加工雙向偏心軸的專用夾具設計
2017-05-20 21:02:46張紅梅
科學家 2017年2期
張紅梅
摘要雙向偏心軸類工件在日常生活中應用得比較廣泛,在帶領學生到企業實習時,常常看到他們在加工偏心軸件。而在加工過程中遇到的最大問題是找正偏心部分軸線到車床主軸旋轉軸線相重合的位置上,這找正時間大大降低了其生產效率。本文主要針對雙向偏心軸在車床上大批量生產存在的裝夾問題,通過結合產品零件外形,設計一種專用夾具進行加工,以提高其生產效率。
關鍵詞雙向偏心軸;夾具的改進設計;大批量生產
1雙向偏心軸的應用場合及零件圖
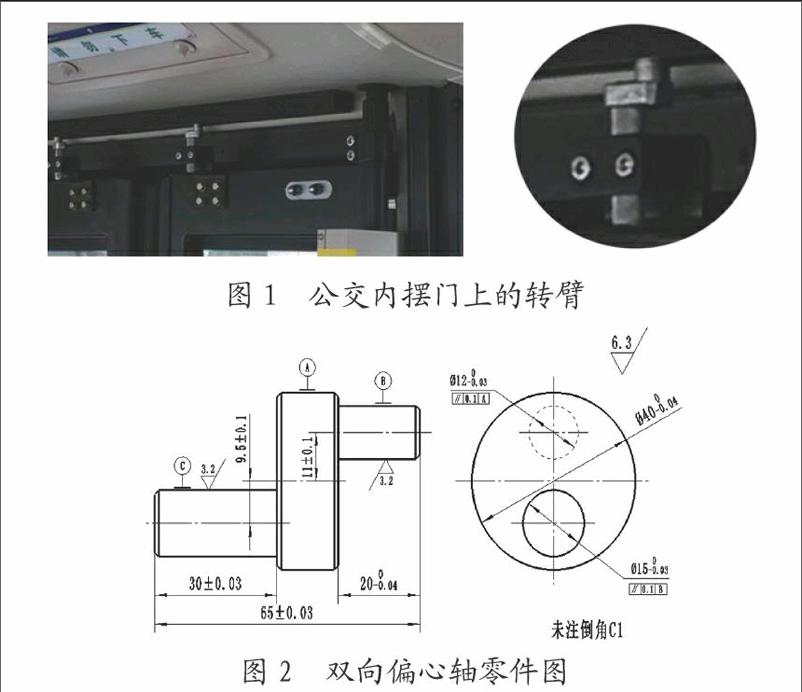
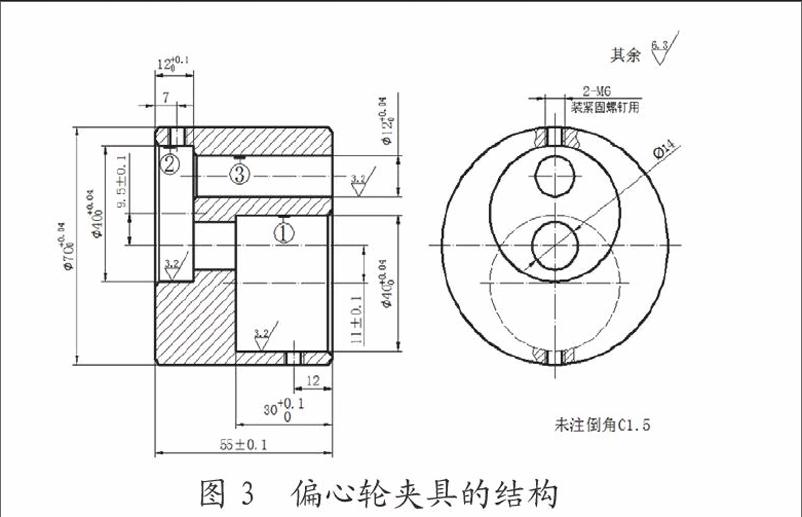
雙向偏心軸在生活中的應用比較常見,例如公交車內擺門上的轉臂(如圖1所示),此轉臂的形狀即為雙向偏心軸結構,其零件圖及技術要求如圖2所示。
2工件分析
1)此雙向偏心軸應用于公交車上,其批量比較大,所以在其加工過程中需要考慮到如何裝夾才能使工件方便可靠又節省時間的問題。
2)從零件圖樣(圖2)要求來看,B、C偏心外圓與A基準外圓的偏心方向相反,且偏心距不同,兩偏心圓的直徑尺寸也不同,但要求A、B、C三個回轉中心在端面上的投影在同一根直線上,所以在其加工過程中需要找正,以確保其定位精度,而其找正耗時比較多。
3)結合學校現有的機床設備,此雙向偏心軸需要在GSK980TD數控車床上加工,根據工件的主要特征是雙向加工,在數控車床上加工此工件需要進行多次的裝夾,而且還要保證工件上A、B、C三個回轉中心在端面上的投影在同一根直線上,這是在裝夾過程中的一個難點。
3解決方法
為了解決上述裝夾難、找正費時、定位不精確等問題,因此設計了一個適用于加工此雙向偏心軸的輔助夾具,即如下介紹的偏心輪夾具(圖3),以實現其工件的快速裝夾和定位,從而提高其加工精度和生產效率。
3.1偏心輪夾具的結構及材料(圖3)
從零件圖2中的要求來看,雙向偏心軸的精度要求比較高,因此偏心輪夾具應具有可靠的定位基準和精度,另外還應具有足夠的剛度,所以此偏心輪夾具的材料選用45#鋼,并對其進行淬火熱處理,其硬度為HRC60。
3.2偏心輪夾具的工作原理
偏心輪夾具的工作原理是配合三爪自定心卡盤來裝夾偏心軸上的基準圓柱面,從而使得所需要加工的偏心圓軸線與車床主軸軸線相重合,以便于其加工。而圖2中的雙向偏心軸需要雙向加工,所以需要分兩次裝夾來完成其偏心部分的車削。
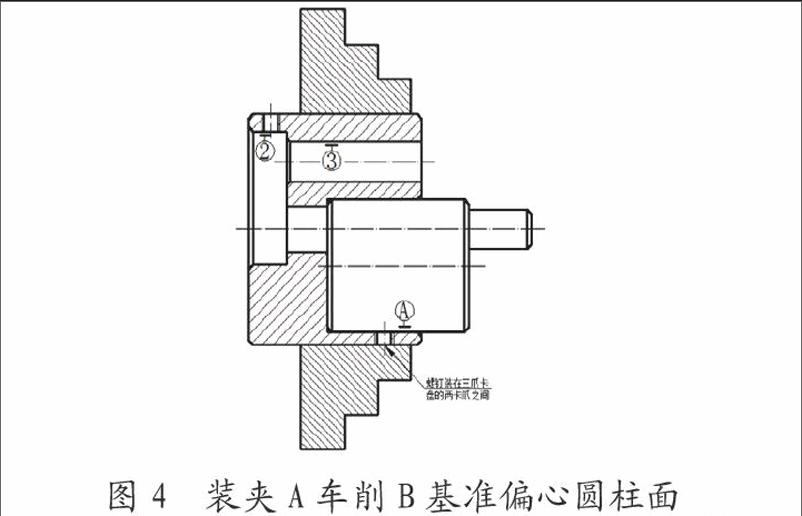
1)將偏心軸上A基準的圓柱面裝進偏心輪夾具中的孔1內,以保證所需要加工的B基準偏心圓柱的軸線與車床主軸軸線相重合,然后用螺釘將其固定,以便于加工偏心軸上的B基準偏心圓柱面,如圖4所示。
2)將偏心軸上A基準的圓柱面裝進偏心輪夾具中的孔2內,B基準的圓柱面裝進偏心輪夾具中的孔3內,以保證所需要加工的c基準偏心圓的軸線與車床主軸軸線相重合,然后用螺釘將其固定,以便于加工偏心軸上的c基準偏心圓柱面,如圖5所示。
3.3雙向偏心軸(圖2)的加工工藝過程
1)粗精車工件右端面。2)粗精車外圓A,保證公差40,mm,長度38mm,倒角C1.5。3)調頭粗精車左端面,保證工件總長65±0.03mm。4)粗精車外圓A至與步驟2中的外圓A相接,保證公差40,mm,倒角C1.5。5)將有接刀痕的一端裝進偏心輪夾具的孔1內,配合三爪卡盤裝夾,如圖4所示,粗精車偏心圓B,保證直徑12mm,長度20mm,倒角C1.5。6)將步驟5加工出來的偏心軸如圖5所示裝進偏心輪夾具的孔2和3內,配合三爪卡盤裝夾,粗精車偏心圓C,保證直徑15mm,長度30±0.03mm,倒角C1.5。7)檢查合格后取下工件。
4偏心輪夾具的優點
通過將偏心輪夾具配合三爪自定心卡盤的使用來對雙向偏心軸進行裝夾加工,易于保證偏心距,可以快速準確地進行定位,可大大減少在其他傳統夾具裝夾過程中找正定位的時間,而且裝夾時易于操作,簡單方便,實用快捷。
5使用偏心輪夾具的注意事項
在使用偏心輪夾具的過程中,夾緊力不能破壞工件的定位,并應使原有的定位更加穩定可靠,夾緊后工件與偏心輪夾具的變形要小,變形量要求在加工精度允許的范圍內。因此,在裝夾的過程中,夾緊力要適中,需防止因夾緊力不足而使工件在加工過程中產生嚴重的位移和振動,另外還要避免因夾緊力過大而壓傷工件或損壞偏心輪夾具。
6結論
本文主要介紹批量加工雙向偏心軸的裝夾方法,并設計了配套的專用夾具,通過該夾具進行裝夾加工,節省了很多找正的時間,另外精度的要求也提高了,從而提高了生產效率。
