墊塊銑槽專用夾具設(shè)計(jì)
2017-06-07 08:21:47覃羨烘
裝備制造技術(shù) 2017年2期
關(guān)鍵詞:設(shè)計(jì)
覃羨烘
墊塊銑槽專用夾具設(shè)計(jì)
覃羨烘
(廣東理工學(xué)院,廣東肇慶526100)
數(shù)控銑床塊狀零件銑槽加工的裝夾定位是一個(gè)難題。在某墊塊銑槽夾具設(shè)計(jì)中,首先通過(guò)對(duì)原始資料(零件圖、技術(shù)要求等)進(jìn)行分析;然后提出具體的定位、夾緊、對(duì)刀方案并進(jìn)行比較,選擇最合適的夾具;最后進(jìn)行定位誤差分析并計(jì)算了夾緊力和夾具的各項(xiàng)誤差等,制作出一套專用夾具。該夾具具有結(jié)構(gòu)簡(jiǎn)單、操作靈活、定位準(zhǔn)確等優(yōu)點(diǎn)。
墊塊;銑槽;專用夾具;定位誤差
在數(shù)控銑加工中,批量生產(chǎn)墊塊零件(如圖1和圖2所示),由于產(chǎn)品的銑槽精度要求較高,且定位難,如果直接在平口虎鉗裝夾,不但很難定位工件的中心,而且還會(huì)因?yàn)閵A緊的力度大小而產(chǎn)生不同的結(jié)果。夾緊的力度太大時(shí)容易使工件的凸臺(tái)損傷,直接影響加工的精度,而夾緊的力度太小工件會(huì)直接飛出。為了使得生產(chǎn)可行,銑槽的尺寸必須滿足高精度、高效率的要求,因此設(shè)計(jì)一套專用的夾具就成為必須的條件。為此,設(shè)計(jì)了一套專用夾具,經(jīng)過(guò)多次調(diào)試、實(shí)踐,巧妙地解決了裝夾及定位困難這一難題,明顯地提高了實(shí)際加工效率和產(chǎn)品精度要求,滿足了批量生產(chǎn)的條件。
1 零件分析
所加工零件結(jié)構(gòu)如圖1、圖2所示。
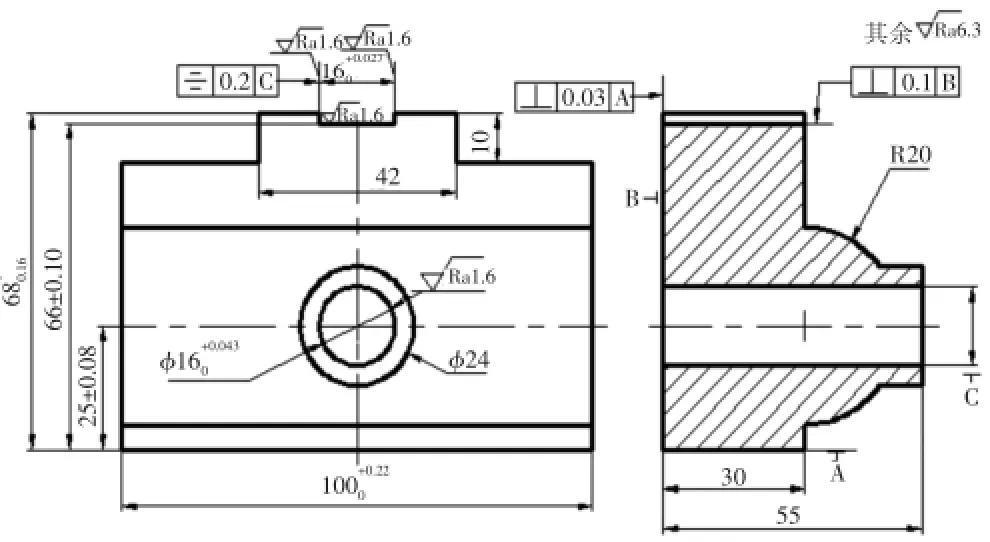
圖1 待加工零件圖
圖2 待加工零件三維圖
該零件為45#鋼,零件主要起緊固連接的作用,采取中批量生產(chǎn)。由零件圖可知,所設(shè)計(jì)的夾具應(yīng)滿足以下工序加工要求:
(2)槽寬至工件底面的位置尺寸66±0.10 mm.
(3)槽兩側(cè)面對(duì)φ16+0.0430孔軸線的對(duì)稱度0.2 mm.
(4)槽底面對(duì)工件B面的垂直度為0.10 mm.
(5)加工面粗糙度為1.6μm,其余為6.3μm.
2 定位方案設(shè)計(jì)
2.1 確定夾具結(jié)構(gòu)方案
2.1.1 確定定位方案
根據(jù)工件的加工要求,該工序必須限制工件的五個(gè)自由度[1]。建立坐標(biāo)系如圖3所示。為保證槽底面至工件B面的垂直度,應(yīng)選B面為定位基面,限制x?、z?;為保證工序尺寸66±0.10 mm,須限制z?、y?,所以選取A面為定位基面;為保證槽兩側(cè)面對(duì)φ1孔軸線的對(duì)稱度要求,還必須在加工時(shí)限制自由度.另外,為了方便控制刀具的走刀位置,還需要限制.
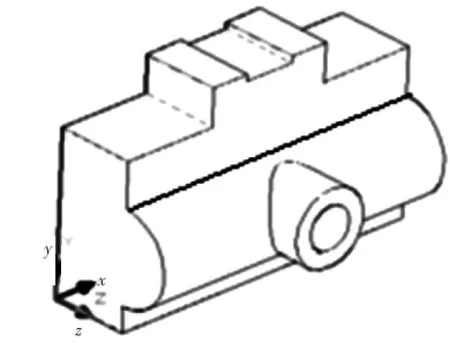
圖3 零件坐標(biāo)系
綜上所述,工件的6個(gè)自由度均被限制,為使定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)重合,選取的定位基準(zhǔn)是B面、φ16+0.0430孔和A面。
2.1.2 選擇定位元件,設(shè)計(jì)定位裝置
由圖3可知,本道銑槽工序工件的定位面是后平面B、地平面D和孔,查[1]得,夾具上相應(yīng)的支承板A6×45 GB 2236-80材料:T8.支承釘A16×8 GB 2226-80材料:T8.菱形定位銷采用直徑為16 mm JB/ T8014.2-1999.
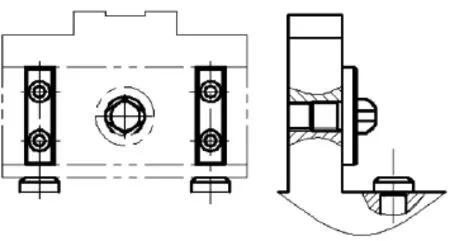
圖4 定位元件的安裝
各個(gè)定位元件的配合安裝如圖4所示。2.2確定元件尺寸,極限偏差和定位元件間位置尺寸及極限偏差
現(xiàn)確定定位銷的極限偏差TLd和定位表面到定位銷中心的名義尺寸Ld:Ld=L±,其中Ld取工件相應(yīng)尺寸Ld=L±=25±0.08 mm的平均尺寸,公差取相應(yīng)尺寸公差的(1/2~1/5)倍,現(xiàn)取1/4[2],則有:

滿足工件順利裝拆的補(bǔ)償量值:

則,菱形定位銷和定位孔配合的最小間隙

其中,b的值可查手冊(cè)[3]得值為3.
菱形定位銷圓柱部分的直徑為:
dmin=Dmin-Xmin=16-0.043=15.957mm
其公差按IT7選取,公差值為0.018 mm,則:
2.3 定位誤差分析與計(jì)算
(1)槽寬16+0.270的定位誤差
該尺寸由銑刀尺寸直接保證,不需考慮定位誤差。
(2)槽底面至工件底面位置尺寸66±0.10 mm的定位誤差
平面定位時(shí),基準(zhǔn)位移誤差忽略不計(jì),所以基準(zhǔn)位移誤差△Y=0;定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)重合,所以基準(zhǔn)不重合誤差△B=0,則定位誤差△D=△B+△Y=0[1].
(3)槽兩側(cè)面對(duì)φ16+0.0430孔軸線的對(duì)稱度0.2 mm的定額誤差
工件以Φ16孔軸線定位,定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)
重合,△B=0;但菱形定位銷圓柱部分直徑mm與定位孔φ16mm配合時(shí)產(chǎn)生的最大間隙將直接影響對(duì)稱度要求:△Y=Xmax=Dmax-dmax=0.043-(-0.06)=0.01 mm
△Y為對(duì)稱度允差的1/2,應(yīng)采取措施予以減小此項(xiàng)誤差。
(4)槽底面對(duì)工件B面的垂直度的定位誤差
此時(shí),定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)重合,△B=0;平面定位時(shí),基準(zhǔn)位移誤差為0,△Y=0,故
△D=△B+△Y=0
2.4 減少定位誤差的措施
由上可知,槽兩側(cè)面對(duì)φ16+0.0430孔軸線的對(duì)稱度不滿足加工要求。采取措施:在提高菱形定位銷圓柱部分的制造精度基礎(chǔ)上,將Φ16孔的精度提高到IT8級(jí),其公差值為0.027 mm,此時(shí)孔的尺寸及公差為Φ16+0.0270mm,則△Y=Xmax=0.027mm-(-0)=0.027 mm,那么就要給0.17 mm的加工精度預(yù)留量,可滿足保證對(duì)稱度加工要求。
2.5 計(jì)算切削力及實(shí)際所需的夾緊力
工件在加工時(shí)的受力情況如圖5所示。加工時(shí),工件受到切削合力F的作用,F(xiàn)可分解為水平和垂直方向的切削分力Ff和Ffn,由經(jīng)驗(yàn)公式,和可通過(guò)切向銑削力Fc分別乘以一個(gè)系數(shù)來(lái)得到。在對(duì)稱銑削情況下,F(xiàn)f=(1~1.2)Fc,F(xiàn)fn=(0.2~0.3)Fc.槽時(shí)的設(shè)計(jì),現(xiàn)設(shè)計(jì)出能滿足夾緊力水平作用要求的夾緊裝置結(jié)構(gòu)方案,見(jiàn)圖6的(a)、(b)、(c)三種。
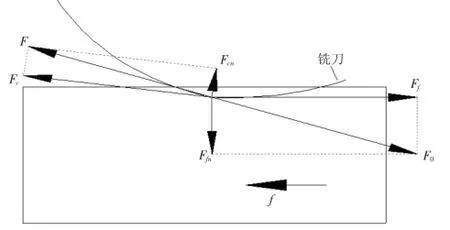
圖5 工件在加工時(shí)的受力情況圖
參照《機(jī)床夾具設(shè)計(jì)手冊(cè)》[2]表1-2-9得切向銑削力的計(jì)算公式:

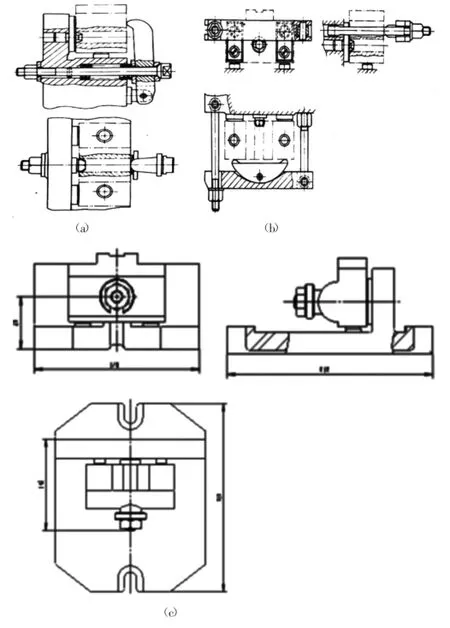
圖6 3種裝夾方案
其中,銑刀系數(shù)Cp=669;銑削深度ap=2 mm;每齒進(jìn)給量fz=0.15 mm;銑刀直徑d=100 mm;銑削寬度B=16 mm;銑刀齒數(shù)z=12;修正系數(shù)Kp=(σb-736)0.3=0.965;工件屈服應(yīng)力σb=650)
綜上,銑削力為:

故水平分力Ff=1.1Fc=3 312 N
垂直分力Ffn=0.3Fc=903 N
工件的主定位面是B面,故選擇夾緊力的作用方向?yàn)樗椒较蜃饔糜贐面。當(dāng)夾緊力水平作用于工件上時(shí),所需要的理論夾緊力N,由公式F實(shí)=K×F理可計(jì)算出實(shí)際所需夾緊力。
安全系數(shù)K的計(jì)算公式為:

由表1-2-0[4]得各安全系數(shù)K的取值如下:基本安全系數(shù)K0=1.5,加工性質(zhì)K1=1,刀具鈍化程度K2=1,切削特點(diǎn)K3=1,穩(wěn)定性K4=1.3,工件與支撐面接觸情況K5=1.
將各安全系數(shù)值代入上面公式計(jì)算得,
K=1.95<2.5(注:若安全系數(shù)的計(jì)算值<2.5,則取K=2.5),則取K的值為2.5.
所以實(shí)際所需夾緊力為:

實(shí)際所需的夾緊力計(jì)算是一個(gè)很復(fù)雜的問(wèn)題,一般只能作粗略的估算。為簡(jiǎn)化計(jì)算,在設(shè)計(jì)夾緊裝置時(shí),可只考慮切削力對(duì)夾緊的影響,并假定工藝系統(tǒng)是剛性的切削過(guò)程穩(wěn)定不變[4]。
2.6 設(shè)計(jì)夾緊機(jī)構(gòu)并驗(yàn)算機(jī)構(gòu)所產(chǎn)生的夾緊力
根據(jù)工序加工要求,并參考一些相近塊狀零件銑
(a)為螺旋杠桿壓板夾緊機(jī)構(gòu),夾緊時(shí)從夾具體背面擰緊螺母。夾具復(fù)雜,排屑不方便;(b)為鉸鏈壓板機(jī)構(gòu),當(dāng)鉸鏈壓板轉(zhuǎn)開(kāi)時(shí),裝卸工件及清理鐵屑都很方便,但是本零件是前面是個(gè)比較小的圓形凸臺(tái),所用的浮動(dòng)壓塊必須很小,受力太集中,容易壓傷凸臺(tái)的表面;(c)為芯軸螺旋鎖緊機(jī)構(gòu),夾具簡(jiǎn)單,裝卸工件及清理鐵屑都很方便,故這種機(jī)構(gòu)較好。
圖6(c)的夾緊機(jī)構(gòu)所能產(chǎn)生的夾緊力由GB/T 3098.1-2000螺栓的保證載荷[12]可得,粗牙螺紋,公稱直徑M=12 mm時(shí),性能等級(jí)為8.8時(shí),夾緊力F1=48 900 N.
因F1>F實(shí)=23 330N,故夾緊機(jī)構(gòu)滿足設(shè)計(jì)要求。
綜上所述,采取方案c.
3 夾具裝配圖繪制
3.1 設(shè)計(jì)對(duì)刀元件,連接元件及夾具體
根據(jù)工件加工表面形狀,對(duì)刀件可選用夾具零件及部件中的標(biāo)準(zhǔn)直角對(duì)刀塊。它的直角對(duì)刀面和工件被加工槽形相對(duì)應(yīng),其間距等于塞尺厚度,設(shè)計(jì)塞尺厚度為3mm,并把對(duì)刀件安裝于夾具體的豎直板上。
根據(jù)銑床T行槽的寬度,選用寬度B=14 mm,公差為h6的A型定位鍵來(lái)確定夾具在機(jī)床上的位置[2]。
夾具體選用灰鑄鐵的鑄造夾具體[4]。其基本厚度選為22 mm,并設(shè)計(jì)出供T形槽用螺栓緊固夾具用得U形槽耳座。根據(jù)所設(shè)計(jì)的各種元件、機(jī)構(gòu)、裝置,設(shè)計(jì)出夾具的形狀、結(jié)構(gòu)。如圖7所示。
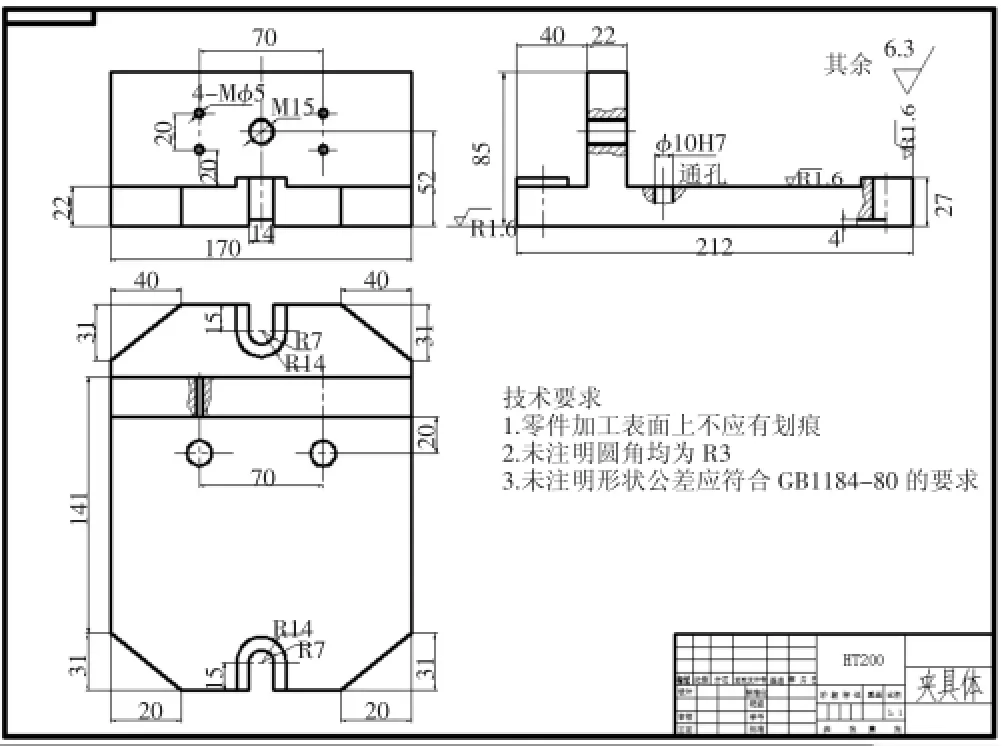
圖7 夾具體零件圖
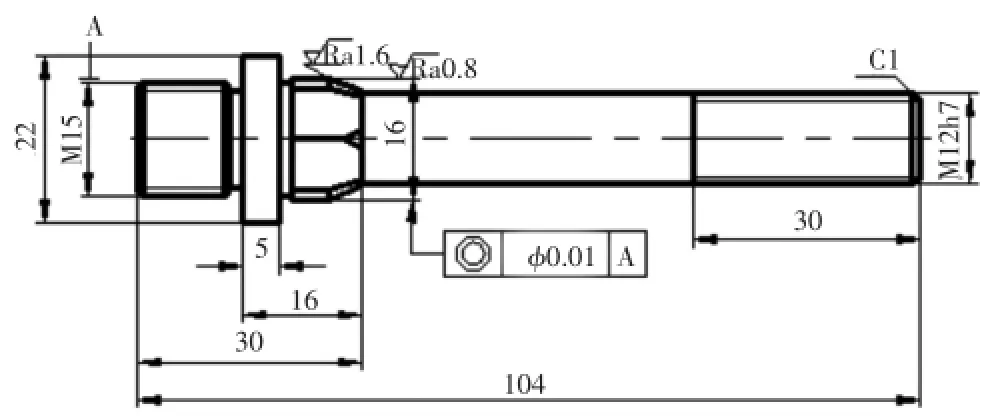
圖8 改造后的菱形銷零件圖

圖9 改造后的菱形銷三維圖
夾緊工件時(shí),為防止壓傷凸臺(tái)表面,在螺母的壓緊端裝上A型快換墊圈,安裝方便,即使磨損了也可以快速更換。根據(jù)[2]可選標(biāo)號(hào)為:墊圈A12×35 GB/T 8008.5-1999,三維裝配圖如圖10所示。夾具裝配工程如圖11所示。

圖10 夾具裝夾工件三維圖
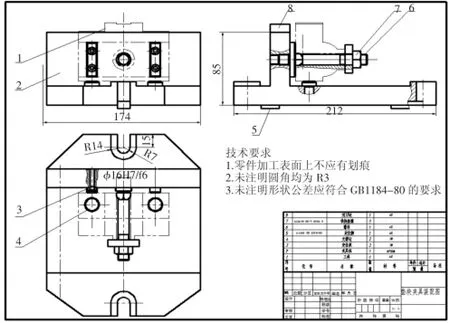
圖11 夾具裝配工程圖
4 結(jié)束語(yǔ)
本文主要介紹了墊塊銑槽夾具設(shè)計(jì),通過(guò)改造了一根菱形長(zhǎng)軸,設(shè)計(jì)了一種既保證精度又提高了生產(chǎn)率的夾具。通過(guò)設(shè)計(jì)比較3種夾緊方案,選擇芯軸螺旋鎖緊機(jī)構(gòu),利用該夾具進(jìn)行裝夾加工非常方便實(shí)用,裝卸工件及清理鐵屑都很方便。該夾具解決了塊類零件銑槽定位難,效率低等問(wèn)題,既能滿足加工零件的質(zhì)量和技術(shù)要求,又能縮短裝夾、定位時(shí)間,提高工作效率,降低生產(chǎn)成本,減少?gòu)U品的發(fā)生,并且在產(chǎn)品的尺寸精度上也得到了很好的保證及提高。
[1]薛源順.機(jī)床夾具設(shè)計(jì)[M].北京:機(jī)械工業(yè)出版社,2011.
[2]東北重型機(jī)械學(xué)院.機(jī)床夾具設(shè)計(jì)手冊(cè)[M].2版.上海:上海科學(xué)技術(shù)出版社,1988.
[3]茍向峰.公差配合與測(cè)量技術(shù)[M].北京:國(guó)防科技大學(xué)出版社,2010.
[4]金屬機(jī)械加工工藝人員手冊(cè)[M].上海:上海科學(xué)技術(shù)出版社,1981.
Block Slot Milling Flute Special Fixture Design
Qin Xian-hong
(Guangdong Institute of Technology,Zhaoqing Guangdong 526110,China)
In the process of machining,in order to ensure the processing precision,CNC milling machine clamping block parts of milling machining positioning is a difficult problem.In a block of milling fixture design,first of all,based on original data(detail drawings,technical requirements,etc.)are analyzed.And then put forward the specific scheme of positioning,clamping,the knife and comparison,choose the most suitable fixture.The final positioning error analysis and calculation of the clamping force and concrete,etc.,the error produced a set of special fixture.The fixture has advantages of simple structure,flexible operation,accurate positioning.
block slot;milling flute;special fixture;position error
TG75
A
1672-545X(2017)02-0078-04
2016-11-22
(本論文為院級(jí)科技項(xiàng)目《機(jī)械電子工程專業(yè)人才培養(yǎng)模式創(chuàng)新實(shí)驗(yàn)區(qū)》成果論文項(xiàng)目號(hào):CXSY2016002)
覃羨烘(1983-),女,廣西平南縣人,講師,本科,工程碩士,研究方向:機(jī)械工程。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04