多軸雙轉塔木材復合加工中心的研究
2017-06-07 08:21:47盧永鋒陳明猷沈華煒鄒湘軍
裝備制造技術 2017年2期
盧永鋒,陳明猷,沈華煒,鄒湘軍
多軸雙轉塔木材復合加工中心的研究
盧永鋒,陳明猷,沈華煒,鄒湘軍
(華南農業大學南方農業機械與裝備關鍵技術教育部重點實驗室,廣東廣州510642)
自動化的木工加工技術已經成為當今重要的發展方向。為提高生產效率和自動化程度,對一般工業木工機械進行結構性分析,在一般木工加工機床的結構上進行改變,提出了一種五軸聯動木材加工中心。根據Solidworks的建模,刀架的回轉結構可以實現輕松換刀,提高生產效率,也避免了安裝后刀的絕對位置發生變化。同時,計算其加工時的切削力和進行強度校核,并對其加工過程進行仿真,結果表明多軸木材復合加工中心可以提高生產效率,同時有效地提高木材加工的自動化程度。
數控加工中心;木工機械;機械設計;切削力
依托持續創新的現代計算機技術,機構設計、電機應用、控制芯片、軟件平臺和程序設計等領域快速發展,木質產品加工設備的性能不斷得到改進和提高[1]。隨著計算機技術的不斷發展,數控木工機床的發展極為迅速,以數控木工銑床為代表,數控木工車床、數控木工鋸床、數控木工鉆床等也相繼問世,成為促進木材加工業發展的一支生力軍[2]。目前,木工機床己形成包括帶鋸機、圓鋸機、平刨床、壓刨床、銑床、鏤銑機等在內的完備的加工設備體系,成為門類比較齊全的系列[3]。美國的OMAC(Open Modular ArchitectureController)和歐共體的OSACA(Open System Architecture For Control Within Automation System)等一系列研究開發計劃的啟動,使得數控技術在木材機械上的應用開始逐步推廣[4]。隨著技術的發展,木工機床的形式也不斷更新變化,其中五軸聯動數控系統集先進結構設計技術、計算機控制、高性能伺服驅動和精密加工技術于一體,廣泛應用于復雜曲面的高效、精密、自動化加工,是制造行業理想的加工技術[5],但是基于五軸聯動的木工數控雕刻系統,在國內尚未有成熟的研究技術。目前我國木工機械制造行業采用的數控系統主要為經濟型,多采用單片機開發或PLC開發,主要使用廣州數控、南京華興數控、成都廣泰數控、江蘇仁和數控和北京帝特馬數控等產品。在人造板機械大型設備上也有采用德國西門子、日本發那客和日本三菱等公司產品。數控系統具有可以實現超程保護等多種優勢[6]。
王偉等對虛擬加工進行了概念上的分析,并詳細討論了其中的關鍵技術[7];沈春龍研究了基于裝配關系的數控加工中心的建模方法并討論其運動模型[8]。目前,我國木工機械的數控軟件產業是發展最慢的產業,木工機械的主體軟件技術基本被德國、意大利和中國臺灣所掌握。絕大多數木工機械生產廠家都在買這些軟件生產數控木工機械,我國木工機械生產廠家所用的軟件絕大多數沒有自主知識產權,也沒有掌控源代碼,因此在數控木工機械升級換代時必須依賴軟件源代碼所有的發達國家和地區。目前,中國的木工機械生產技術特別是核心技術仍主要依靠國外,部分行業還是勞動密集型為主,附加值不高,這個狀況一直未從根本上發生改變[9]。
我國木工機械的硬件沒有形成體系,中低檔數控鏤銑機主要使用步進電機,對使用伺服電機的數控鏤銑機配套不完善,在高檔數控鏤銑機的硬件供應上也有一定的短缺。我國目前的木工機械的發展依然面臨著較大的困難。
1 研究方法
1.1 多軸木材復合加工中心的原理分析與結構設計
多軸雙轉塔式木材復合加工中心的實質是一個五軸加工中心。機械手的三維模型如圖1所示,機械手里安裝3個電機,以實現水平方向的旋轉,垂直方向的旋轉和末端加工刀具的旋轉。末端加工回轉塔上裝有兩個刀具,甚至更多,可以在加工一個工位后,轉動回轉塔,便可以實現輕松換刀,既省去了重復安裝,拆卸的麻煩,提高生產效率,也避免了安裝后刀的絕對位置發生變化。而機械手的平移則依靠機床上的X,Y,Z方向上的導軌和絲桿實現加工刀架與回轉塔X,Y,Z軸的平移。
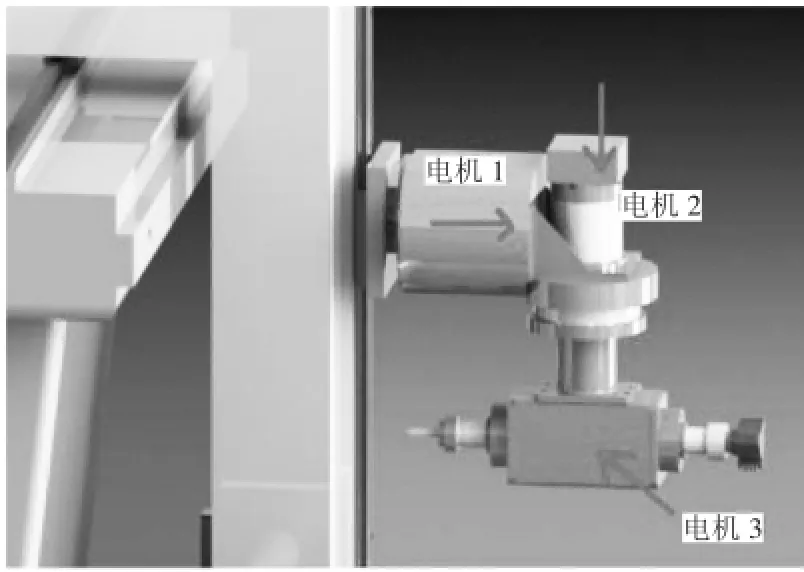
圖1 機械手三維示意圖
通過平移和轉動,轉塔式木材加工中心刀架的具有較強的靈活性,配合數字控制原理,便能加工非常復雜、精密的木材形狀。圖2是機床裝配總圖。
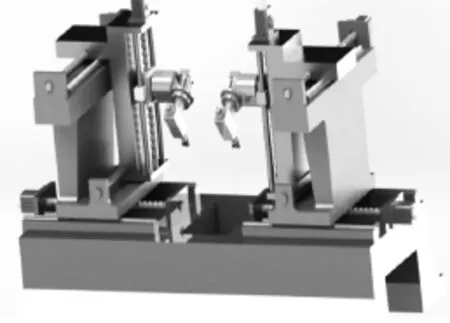
圖2 復合加工中心三維裝配總圖
1.2 刀具的選擇和切削力計算
1.2.1 加工對象分析
木工刀具的切削對象是木材或木質復合材料,它們與金屬材料不同,硬度大大低于金屬,但木材又是構造不均勻的各向異性材料。此外,大多數木工刀具是在不連續切削條件下工作的。這些條件造成木工刀具的切削速度普遍高于金屬切削刀具,其承受的沖擊大于金屬切削刀具。在選擇木工刀具材料時,刀具材料的硬度、強度和韌性等性能必須適應木工刀具的上述特點。考慮木材的加工特殊性,一般被用作木材加工刀具的材料有合金鋼、碳素鋼、高速鋼和硬質合金[10]。
本文以加工榫為例,需要有較好的耐磨性和被切削性,所以榫刀選用合金工具鋼,材料為CrWMn;鉆刀需要有較好的耐沖擊性和硬度,故鉆刀選用碳素工具鋼。
1.2.2 切削速度的計算
由于加工的材料一般屬于闊葉材,如樺木,紫檀木等等。切削速度建議在60~80 m/s之間,推薦的切削厚度a為0.2~0.8 mm之間。選擇切削厚度d=0.4 mm,加工進給量a=0.4 m/s.
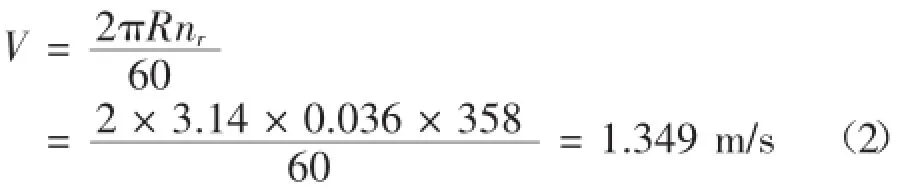
估算電機的額定轉速為nm=2870 r/min,齒輪減速器的傳動比為i=8,因此刀具的轉速:

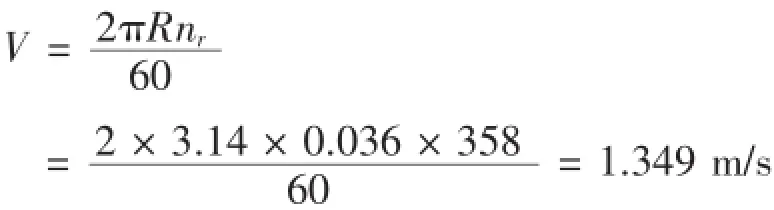
已知加工榫頭刀具的半徑R=36mm,由式(1)可以算得切削速度V:
1.2.3 切削力和單位切削力的計算
切削力,是指在切削過程中產生的作用在工件和刀具上的大小相等,方向相反的切削力,簡單的說,就是在加工過程中,工件材料抵抗刀具切削時產生的阻力。
單位切削力,是指作用在單位切削面積上的切削力[11],用符號P表示。

其中,P表示單位切削力;Fx表示切削力;A表示切削面積;a表示切削厚度;b表示切削寬度。
不同的木材對于刀具的單位切削力也有很大的影響[12]。
在實際切削過程中,刀具磨損變鈍對切削力的影響局限在后刀面的切削力上。刀具磨損變鈍對單位切削力的影響用刀具刃口鈍化系數Cp修正。根據試驗研究,Cp值與刃口圓弧半徑成正比。鋒利刀具刃口圓弧半徑5~10μm,對應的鈍化系數Cp=1.
在綜合切削厚度、刀具磨損、木材性質等因素后,有求單位切削力的經驗公式:

式中,K為部分的樹木品種系數;A,B,C為不同的切削方向系數;Cp為鈍化系數;δ為刀具切割角;V為切削線速度。
下面計算實際切削力。由于家具大多使用樺木,樺木的硬度也較高,所以以樺木為例子計算實際切削力:
查表得:K=40 N/mm,A=0.746 N/mm2,B=0.235N/mm2,C=22.563 N/mm2,δ一般取-5°~25°,現取20°,已知:
代入式(4),得

把P的值代入式(3),得:

1.3 受力分析
轉塔式木材加工中心刀架的簡圖如圖3所示。
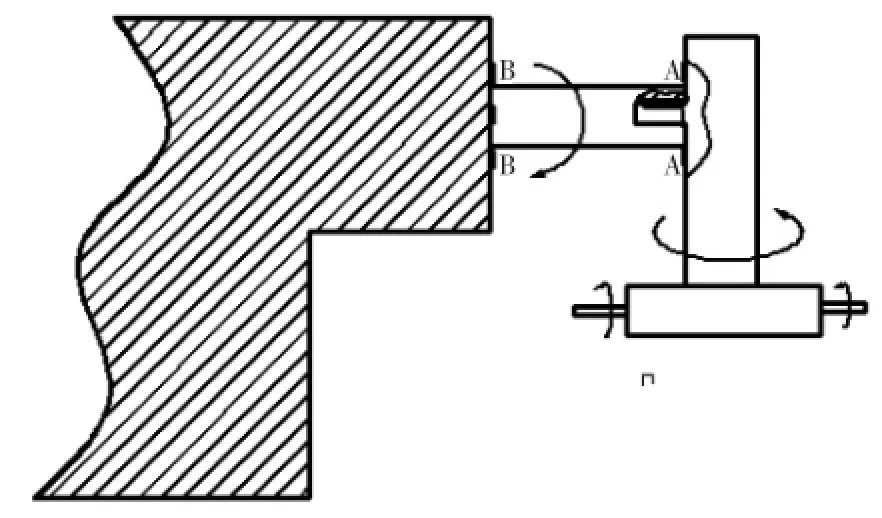
圖3 刀架簡圖
經過受力分析可知,有兩個截面是應力集中的截面,一個是A-A截面,另一個是B-B截面。但是,在加工過程中只有某個瞬間產生的應力會達到最大。這個時刻是轉塔到達目標位置后迅速停止時,下面將根據這種情況進行分析:
緊急停止時,刀架的受力分析如圖4所示。
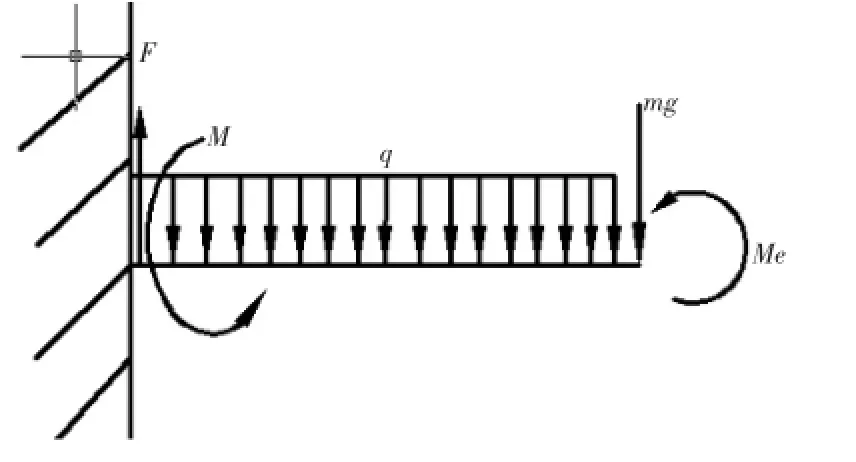
圖4 刀架受力圖
把該軸看作是一個懸臂梁,把懸臂梁右邊所接的全部部件看作是一個長方體。
Me是由于緊急制動的時候,由于末端質量大,慣性大,其末端產生的一個扭矩。mg是右邊整體施加給此懸臂梁右端面的重力。
末端整體對軸心方向的轉動慣量Jy’的計算:

其中,a為長方體的長;b為長方體的高;m為質量。
根據轉動慣量平衡軸公式:

求得刀架右邊整體對懸臂梁的轉動慣量
Jy=1.241 25+50×0.252=4.366 kg·m2
根據慣性矩的公式:

經實驗算得轉塔在減速時的最大加速度ω =2π/3rad/s2,代入公式得Me=9.139 N·m.圖5為刀架的扭矩彎矩圖。
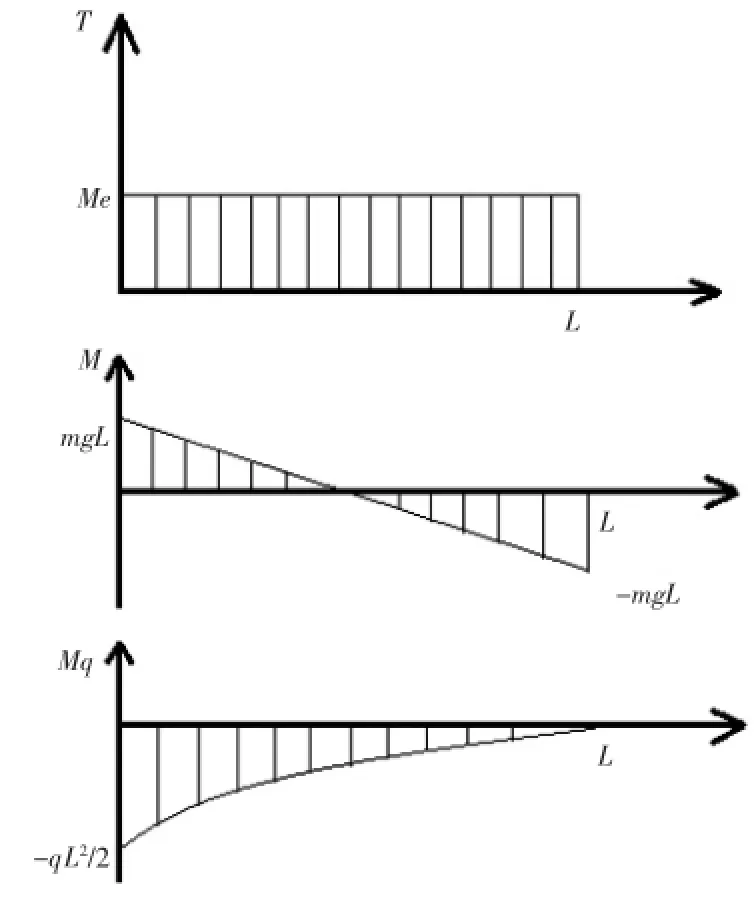
圖5 扭矩彎矩圖
可以看出,在A-A截面受力彎和扭矩是最大的。根據第四強度理論[13]:

式中,W為抗彎截面數;M為彎矩;T為扭矩;[σ]為許用應力。
軸的抗彎截面系數

代入數據后算得

由于軸的材料是45#鋼,查得許用應力[σ]=85 MPa
經過計算,該截面滿足強度要求。
1.4 左右中心刀架的加工路線仿真
為了驗證所設計的刀架的可靠性以及適應性,并有效地觀測加工中心在工作過程中的狀態,采用了Solidworks進行制作工藝路線模擬仿真[14]。以加工如圖所示的木材為例,左、右刀架的加工仿真路線分別如表1、表2所示。在仿真的過程中,工件被正常加工,并且刀具沒有產生干涉、碰撞等異常狀態。木材示意如圖6所示。
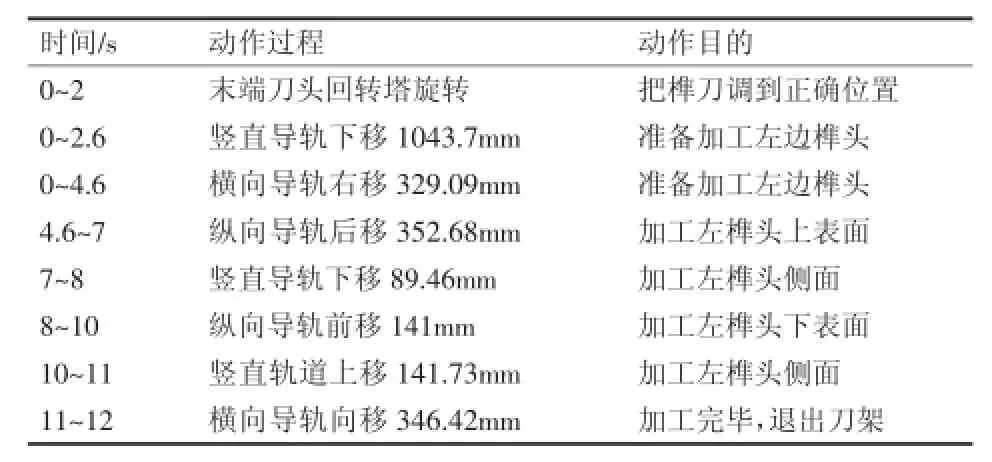
表1 左刀架加工仿真路線
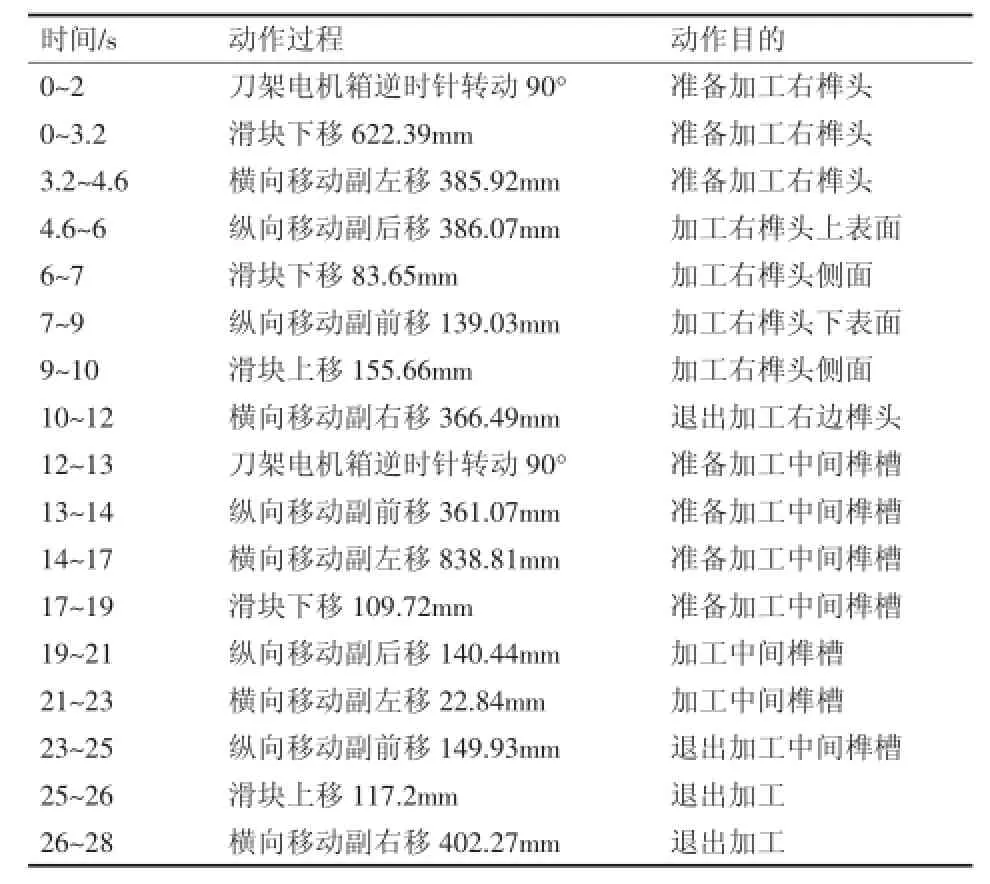
表2 右刀架加工仿真路線

圖6 木材示意圖
2 研究結果
通過對轉塔式木材加工中心刀架及回轉塔的結構分析、傳動方式、零部件選型及刀架受力分析,驗證了刀架截面強度滿足要求。另外,通過對制作工藝路線的模擬仿真驗證了所設計刀架工作時的可靠性及適應性,創新產品[15]取得并已應用。
3 結束語
本文根據提供的加工要求和工件形狀對數控木材加工中心進行了機體的分析和設計。該機床通過高速電主軸進行輸出加工,是一臺具備了多軸聯動的雙轉塔復合式加工中心,能同時完成木材加工的多道工序,省去了大部分的換刀、換機床的時間,提高了加工的效率。雙轉塔式的設計使得加工效率是普通單轉塔的加工中心的兩倍。通過對刀架的建模、受力分析、加工路線仿真,驗證了所設計刀架的可靠性以及適應性,并有效地觀測加工中心在工作過程中的狀態。多軸木材復合加工中心能夠提高生產效率,同時有效地提高木材加工的自動化程度。
[1]JunHu,Lingjian Xiao,Yuhan Wang,et al.An optimal federate model and solution algorithm for a high-speed machine of small line blocks with look-ahead[J].The International Journal of Advanced Manufacturing Technology,2006,28(9):930-935.
[2]張蓮潔,孟慶軍,黃麗萍.數控木工機床的外觀設計原則[J].林業機械與木工設備,2003,31(7):4-5.
[3]戴大力.MX5llZ型木工銑床振動特性的研究[D].哈爾濱:東北林業大學,1998.
[4]LoudenK.Compiler Construction Principles and Practice[M]. Boston:PWS Publishing Company,1997.
[5]RothD,Bedi S,lsmail F,et al.Surface swept by a toroidal cutter during 5-axis machining[J].Computer-AidedDesign,2001,33(1):57-63.
[6]崔旭芳,周英.數控回轉工作臺的原理和設計[J].技術交流,2008,(6):23-27.
[7]王偉,張鵬,劉慶云,等.制造業中虛擬仿真技術的發展研究[J].組合機床與自動化加工技術,2013(7):1-4.
[8]沈春龍,張友良.三維虛擬加工環境及其關鍵技術的研究[J].計算機輔助設計與圖形學學報,2001,13(10):890-894.
[9]楊有君.數控技術[M].北京:機械工業出版社,2011.
[10]洪德純.木材切削刀具材料的選擇[J].木材加工機械,1987(S1):33-36.
[11]王先逵.機械制造工藝學[M].3版.北京:機械工業出版社,2013.
[12]張占寬,彭曉瑞,李偉光,等.切削方向對木材切削力的影響[J].木材工業,2011(6):7-9.
[13]劉鴻文.材料力學Ⅰ[M].北京:高等教育出版社,2011.
[14]李曉玲.基于SolidWorks的機械產品仿真動畫[J].西安航空技術高等專科學校學報,2011(3):36-38.
[15]鄒湘軍,許奕,羅承宇,等,一種雙機械手雙主軸組合式的木材柔性復合加工中心[P].ZL201310643861.7,2016-5-18.
Research of Multi-Axis Dual TurretComposite Wood Processing Center
LU Yong-feng,CHEN Ming-you,SHEN Hua-wei,ZOU Xiang-jun
(College of Engineering,South China Agricultural University,Guangzhou Guangdong 510642,China)
Automatic woodworking technologies has become an important direction.To improve production efficiency and automation,structural analyses of industrial woodworking machinery is made,and improvement is made basing on general woodworking machine.Five-axis center for wood processing is design in this paper.Based on the structure of modeling drawn by solidworks,the revolving structure can easily have the cutter changed,which improves the working efficiency,and prevent the absolute position of the cutter from changing after it is installed in the machining center.Meanwhile,the cutting force is calculated and strength check is taken.At last,a simulation about the working process is taken.The result indicates that multi-axis wood processing center can exactly improve the production efficiency,while improving the degree of automation about wood processing.
numberical control machining center;wood processing machine;mechanical design;cutting force
TG659
A
1672-545X(2017)02-0021-05
2016-08-10
2014年佛山市經濟科技發展專項資金(信息技術部分)項目:視覺系統在智能木工加工裝備中的研究與應用
盧永鋒(1993-),男,廣東佛山人,學士,研究方向:機械制造及其自動化;鄒湘軍(1957-),女,湖南衡陽人,教授,博士生導師,研究方向:虛擬現實、智能設計與制造。