高檔美紋紙層間剝離強(qiáng)度的研究
2017-06-05 14:20:15左建波李鴻凱劉洪斌張清文
中國(guó)造紙 2017年5期
關(guān)鍵詞:實(shí)驗(yàn)
左建波 李鴻凱 劉洪斌 張清文 劉 文,
(1.天津科技大學(xué)天津市制漿造紙重點(diǎn)實(shí)驗(yàn)室,天津,300457;2.中國(guó)制漿造紙研究院,北京,100102;3.中國(guó)制漿造紙研究院衢州分院,浙江衢州,324000)
·層間剝離強(qiáng)度·
高檔美紋紙層間剝離強(qiáng)度的研究
左建波1,2李鴻凱3劉洪斌1張清文2劉 文2,3
(1.天津科技大學(xué)天津市制漿造紙重點(diǎn)實(shí)驗(yàn)室,天津,300457;2.中國(guó)制漿造紙研究院,北京,100102;3.中國(guó)制漿造紙研究院衢州分院,浙江衢州,324000)
通過(guò)打漿處理、化學(xué)品的選擇和使用對(duì)美紋紙層間剝離強(qiáng)度的影響進(jìn)行探討,尋找經(jīng)濟(jì)可行的方法來(lái)提升美紋紙層間剝離強(qiáng)度。實(shí)驗(yàn)結(jié)果表明,添加用量0.5%(相對(duì)于絕干漿)的環(huán)氧氯丙烷樹(shù)脂(PAE)對(duì)美紋紙的層間剝離強(qiáng)度有一定的促進(jìn)作用;陽(yáng)離子淀粉可以顯著提高美紋紙的層間剝離強(qiáng)度,但成紙較硬,對(duì)美紋紙的使用造成負(fù)面影響;在PAE用量0.5%的體系中,添加兩性聚丙烯酰胺(ACPAM)或羧甲基纖維素(CMC)均有利于美紋紙層間剝離強(qiáng)度的提升,混合添加ACPAM和CMC比分別添加ACPAM或CMC更經(jīng)濟(jì)可行;適當(dāng)調(diào)整打漿工藝,添加用量0.05%的ACPAM和用量0.05%的CMC,美紋紙的層間剝離強(qiáng)度可以提升34.8%;添加用量0.05%的ACPAM和用量0.10%的CMC,美紋紙的層間剝離強(qiáng)度可以提升50.6%。
美紋紙;抗張強(qiáng)度;層間剝離強(qiáng)度
(*E-mail: half_supernatural@126.com)
美紋紙經(jīng)過(guò)加工后制成美紋膠帶,廣泛應(yīng)用于各種工業(yè)和建筑裝修等行業(yè)的粘貼、保護(hù)、固定及包裝等。如在電子元器件、汽車等表面進(jìn)行噴涂加工時(shí),可以在不需要加工的被保護(hù)表面包覆一層美紋膠帶,使其不受侵污,并且在噴涂結(jié)束后可以輕松清除而不會(huì)殘留在被遮蔽物表面[1-3]。
美紋紙屬于高技術(shù)含量、高附加值的特種紙產(chǎn)品。我國(guó)美紋紙經(jīng)過(guò)多年研究開(kāi)發(fā),現(xiàn)已實(shí)現(xiàn)產(chǎn)業(yè)化,國(guó)內(nèi)美紋紙年產(chǎn)量達(dá)4萬(wàn)t,平均售價(jià)約1.3萬(wàn)元/t紙,但產(chǎn)品質(zhì)量?jī)H僅局限于普通級(jí)別。每年仍需要從國(guó)外進(jìn)口大量高檔美紋紙,主要原因是國(guó)產(chǎn)高檔美紋紙的層間剝離強(qiáng)度較進(jìn)口同類產(chǎn)品的低[4-5]。根據(jù)國(guó)內(nèi)某特種紙企業(yè)的經(jīng)驗(yàn)數(shù)據(jù)以及實(shí)驗(yàn)驗(yàn)證結(jié)果來(lái)看,國(guó)產(chǎn)美紋紙層間剝離強(qiáng)度較國(guó)外進(jìn)口高檔美紋紙的低約35%。本課題主要研究的目的是在企業(yè)現(xiàn)用工藝基礎(chǔ)上,尋求經(jīng)濟(jì)可行的方法來(lái)提升高檔美紋紙層間剝離強(qiáng)度,力爭(zhēng)通過(guò)采取相應(yīng)措施使生產(chǎn)的美紋紙層間剝離強(qiáng)度在原有的基礎(chǔ)上提升35%以上,以期為工廠實(shí)際生產(chǎn)提供技術(shù)支持,使國(guó)產(chǎn)美紋紙的層間剝離強(qiáng)度指標(biāo)達(dá)到進(jìn)口紙的水平,為企業(yè)在現(xiàn)有的基礎(chǔ)上進(jìn)一步優(yōu)化美紋紙質(zhì)量提供依據(jù)。
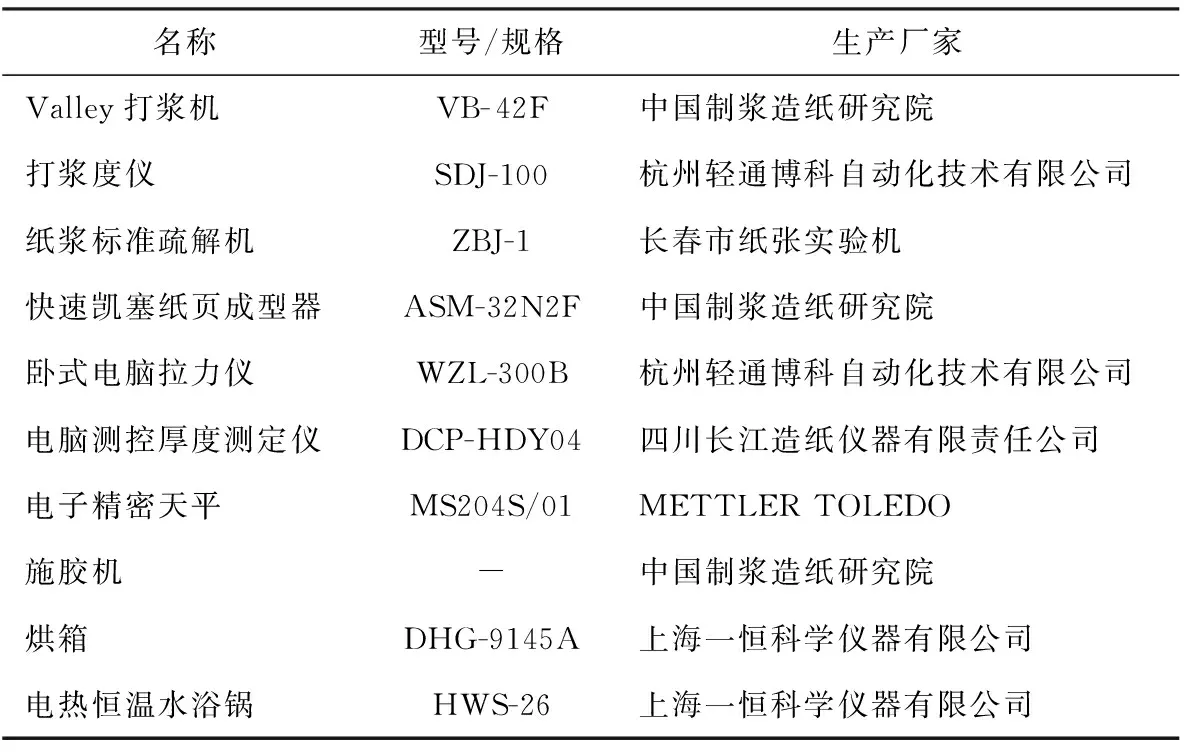
表2 實(shí)驗(yàn)儀器
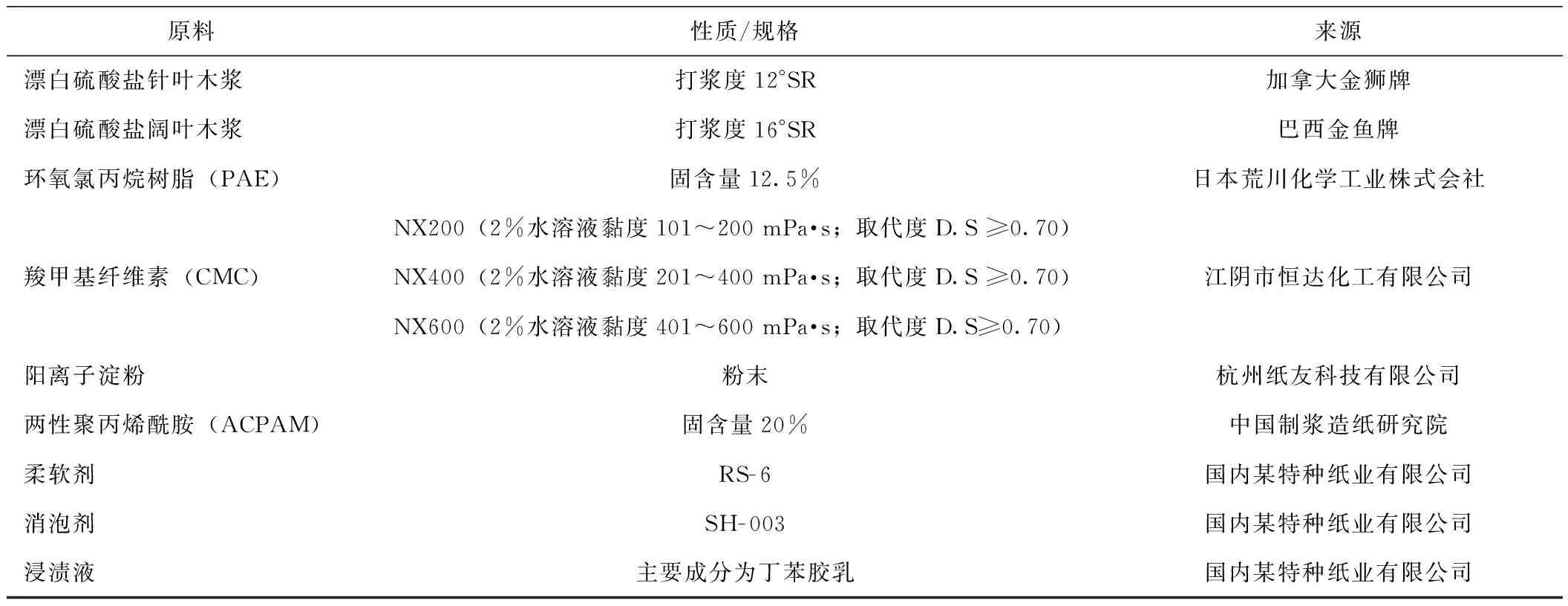
表1 實(shí)驗(yàn)原料及化學(xué)品
1 實(shí) 驗(yàn)
1.1 原料
實(shí)驗(yàn)所用主要原料及化學(xué)品見(jiàn)表1。
1.2 實(shí)驗(yàn)儀器
實(shí)驗(yàn)所用主要儀器設(shè)備見(jiàn)表2。
1.3 實(shí)驗(yàn)方法
1.3.1 打漿
按GB/T 24325—2009《紙漿 實(shí)驗(yàn)室打漿 瓦利(Valley)打漿機(jī)法》打漿。打漿條件如下:浸泡時(shí)間4 h;預(yù)解離30 min;杠桿臂負(fù)荷(54±1) N;打漿濃度1.57%。
將漿料打漿至一定打漿度。
1.3.2 手抄片的制備及浸漬方法
本課題分別研究了PAE、CMC、陽(yáng)離子淀粉、ACPAM以及ACPAM與CMC配合使用對(duì)美紋紙層間剝離強(qiáng)度的影響。采用漿內(nèi)添加的方式將助劑加入紙漿,各組實(shí)驗(yàn)向漿內(nèi)均添加用量0.1%的柔軟劑、消泡劑(每噸漿添加20 g);PAE組實(shí)驗(yàn)之外,其他各組實(shí)驗(yàn)均添加用量0.5%的PAE。
使用快速凱塞紙頁(yè)成型器抄造定量為(40±2)g/m2的手抄片,將平衡24 h后的手抄片浸漬到一定濃度的浸漬液(主要成分為丁苯膠乳,用來(lái)提高美紋紙的成紙強(qiáng)度)中,浸漬30 s后,用表膠輥除去表面多余浸漬液,然后置于95℃缸面干燥。干燥后的手抄片上膠量應(yīng)為(10±2)g/m2,經(jīng)恒溫恒濕處理后,待用。
1.3.3 抗張強(qiáng)度的測(cè)定
抗張強(qiáng)度是美紋紙的重要指標(biāo)之一,美紋紙的抗張強(qiáng)度越大,制成的美紋膠帶抗張強(qiáng)度越大,使用時(shí)不易發(fā)生斷裂,有利于使用后的美紋膠帶的清除。抗張強(qiáng)度與層間剝離強(qiáng)度反映的是紙張不同的強(qiáng)度性能,兩者之間有一定的相關(guān)性。抗張強(qiáng)度按國(guó)家標(biāo)準(zhǔn)GB/T24323—2009進(jìn)行測(cè)定
1.3.4 層間剝離強(qiáng)度的測(cè)定
層間剝離強(qiáng)度是美紋紙的關(guān)鍵指標(biāo)之一,反映的是美紋紙纖維與纖維之間的結(jié)合強(qiáng)度。美紋紙的層間剝離強(qiáng)度越大,越有利于使用后的美紋膠帶的清除。參照180°壓敏膠粘帶法(GB/T 2792—1998)[6]的方法,將抗張強(qiáng)度測(cè)定儀改裝后測(cè)定層間剝離強(qiáng)度。將試樣切成150 mm×15 mm尺寸,并將試樣用標(biāo)準(zhǔn)雙面膠帶粘在特制的尺寸為125 mm×50 mm不銹鋼板上。用特制專用單面膠帶粘在試樣上,并在一側(cè)預(yù)先剝離開(kāi)25 mm,把試樣的自由端和不銹鋼板分別夾于臥式電腦拉力儀的左、右?jiàn)A頭上,臥式電腦拉力儀以300 mm/min恒定拉伸速度使試樣纖維與纖維之間發(fā)生層間剝離,在剝離開(kāi)后的20~80 mm的范圍內(nèi),每隔20 mm讀1個(gè)數(shù),共讀4個(gè)數(shù),取其平均值,每個(gè)樣品測(cè)定3次,取3次的算術(shù)平均值作為該樣品的層間剝離強(qiáng)度。
2 結(jié)果與討論
2.1 打漿對(duì)層間剝離強(qiáng)度的影響
實(shí)驗(yàn)參照國(guó)內(nèi)某特種紙企業(yè)在生產(chǎn)高檔美紋紙時(shí)纖維原料配比,針葉木漿∶闊葉木漿=85∶15(該企業(yè)打漿處理采用的是針葉木漿打漿度為45°SR,闊葉木漿不打漿)。本實(shí)驗(yàn)在企業(yè)現(xiàn)用生產(chǎn)工藝基礎(chǔ)上,采用Valley打漿機(jī)打漿的方式,針葉木漿打漿度由45°SR 調(diào)整為39°SR、闊葉木漿由不打漿調(diào)整為打漿至25°SR。實(shí)驗(yàn)結(jié)果見(jiàn)表3,其中編號(hào)4為企業(yè)現(xiàn)用工藝數(shù)據(jù),編號(hào)7為本研究得出的最優(yōu)實(shí)驗(yàn)數(shù)據(jù)。浸漬處理后美紋紙的層間剝離強(qiáng)度由企業(yè)現(xiàn)用工藝的2.21 N/15 mm提升至2.58 N/15 mm,提升了16.7%。可見(jiàn),僅通過(guò)調(diào)整打漿工藝,還不足以使美紋紙的層間剝離強(qiáng)度達(dá)到要求。因此,有必要對(duì)采用添加助劑等方式進(jìn)行進(jìn)一步研究。

表3 打漿度對(duì)美紋紙層間剝離強(qiáng)度的影響
2.2 PAE用量對(duì)層間剝離強(qiáng)度的影響
實(shí)驗(yàn)研究了濕強(qiáng)劑PAE用量對(duì)美紋紙抗張強(qiáng)度和層間剝離強(qiáng)度的影響,實(shí)驗(yàn)結(jié)果見(jiàn)圖1和圖2。
從圖1中可以看出,隨著PAE用量的增加,美紋紙的抗張強(qiáng)度先顯著增加后緩慢增加,抗張強(qiáng)度達(dá)到最大值后,隨著PAE用量的繼續(xù)增加,抗張強(qiáng)度有下降的趨勢(shì)。出現(xiàn)這種現(xiàn)象的原因是:PAE與纖維形成交聯(lián)作用,因此隨著PAE用量的增加,抗張強(qiáng)度逐漸升高;當(dāng)PAE用量過(guò)多時(shí),漿料將會(huì)出現(xiàn)絮聚現(xiàn)象,影響紙張的勻度,對(duì)抗張強(qiáng)度造成負(fù)面影響[7- 8]。
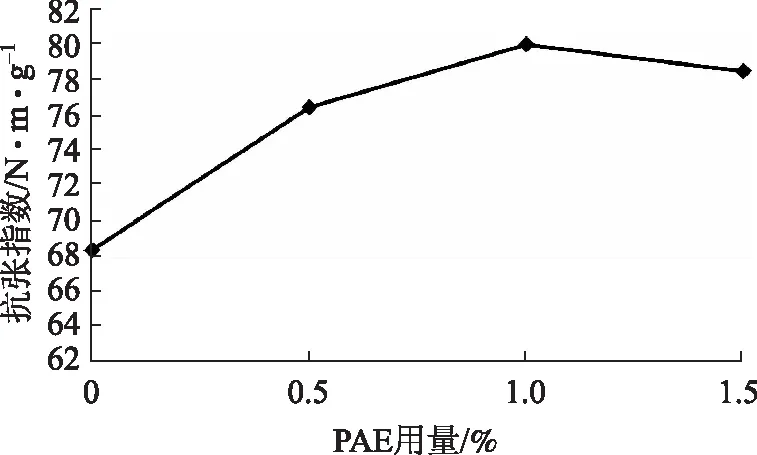
圖1 PAE用量對(duì)美紋紙抗張強(qiáng)度的影響
從圖2可以看出,隨著PAE用量的增加,美紋紙層間剝離強(qiáng)度先顯著增加,PAE用量為0.5%時(shí),層間剝離強(qiáng)度從2.37 N/15 mm上升到2.58 N/15 mm,提升幅度為8.9%;PAE用量為1.0%時(shí),層間剝離強(qiáng)度為2.55 N/15 mm,此時(shí),繼續(xù)增加PAE的用量對(duì)層間剝離強(qiáng)度沒(méi)有起到提升的作用。出于對(duì)生產(chǎn)成本和節(jié)約資源方面的考慮,后續(xù)實(shí)驗(yàn)PAE用量采用0.5%為宜。
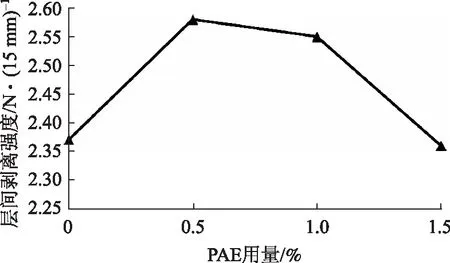
圖2 PAE用量對(duì)美紋紙層間剝離強(qiáng)度的影響
2.3 陽(yáng)離子淀粉用量對(duì)層間剝離強(qiáng)度的影響
實(shí)驗(yàn)研究了陽(yáng)離子淀粉用量對(duì)美紋紙抗張強(qiáng)度和層間剝離強(qiáng)度的影響,實(shí)驗(yàn)結(jié)果見(jiàn)圖3和圖4。
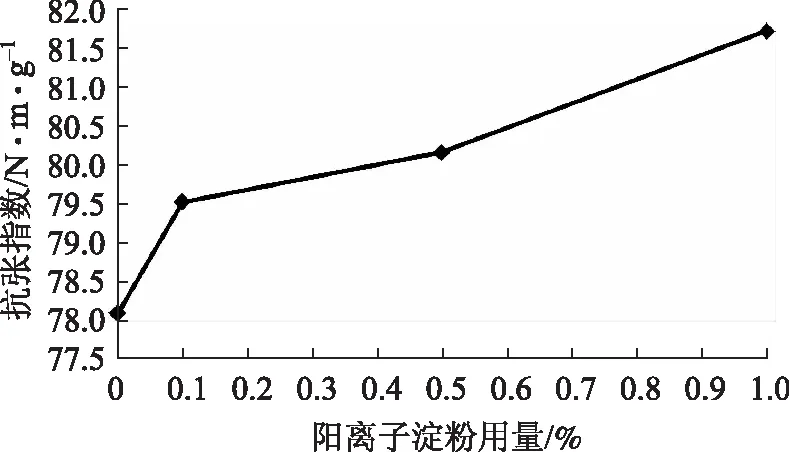
圖3 陽(yáng)離子淀粉用量對(duì)美紋紙抗張強(qiáng)度的影響
從圖3中可以看出,隨著陽(yáng)離子淀粉用量的提高,美紋紙的抗張強(qiáng)度提高。
由圖4可以看出,隨著陽(yáng)離子淀粉用量的增加,美紋紙層間剝離強(qiáng)度先快速上升,后緩慢上升。當(dāng)?shù)矸塾昧繛?.5%時(shí),層間剝離強(qiáng)度從2.62 N/15 mm上升到3.10 N/15 mm,提升了18.3%。出現(xiàn)這種情況的原因是,陽(yáng)離子淀粉對(duì)纖維表面氫鍵的形成有促進(jìn)作用,增強(qiáng)了內(nèi)部纖維的結(jié)合力,有利于提升浸漬后紙張纖維間的結(jié)合力。
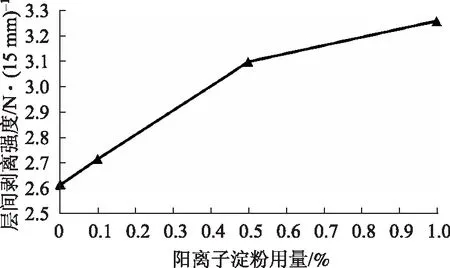
圖4 陽(yáng)離子淀粉用量對(duì)層間剝離強(qiáng)度的影響
美紋膠帶一般是用來(lái)包裹、包覆的,要做到與被粘表面良好粘合,基紙必須柔軟,柔軟性通過(guò)手感就能感覺(jué)出來(lái)[1]。但使用陽(yáng)離子淀粉增強(qiáng)的美紋紙成紙較硬,會(huì)對(duì)美紋紙的使用造成負(fù)面影響。
2.4 ACPAM用量對(duì)層間剝離強(qiáng)度的影響
實(shí)驗(yàn)研究了ACPAM 用量對(duì)美紋紙抗張強(qiáng)度和層間剝離強(qiáng)度的影響,實(shí)驗(yàn)結(jié)果見(jiàn)圖5和圖6。從圖5可以看出,隨著ACPAM(型號(hào)CH1518)用量的增加,美紋紙抗張強(qiáng)度逐漸增加。
從圖6可以看出,隨著ACPAM用量的增加,美紋紙層間剝離強(qiáng)度先快速上升,后基本不變。在ACPAM用量為0.05%時(shí),層間剝離強(qiáng)度從2.56 N/15 mm上升到2.80 N/15 mm,提升了9.4%。出現(xiàn)這種情況的原因是:ACPAM利用高分子鏈上的酰胺基與纖維上的羥基形成氫鍵,使纖維之間相互交織增強(qiáng),同時(shí)高分子鏈上的陽(yáng)離子官能團(tuán)可以直接與纖維負(fù)電荷形成離子鍵,促使纖維間形成交聯(lián)網(wǎng)絡(luò),提高纖維間的結(jié)合,進(jìn)而有利于美紋紙層間剝離強(qiáng)度的提升。
ACPAM是兩性助劑,既有陽(yáng)離子基團(tuán)又有陰離子基團(tuán),ACPAM在紙漿中產(chǎn)生協(xié)同效應(yīng)。將ACPAM和PAE組成雙元增強(qiáng)系統(tǒng),不但具有良好的增強(qiáng)效果,同時(shí)能改善漿料的濾水速度,抵抗系統(tǒng)中高的剪切力,避免ACPAM分子鏈降低[9]。
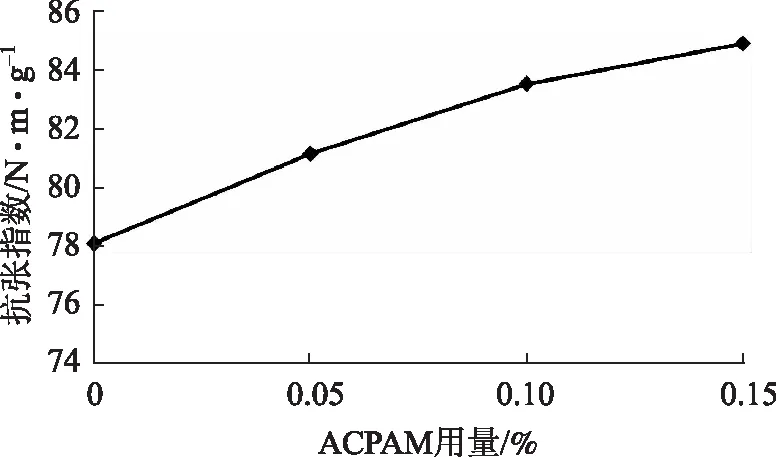
圖5 ACPAM用量對(duì)抗張強(qiáng)度的影響
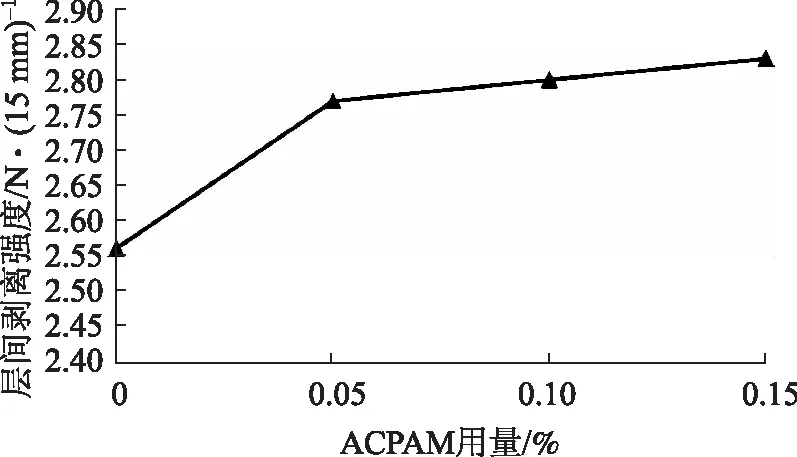
圖6 ACPAM用量對(duì)層間剝離強(qiáng)度的影響
2.5 不同種類CMC對(duì)層間剝離強(qiáng)度的影響
CMC是一種陰離子、直鏈、水溶性纖維素醚。在紙漿中添加CMC,能使纖維得到更好的潤(rùn)脹,使纖維之間的內(nèi)聚力更易下降,增加纖維的柔軟性,明顯地增強(qiáng)紙張纖維間的結(jié)合強(qiáng)度[10]。實(shí)驗(yàn)選取了3種不同黏度的CMC進(jìn)行研究,型號(hào)分別為NX200、NX400、NX600,其對(duì)應(yīng)的黏度范圍分別為101~200 mPa·s、201~400 mPa·s、401~600 mPa·s。3種CMC的用量均為1.0%,實(shí)驗(yàn)結(jié)果見(jiàn)圖7。
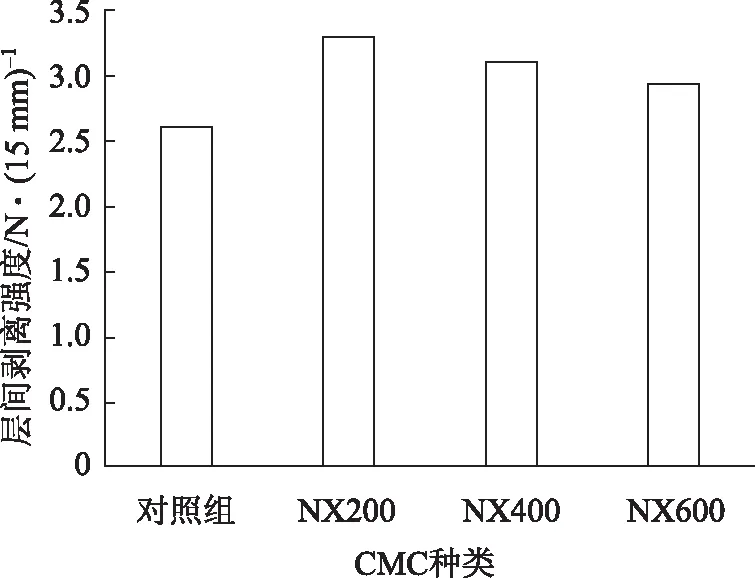
圖7 不同種類CMC對(duì)層間剝離強(qiáng)度的影響
從圖7中可以看出,3種CMC均能提升美紋紙的層間剝離強(qiáng)度。出現(xiàn)這種情況的原因可能是:紙漿中加入PAE,纖維顯正電性,再加入陰離子性的CMC后,CMC與纖維發(fā)生靜電引力,從而提高CMC的吸附量,提高 CMC 在纖維間的交聯(lián)作用,同時(shí),CMC的加入增強(qiáng)了纖維與PAE間的靜電作用,增強(qiáng)了纖維間的接觸面積,進(jìn)而提升美紋紙的層間剝離強(qiáng)度。添加型號(hào)為NX200的CMC,抄造的美紋紙具有較高的層間剝離強(qiáng)度,為3.29 N/15 mm,與對(duì)照組相比層間剝離強(qiáng)度提升了25.6%。
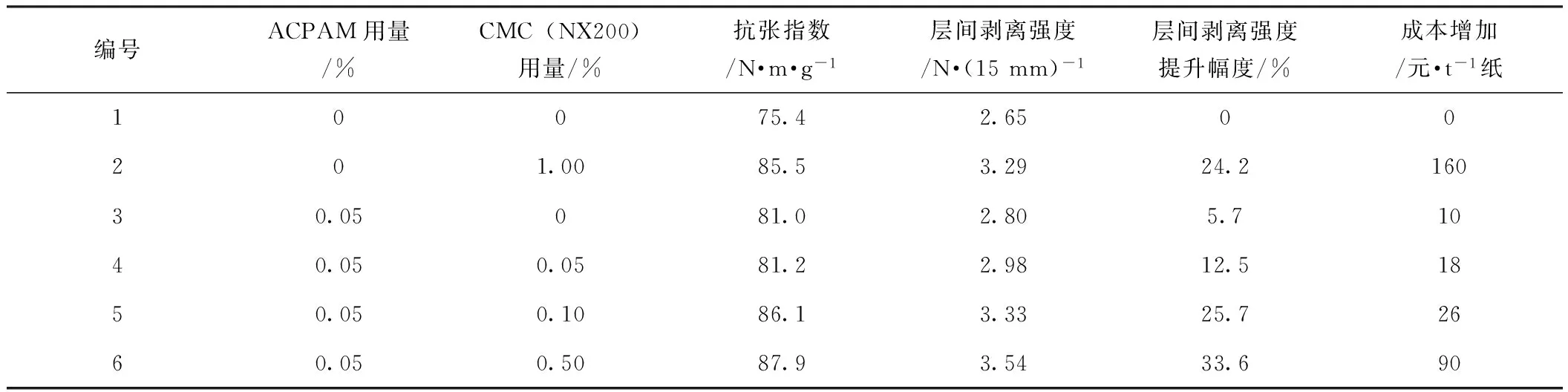
表4 ACPAM與CMC配合使用對(duì)美紋紙抗張強(qiáng)度和層間剝離強(qiáng)度的影響

表5 最優(yōu)實(shí)驗(yàn)工藝與企業(yè)現(xiàn)用工藝生產(chǎn)美紋紙層間剝離強(qiáng)度對(duì)比
2.6 ACPAM與CMC配合使用對(duì)層間剝離強(qiáng)度的影響
表4所列為ACPAM與CMC配合使用對(duì)美紋紙抗張強(qiáng)度和層間剝離強(qiáng)度的影響。
由表4所列的實(shí)驗(yàn)結(jié)果可以看出,6組紙張的抗張強(qiáng)度均較高,可以保證紙張?jiān)谑褂眠^(guò)程中不斷紙。當(dāng)ACPAM用量為0.05%,CMC(NX200)用量分別為0.05%、0.10%時(shí),層間剝離強(qiáng)度分別為2.98 N/15 mm和3.33 N/15 mm。綜合考慮層間剝離強(qiáng)度和新增成本,將編號(hào)為4和5的兩組作為實(shí)驗(yàn)最優(yōu)組。
2.7 最優(yōu)實(shí)驗(yàn)方案與企業(yè)現(xiàn)用工藝對(duì)比
表5所列為最優(yōu)實(shí)驗(yàn)工藝與企業(yè)現(xiàn)用工藝生產(chǎn)美紋紙的層間剝離強(qiáng)度實(shí)驗(yàn)結(jié)果對(duì)比。
從表5的對(duì)比實(shí)驗(yàn)結(jié)果可以看出,在企業(yè)現(xiàn)有工藝基礎(chǔ)上改變漿料的打漿處理,以降低針葉木漿打漿度、提高闊葉木漿打漿度的打漿方式處理漿料,PAE用量0.5%,使用用量0.5%的ACPAM,在CMC用量分別為0.05%和0.10%的情況下,可將美紋紙層間剝離強(qiáng)度分別提升34.8%和50.6%。
3 結(jié) 論
3.1 添加用量0.5%的環(huán)氧氯丙烷樹(shù)脂(PAE)不但可以提高美紋紙的抗張強(qiáng)度,而且對(duì)美紋紙的層間剝離強(qiáng)度有一定的促進(jìn)作用。
3.2 陽(yáng)離子淀粉可以顯著提高美紋紙的層間剝離強(qiáng)度,但成紙較硬,對(duì)美紋紙的使用造成負(fù)面影響。
3.3 在含有用量0.5%PAE的體系中添加兩性聚丙烯酰胺(ACPAM)或羧甲基纖維素(CMC)均有利于美紋紙層間剝離強(qiáng)度的提升。從生產(chǎn)成本考慮,混合添加ACPAM和CMC比分別添加ACPAM或CMC更經(jīng)濟(jì)可行。
3.4 以85%針葉木漿、15%闊葉木漿為原料,將針葉木漿打漿至39°SR、闊葉木漿打漿至25°SR,在漿料中添加用量0.5%的PAE,同時(shí)添加用量0.05%的ACPAM和用量0.05%的CMC,生產(chǎn)出的美紋紙的層間剝離強(qiáng)度比企業(yè)現(xiàn)有工藝生產(chǎn)出的美紋紙?zhí)嵘?4.8%;添加0.05%的ACPAM和0.10%的CMC,美紋紙的層間剝離強(qiáng)度比企業(yè)現(xiàn)有工藝生產(chǎn)出的美紋紙?zhí)嵘?0.6%。
[1] Chen Hui-wen.The Crepe Paper for Masking Tape and Its Choice[J].Paper Science & Technology, 2009, 28(6): 88.陳慧文.談?wù)勀z帶涂布用的美紋紙及選擇[J].造紙科學(xué)與技術(shù), 2009, 28(6): 88.
[2] Huang Qing-gang, Jiang Zhen-xiong.Development and Application of the Coater for Making Masking Tape[J].Paper Science & Technology, 2009, 28(6): 145.黃慶剛, 江振雄.美紋紙涂布機(jī)的開(kāi)發(fā)應(yīng)用[J].造紙科學(xué)與技術(shù), 2009, 28(6): 145.
[3] WANG Xiao-ping, CHEN Gang, TANG Ai-min, et al.The Characteristics and Manufacturing Process of High-grade Masking Tape[J].China Pulp & Paper, 2004, 23(4): 61.王小平, 陳 港, 唐愛(ài)民, 等.美紋膠帶的特性及其生產(chǎn)工藝[J].中國(guó)造紙, 2004, 23(4): 61.
[4] Li Jian-ming.Immersion crepe paper and production method thereof: China, CN 200610048966.8[P].2016- 06-28.李建明.浸漬美紋原紙及生產(chǎn)工藝: 中國(guó), CN 200610048966.8[P].2016- 06-28.
[5] Wang Bai-lang, Chen Wan-ping, Wang Xian-lu, et al.Abrasive tape and preparation method thereof: CN 200510048958.9[P].2009- 05-13.王白浪, 陳萬(wàn)平, 王賢爐, 等.一種膠帶紙及其制備工藝: 中國(guó), CN 200510048958.9[P].2009- 05-13.
[6] GB/T 2792—1998, Testmethodforpeel strength of pressure-sensitive tape at 180° angle[S].Beijing: Standards Press of China, 1998.GB/T 2792—1998, 壓敏膠粘帶180°剝離強(qiáng)度實(shí)驗(yàn)方法[S].北京: 中國(guó)標(biāo)準(zhǔn)出版社, 1998.
[7] Lin Ben-ping.Study on Fiber Properties and Paper Strength based on Lignin Content of Softwood Pulps[D].Guangzhou: South China University of Technology, 2014.林本平.基于木素含量變化的針葉木漿纖維性質(zhì)和紙頁(yè)強(qiáng)度的研究[D].廣州: 華南理工大學(xué), 2014.
[8] Ye Chun-hong.Study on the Adsorption and Mechanism of ACS for Calcium in Wet-end System[D].Nanjing: Nanjing Forestry University, 2008.葉春洪.ACS對(duì)造紙濕部系統(tǒng)鈣離子絡(luò)合作用及機(jī)理研究[D].南京: 南京林業(yè)大學(xué), 2008.
[9] Xu Qing-lin, Hu Hui-ren, Chen Fu-shan.Application of Novel Constructional Amphoteric mide[J].Transactions of China Pulp and Paper, 2003, 18(1): 88.徐青林, 胡惠仁, 陳夫山.新型結(jié)構(gòu)兩性聚丙烯酰胺增強(qiáng)、助留助濾性能的研究[J].中國(guó)造紙學(xué)報(bào), 2003, 18(1): 88.
[10] Li Jin-li, Liu Quan-xiao, Xu Li-juan, et al.The Application and Research Progress of Carboxymethyl Cellulose in Paper Printing & Packaging Materials[J].Packaging Engineering, 2010, 31(17): 22.李金麗, 劉全校, 徐麗娟, 等.羧甲基纖維素在紙印刷包裝材料中的應(yīng)用研究進(jìn)展[J].包裝工程, 2010, 31(17): 22.
(責(zé)任編輯:馬 忻)
The Study on Improving Interlayer Peel Strength of High-Grade Masking Tape Paper
ZUO Jian-bo1,2,*LI Hong-kai3LIU Hong-bin1ZHANG Qing-wen2LIU Wen2,3
(1.TianjinKeyLabofPulp&Paper,TianjinUniversityofScience&Technology,Tianjin, 300457;2.ChinaNationalPulpandPaperResearchInstitute,Beijing, 100102;3.QuzhouBranchofChinaNationalPulpandPaperResearchInstitute,Quzhou,ZhejiangProvince, 324000)
The influences of beating process and chemicals on interlayer peel strength of masking tape paper were investigated.The results showed that adding 0.5% PAE had certain increase of interlayer peel strength of masking tape paper.Cationic starch application had a negative impact on the masking tape paper due to the paper became harder although the interlayer peel strength was improved significantly.ACPAM or CMC added in the system containing PAE was benefit to the raise of the interlayer peel strength adding ACPAM and CMC together was more economic compared with separately adding ACPAM or CMC.Based on properly adjusted beating process, adding 0.05% ACPAM and 0.05% CMC, the interlayer peel strength of masking tape paper increased by 34.8%, achieved the average quality level of imported high-grade masking tape paper; Adding 0.05% ACPAM and 0.10% CMC, the interlayer peel strength of masking tape paper increased by 50.6%, more than part of the imported high-grade masking tape paper.
masking tape paper; tensile strength; interlayer peel strength
左建波先生,在職碩士研究生,工程師;研究方向:紙張分析與檢測(cè)。
2017- 04- 17(修改稿)
TS761.2
A
10.11980/j.issn.0254- 508X.2017.05.006
猜你喜歡
作文·小學(xué)低年級(jí)(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂(lè)作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(jí)(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(jí)(2023年3期)2023-04-29 00:00:00
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
小主人報(bào)(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
