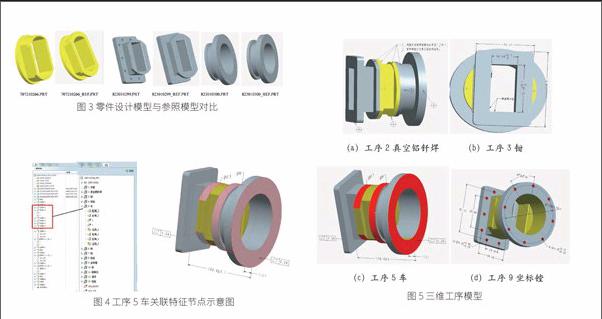
建立該3個零件的參照模型,通過復制該零件設計模型后進行特征編輯或添加余量生成。圖3顯示了該3個零件設計模型與參照模型的對比情況。
(本實施例中,參照模型的命名是在設計模型名稱基礎上添加后綴“REF”)。
3)工藝信息處理
對于工序5車、工序6銑和工序9坐標鏜三道機加工序,參照零件設計模型,按照工藝規程順序依次以去除材料方式構建加工特征,表達本工序的加工余量,完成中間尺寸、表面粗糙度和幾何公差的三維標注。對于工序2真空鋁釬焊,依次選擇本工序關聯的零部件模型,即707210226 REF、823010299 REF、823010300 REF和定位銷896010071(4個),標注焊接順序、焊縫、焊接方向、裝夾位置、技術要求等信息。工序1齊套、工序3鉗、工序4檢、工序7鉗、工序8檢、工序10鉗、工序11鋁氧化、工序12油漆和工序13檢不涉及模型幾何特征變化的輔助工序,采用三維標注配合著色的方式完成信息表達。圖4是工序5車關聯特征節點示意圖。工序5車節點與模型特征樹的特征節點建立關聯關系,同時在模型區相關特征會高亮顯示。
4)信息集成
建立工藝規程樹工序工步節點與對應的工藝信息進行關聯。機加工序節點關聯的是特征和注釋,焊接/裝配工序節點關聯的是零部件和注釋,涂敷、電鍍、檢測工序節點關聯的是草繪、限定區域和注釋等。
5)三維工序模型輸出
基于工藝規程樹順序輸出三維工序模型,如圖5所示(紅色代表加工)。三維工序模型以設計模型為數據源,通過幾何、三維標注和屬性相結合方式表達工藝信息,通過交互操作可顯著提高工藝信息獲取效率。
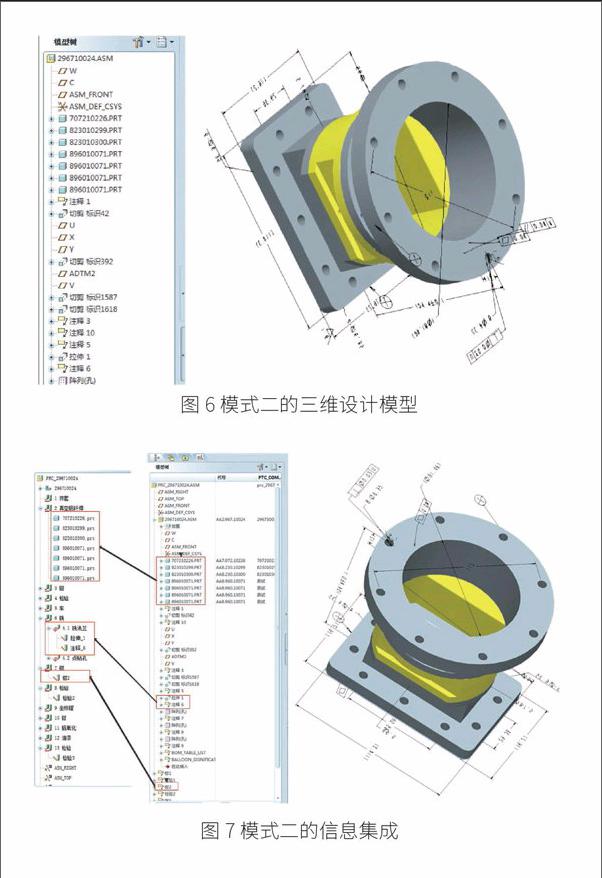
3.2模式二:組件特征建立在組件級
這種模式下,該微波組件三維設計模型建模過程直接反映了工藝過程,如圖6所示,裝配結構樹除了包含各組成零部件的層次關系外,還附帶加工特征節點,特征節點的順序即表達了真實的加工過程。各組成零件設計模型描述的是該零件參與焊接前的形狀,幾何特征與圖3中的參照模型一致。與模式一相比,主要區別在工藝信息處理方式和信息集成對象不同,不存在參照模型。工序2真空鋁釬焊關聯的是設計模型中的零部件:707210226、823010299、823010300和定位銷896010071(4個);工序5、6關聯的特征節點在三維設計模型本身自帶的特征節點,如圖7所示。其余步驟與模式一處理方式相同。
4.結束語
三維工藝是目前制造業信息化領域的研究熱點。三維設計模型作為工藝設計的數據輸入,其建模方式對下游開展三維工藝設計有重要影響。本文在分析了組件加工三維工藝設計特點的基礎上,給出了組件加工三維設計模型兩種建模方式,提出了對應三維工序模型的構建方法,并通過實例驗證了方法的可行性,對于開展組件加工三維工藝設計具有較大的參考價值。
