管道焊口現場簡易消磁方法
2017-05-31 18:39:45周洋
建筑建材裝飾 2017年4期
周洋
摘要:石油化工現場施工中,經常發生因保護不當導致金屬管、對接焊口帶磁現象。由于現場不會常備專用消磁設備,給施工造成不小麻煩。利用焊機的焊把線作為消磁線圈,消除施工現場金屬管、焊口的磁性,是一種用簡單、常用、快速解決實際問題的方法。
關鍵詞:焊口;管道;鋼管;消磁方法;電焊機;磁性
引言
在管道焊接作業時,有時焊口會出現磁偏吹影響焊接過程的現象。磁偏吹的形成是管道金屬中存在磁力的結果。感應磁性常產生在管線現場加工、管線蒸汽吹掃、材料保管不當等環節中,如:長時間接觸與直流電源相連的電導線,導線裸露段或者電焊鉗與管子的短路,管道安裝時,采用磨光機對管口進行打磨,強摩擦會引起坡口帶磁。焊口采用中頻加熱處理時,其加熱過程會導致管內充磁。在這些作業停止后,仍有殘留磁性留在管口端面。如某管道改線碰口作業中,因長時間對管口進行打磨,導致順氣流方向根焊過程中出現焊口帶磁情況。大慶乙烯高壓合金鋼蒸汽管線帶磁就屬于此種情況。焊接帶磁性的鋼管時,經常會產生電弧引燃困難、電弧燃燒穩定性遭破壞、在磁場中電弧偏離、液體金屬和熔渣從焊接熔池中濺出等問題。為了穩定焊接過程,改善焊接接頭質量,被磁化了的鋼管或焊口在焊接前先要進行消磁。通常,要達到被焊接的鋼管完全消去磁性是很困難的,現場條件下幾乎不可能。
當我們在施工現場遇到管線帶磁的現象影響焊接,通常需要以下幾個步驟進行判斷的做法進行消磁。
1.確定鋼管剩磁場的位置和方向
焊口磁場的位置一般分為兩種,一種為焊后兩端只有一端帶磁,另一種為焊后兩端均帶磁場。磁場的方向一般也分為兩種,一種為焊口兩端為同方向磁場,另一種為焊口兩端磁場為相對方向。
以上判斷均可用磁鐵來簡易判斷極性和方向。
2.選擇消磁的方法及技術手段
管線消磁一般有以下幾種常見方法:
2.1采用專業消磁設備。目前市場上有成型的消磁設備,雖然其工作原理與繞線電焊機法相近,但操作簡單,輸出電流可調節,可在設備上實現磁場極性轉換,效率較高,近年來也在施工作業中廣泛使用。
2.2升溫法。焊口組對好以后,在帶磁管道端面用氧一乙炔火焰進行加熱升溫,以此降低管道磁性。但對強磁管道而言,需升溫至改變其金相結構才能降低管道磁性,而改變管材的金相結構又與現行國家標準不符,因此,建議對弱磁管道使用該方法。
2.3搭橋法。由于管道坡口存在磁場,要求磁橋有足夠的分磁面積,搭橋法要求在焊口處對稱均勻點焊8~10點(2點之間距離為100mm左右),每1焊點長度約為25mm,熔池深度不宜超過管道壁厚的1/3,從而有效地使大部分磁力線通過橋面流通,降低焊口處的磁性強度。此方法只有在弱磁情況下有效,強磁效果不佳。
2.4如果條件允許可以放置一段時間。簡易電焊機繞線消磁法:通常施工現場不具備管道消磁機,遇到突發情況只能采用現場常用的電焊機來進行消磁。
管線消磁的原理是在被消磁管道周圍形成與鋼管剩磁場作用方向相反的磁場,通過控制電流大小而控制所形成磁場的強弱,以達到消磁目的。
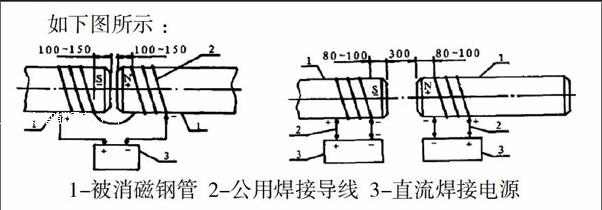
在這里我們主要分析施工現場常用的直流電焊機電消磁工藝。在確定完磁場的方向后,我們將電焊機調整為直流開始纏繞電焊把線,把線纏繞的方向要根據右手螺旋定則來判斷。讓四指彎向螺線的電流方向,大拇指所指的那一端就北極。
在鋼管上纏繞柔性焊接導線組成的線圈(一般焊口消磁在消磁處纏繞2到3圈為宜),形成封閉回路,將兩條焊接導線的一端分別接直流焊接電源的正負極,另外一端分別接到固定在被消磁管道上,使其形成的磁場作用方向與鋼管磁場作用方向相反。
消磁開始時,電流可以調為50-100A。隨著電流的逐漸增大和短路時間增加,周期性地在鋼管上消磁磁場作用的越大。現場由于條件簡陋,推薦使用將電焊鉗和的R線連接金屬板片接入消磁系統中,將裝入電焊鉗中的焊條,在100-200 A電流下與金屬板短路約1-5s。然后斷開。在每一次短路、斷開循環之后,檢查管道磁性強弱,和極陛并在必要時重復上述消磁過程。
可用大頭針在坡口處感覺磁力大小,如果在檢查時發現磁場增大或極性與消磁之前相反,則可能在上述消磁過程中消磁電流過大或短路時間過長使工件產生反方向磁場。此時只需將電焊機上的連接線調換極性然后重復消磁過程。
消磁結束以后,為了平滑地降低磁通,應該在1min內逐漸減小電流,直到零值,然后切斷電源。
3.總結
簡易電焊機繞線消磁法由于沒有測量定量的手段,往往會產生反向磁場。需要在過程中反復感覺摸索剩余磁通量,達到焊接要求水平后即可焊接。
大慶乙烯裝置超高壓蒸汽管線A335GR.P91合金鋼管線的焊接施工中返修焊口產生強磁,采用了電焊機繞線消磁法成功解決了現場技術難題。
