50?m跨度鋼拱橋制作技術及質量控制措施
2017-06-09 00:06:09王金龍
科技資訊 2017年12期
關鍵詞:質量控制
王金龍

摘 要:東營港新建引橋工程第一跨為50 m跨度簡支鋼拱橋,用于連接新建引橋段和已建碼頭。該文介紹了該工程鋼拱橋單元桿件焊接、節段組拼、成橋拼裝、防腐處理等關鍵工藝,以及鋼拱橋制造過程中的質量控制措施。
關鍵詞:鋼拱橋 制作 質量控制
中圖分類號:U445.466 文獻標識碼:A 文章編號:1672-3791(2017)04(c)-0066-03
1 工程概況
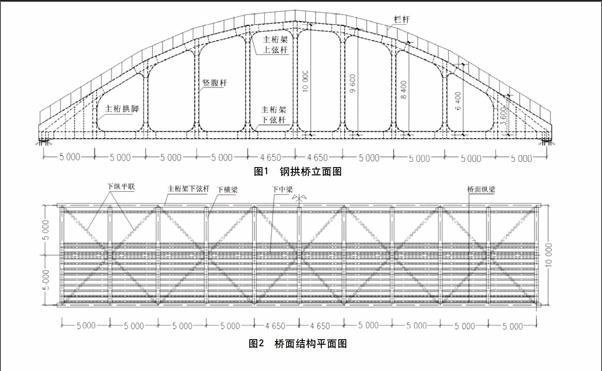
該工程為單跨簡支鋼拱橋,采用全焊鋼結構,全長50 m,計算跨徑為49.3 m,橋寬10 m(主桁中心距),矢高10 m,節間距為4×5 m+2×4.65 m+4×5 m。鋼拱橋由主桁架上弦桿、主桁架下弦桿、豎腹桿、上橫梁、下橫梁、上縱平聯、下縱平聯、橋門架、橋面系等組成;主桁架上、下弦桿、豎腹桿、下橫梁、管架立柱采用組拼的箱型鋼梁;上橫梁采用400 mm×400 mm方管型鋼;上、下縱平聯,上、下中梁、橋面縱梁、管架梁采用H型鋼;欄桿采用鍍鋅鋼管鋼拱橋結構圖如圖1、圖2所示。
2 主要技術難點
(1)該工程主要結構桿件為焊接鋼板和型鋼,焊接斷面較大,尤其主桁架上、下弦桿為焊接成型的箱形鋼梁,斷面尺寸850 mm×400mm,最長的一節長度為16.8m, 鋼板厚度20mm,焊接斷面較大,焊縫長且深,焊接變形控制難度大。
(2)下弦桿每根由三節箱型鋼梁拼接組成,拼裝過程中扭曲、側向彎曲控制難度大。
(3)該工程主要結構桿件數量有200個,桿件組裝過程中尺寸偏差控制難度大,成橋尺寸控制難度大。
(4)豎腹桿與主桁架上、下弦桿的連接方式復雜,焊接難度大。
3 制作工藝流程
主桁架上、下弦桿、豎腹桿鋼型箱梁制作工序為鋼板切割下料、開坡口、組裝(焊接加勁板)、焊接、除銹、底漆涂裝。上橫梁方管型鋼;上、下縱平聯,上、下中梁、橋面縱梁、管架梁H型鋼在車間進行拋丸除銹,底漆涂刷,在現場下料切割,焊接拼裝。
鋼拱橋制作主要工藝流程如下。
1∶1放樣→切割下料、邊緣加工→構件組裝→構件焊接→除銹、底漆涂裝→節段組拼→成橋拼裝→面漆涂裝。
3.1 下料和切割及邊緣加工
(1)根據設計圖紙計算出下料尺寸,直接在鋼板表面上畫出材料的加工界線,采用數控氣割進行下料。
(2)下料時預留制作和安裝時的焊接收縮余量及切割、刨邊和銑平等加工余量。
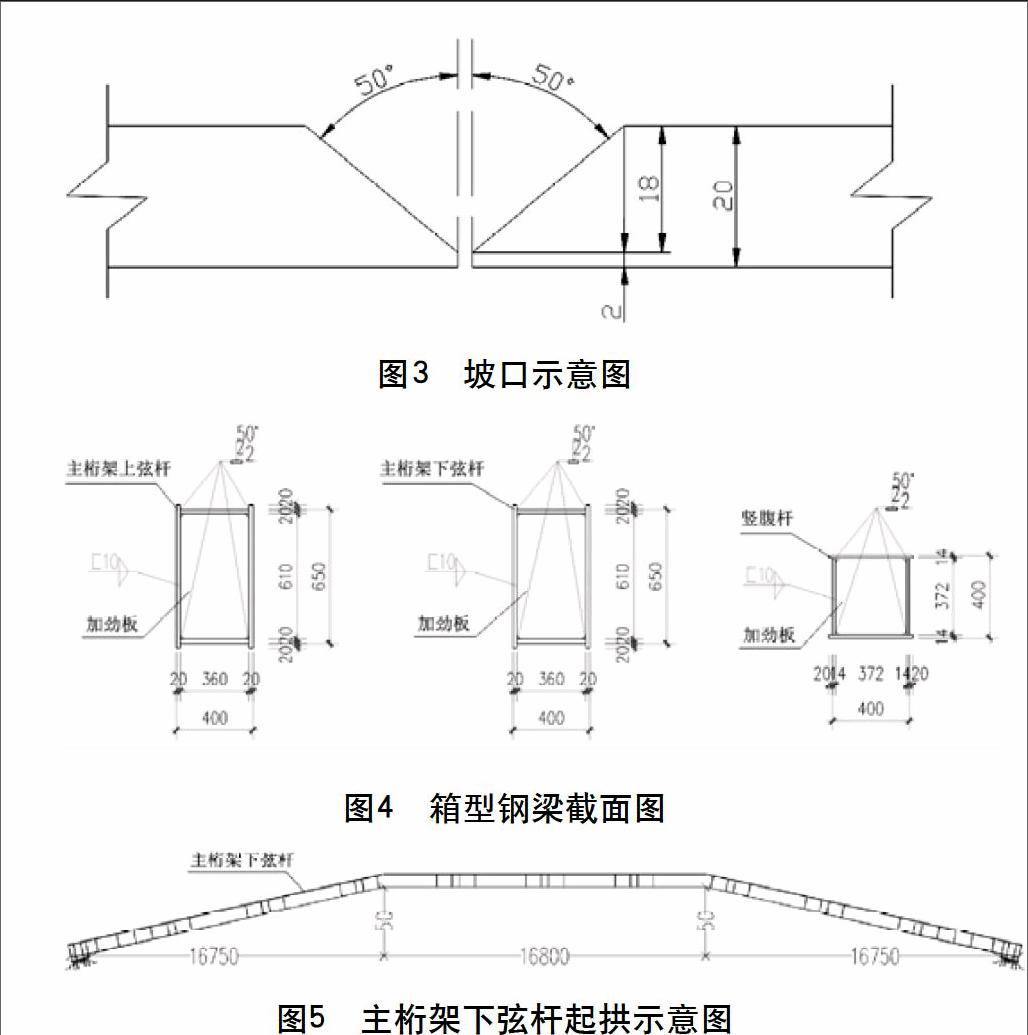
(3)為了控制焊接應力,降低熱影響區,采用火焰切割機對切割好的條形鋼板開50°坡口,坡口間隙2 mm。
3.2 組裝
主桁架上弦桿兩根,每根分10節(6.075 m+5.77 m+5.43 m+5.19 m+4.72 m)制作,共20節,主桁架下弦桿2根,每根分3節(16.75 m+16.8 m+16.75 m)制作,共6節;豎腹桿18根,尺寸分別為9.349 m、8.996 m、7.798 m、5.805 m、3.015 m,桿件截面如圖4所示。
(1)組裝前,按圖紙核對零件編號、外形尺寸和坡口方向,確認無誤后組裝。
(2)組裝順序根據結構形式、焊接方法和焊接順序等因素確定。對采用埋弧焊、CO2氣體保護焊及低氫型焊條手工焊等方法焊接的接頭,在組裝前將待焊區域的鐵銹、氧化皮、污垢、水分等有害物清除干凈,使其表面露出金屬光澤。
(3)桿件的組裝在工作臺上進行,組裝時將焊縫錯開,預留焊接收縮量。
3.3 構件焊接
(1)焊條、焊劑使用前,要進行烘焙,低氫型焊條經過烘焙后,放在保溫箱內隨用隨取。
(2)施焊前清除焊接區域的有害雜質,焊接后及時清除焊渣及飛濺物。
(3)鋼箱梁主體內部構件焊接主要包括縱向加強勁板及腹板的焊接,要進行對稱焊,先焊立角焊,后焊平角焊;先焊縱向焊縫,后焊橫向焊縫。
(4)多層焊接要連續施焊,其中每一層焊道焊完后及時清理焊渣。
(5)埋弧自動焊要在距離設計焊縫端部80 mm以外的引弧板上起、息弧。焊接中不允許斷弧,如有斷弧要將停弧處刨成1∶5斜坡,并搭接50 mm再引弧施焊,焊后搭接處要修磨圓順。
3.4 除銹、底漆涂裝
(1)底漆涂刷前將構件鐵銹、焊縫藥皮、焊接飛濺物、油污、塵土等雜物清理干凈。
(2)采用自動噴丸除銹機進行除銹,除銹等級不低于Sa2.5。
(3)底漆涂裝:①底漆采用富鋅漆,其厚度不小于75μm;②刷第一層底漆時涂刷方向應該一致,接搓整齊;③待第一遍干燥后,再刷第二遍,第二遍涂刷方向與第一遍涂刷方向垂直,這樣會使漆膜厚度均勻一致。
3.5 現場拼裝
現場拼裝在預先搭設的工作平臺上進行。平臺長47.3 m,寬11 m,高0.8 m。立柱采用12#槽鋼,立柱間距5 m,用槽鋼對焊成口字型,立柱下用10 mm×400 mm×400 mm的鋼板做墊板。平臺兩端立柱用12#槽鋼做斜撐,中間立柱兩邊均有斜撐加固,斜撐一端固定在立柱上,另一端固定在橫梁上。橫梁采用20#工字鋼,橫梁中心距5 m,所有橫梁都用12#槽鋼連接,防止橫梁橫向擺動;立柱橫向間距10 m,對應下弦梁中心線,立柱橫向每間隔一個立柱設置一個斜拉撐,為設置預先起拱值,平臺由中間16.8 m為水平段,水平段兩側為斜坡段,坡比設置為0.3%。
(1)拼裝前嚴格檢查單個構件的外形尺寸及變形情況,變形偏差超過允許范圍,影響拼裝質量時及時進行矯正,每拼完一個單元(或節間)檢查并調整好幾何尺寸,再繼續進行下一個單元的拼裝。
(2)拼裝順序為:第一步拼裝下弦桿、下橫梁、下中梁、下縱平聯、橋面縱梁,完成整個橋面系的拼裝;第二步拼裝豎腹桿;第三部拼接鋼拱橋上弦桿、上橫梁、上縱平聯、橋門架;最后完成其他部位的拼裝焊接。
(3)主桁架下弦桿箱梁節段拼裝由一臺25t汽車吊進行,拼裝前在工作臺上放出主桁架的輪廓大樣,將加工好的單元桿件吊至工作臺上,按照大樣進行組裝。
(4)成橋拼裝時,先臨時固定單個主桁架,調節主桁架垂直度和主桁架中心距,在每個節段的主桁架調節到位后,再拼接上下平聯,總拼時,要隨時控制預拱度、拼裝長度和主桁架中心距。
3.6 防腐涂裝
(1)中間漆采用環氧云鐵漆,其厚度不小于150 μm,面層采用聚氨酯漆,其厚度不小于150μm。
(2)面漆調制稀料要合適,面漆使用前要充分攪拌,保持色澤均勻,其工作粘度、稠度應保證涂裝時不流墜,不顯刷紋。金屬涂層的表面應均勻一致,不得有起皮、鼓包、大熔滴、松散粒子、裂紋和掉塊等缺陷。
4 焊接拼裝質量控制措施
(1)焊接時選擇合理的組裝焊接順序,盡量使焊接產生的變形相互抵消,從而減小構件的變形。
(2)收縮量大的焊縫先焊接,并且通過試焊確定收縮量,在正式焊接時預留相應的收縮余量。
(3)構件上對稱布置的焊縫采用由2名焊工同時焊接的方法進行。
(4)對于長焊縫焊接采用分中逐步退焊或間跳焊接。
(5)在焊接前,預先將構件在變形相反的方向設置一定的彎曲或傾斜角度,以抵消焊后產生的變形,從而獲得標準形狀的構件。
5 結語
該工程中,鋼拱橋結構桿件先在專業鋼結構工廠加工完成,然后運抵碼頭平臺現場進行成橋拼裝,桿件在鋼結構工廠由專業化設備加工,保證了制作精度要求,現場拼裝焊接前,先預拼裝確定焊接預留收縮量,再由多名焊工同時對稱焊接,由此有效地控制了焊接變形量和成橋尺寸。
焊接完成24 h后進行了焊縫的無損檢測,針對重點部位焊縫進行了超聲波探傷檢測,確保了所有焊縫滿足要求。
通過精心組織,科學的制定焊接工藝、焊接順序和焊縫排布方式,對現場焊接過程的有效監控,鋼拱橋制作順利完成,質量合格,其制作工藝和質量控制措施可為類似的工程提供一定的經驗。
參考文獻
[1] GB 50205-2011,鋼結構工程施工質量驗收規范[S].
[2] GB50661-2011,鋼結構焊接規程[S].
[2] 孫勇.埋弧焊在鋼橋制作中的工藝[J].市政技術,2004,22(4):205-207.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33