薄板鉆孔加工方法的探究
2017-05-20 21:00:20張進球
科學(xué)家 2017年2期
張進球
摘要實際生產(chǎn)中經(jīng)常碰到一些薄板鉆孔,薄板鉆孔是一項操作較為麻煩,質(zhì)量不容易保證的技術(shù)。作為鉗工實訓(xùn)指導(dǎo)老師必須教會學(xué)生刃磨薄板群鉆,掌握薄板鉆孔的加工方法。
關(guān)鍵詞刃磨薄板群鉆;薄板鉆孔;疊加批量鉆孔;鉆模單件鉆孔
實際生產(chǎn)中經(jīng)常碰到一些薄板鉆孔問題,如對0.3mm~2mm厚的薄鋼板、薄鋁板、黃銅皮、薄紙片、云母片、膠木板、有機玻璃等材料進行鉆削加工。在孔加工中對薄板進行鉆孔是一項較為復(fù)雜的工作,其材料的特殊性使得加工難度加大。掌握不好,鉆出來的孔往往容易失圓,有時候鉆頭啃入工件,會帶動工件轉(zhuǎn)動,發(fā)生安全事故。作為鉗工實訓(xùn)指導(dǎo)老師必須教會學(xué)生刃磨薄板群鉆,掌握薄板鉆孔的加工方法。
1問題分析
使用普通形狀的麻花鉆頭在薄板上鉆孔,由于標準麻花鉆鉆尖較高,主切削刃低,當(dāng)工件將要鉆穿時,鉆頭立即失去定心作用,同時軸向力又突然減小,加上工件彈動,從而造成兩主切削刃的過多切入,從而出現(xiàn)以下問題:使鉆出的孔不圓,如扁孔、多邊孔等;鉆孔時鉆頭易折斷,尤其鉆小孔時;孔口毛邊很大,造成粗糙度值大;容易扎刀或折斷鉆頭,嚴重地影響產(chǎn)品質(zhì)量。有時工件抖動厲害,操作者扶不穩(wěn),導(dǎo)致工件飛出造成人身傷害事故。
實踐證明,用普通麻花鉆鉆削薄板孔是不正確的。經(jīng)查有關(guān)資料,采用群鉆鉆削薄板效果很好。
2薄板群鉆的特點、刃磨方法
2.1薄板群鉆的特點
薄板群鉆又稱三尖鉆,主要特點:在普通麻花鉆的基礎(chǔ)上進行改進,即磨平鉆頭端面并垂直于鉆頭軸心線,磨出兩條圓弧形切削刃,且兩切削刃外緣磨成鋒利的刀尖,兩刀尖等高。達到在鉆心尚未鉆穿工件時,兩主切削刃外尖己在工件上劃出圓環(huán)槽,起到定心作用,軸向力不會突然減小。且磨短、磨尖橫刃,使鉆心處的切削刃更鋒利,以減少軸向阻力和擠刮現(xiàn)象,提高鉆頭的定心作用和切削穩(wěn)定性。這樣,當(dāng)鉆心穿透工件時,兩主切削刃除了起切削作用外,還起到一種鎖定中心的作用。因此,切削力就不會發(fā)生太大的變化,沖擊也會大大減小,從而滿足薄板鉆孔的加工要求。
2.2刃磨薄板群鉆
1)磨平鉆頭端面并垂直于鉆頭的軸心線。2)修磨兩主切削刃外緣處后角為10°~14°。3)把兩主切削刃磨成圓弧形,兩圓弧長度一致,且兩切削刃外緣磨成鋒利的刀尖,兩刀尖等高,但應(yīng)比鉆心低0.5mm~1.5mm。4)修磨橫刃長度為原來長度的1/5~1/3。所刃磨的薄板群鉆必須經(jīng)過試鉆孔,檢測孔徑尺寸合格,鉆頭鋒利方可使用。
3薄板群鉆的應(yīng)用
經(jīng)過多年的教學(xué)工作總結(jié)出,薄板鉆孔主要以以下兩種具有代表性的加工方法為主。
3.1工件疊加批量鉆孔
當(dāng)遇到工件件數(shù)較多,孔系復(fù)雜,特別是材料上的孔位置精度要求較高的薄板鉆孔加工,經(jīng)常出現(xiàn)以下問題:由于材料太薄,硬度較低,劃線時不能很好地固定,造成劃線誤差;在薄板上用樣沖打樣沖眼定位,很容易使材料受到樣沖沖擊而產(chǎn)生變形,造成加工誤差,影響工件的質(zhì)量;有些特殊材料,如云母片、膠木板、有機玻璃等,表面不能被破壞,鉆削時,孔兩面容易起白邊,甚至把孔鉆壞,產(chǎn)生廢品。這時就需要用輔助夾具——鉆孔樣板,把工件疊加進行批量鉆孔,從而提高生產(chǎn)率。
1)加工前的位置精度控制。首先把所有工件分成幾摞,每摞件數(shù)根據(jù)材料厚度決定,按照圖紙外形尺寸要求用剪床剪切若干件厚3mm~4mm的鋼板,每摞配一件鋼板,多剪一件,并把所有鋼板去毛刺、校平,以減小裝夾誤差。取其中一件作為標準鉆孔樣板,按圖紙尺寸劃出所有鉆孔位置線、檢測、打樣沖眼、鉆孔,按照圖紙要求保證所有位置精度、尺寸合格,并去掉雙面孔口毛刺。依次經(jīng)過自檢、兼職檢驗員、專職檢驗員檢驗合格,方可作為標準鉆孔樣板。如果工件批量大,可以每個孔裝上鉆套,鉆套經(jīng)過熱處理加工,具有很高的硬度,保證經(jīng)久耐用。
2)按圖紙要求把所用孔徑鉆頭全部刃磨成三尖鉆。
3)工件的裝夾。要在薄板工件上鉆孔,其薄板工件的裝夾是一個極其重要的環(huán)節(jié)。它會影響鉆孔的精度、質(zhì)量等,嚴重的會報廢工件,所以裝夾時就得全面的考慮。薄板裝夾可以把若干工件疊起來,最上面放標準鉆孔樣板,將薄板夾在中間,最下面放一件厚鋼板,對齊兩基準面,用弓形夾頭夾住、緊固。
4)工件的鉆削。將夾緊的工件按照孔徑尺寸從小到大的順序依次進行鉆削,以減小加工變形。由于薄板群鉆不能白行找正,下鉆時一定要對準孔中心,防止刮花樣板表面,或多次擠刮造成樣板尺寸誤差。每加工完一摞必須更換一次底板,以防止上、下孔未對齊,產(chǎn)生尺寸誤差,甚至別斷鉆頭,發(fā)生安全事故。
3.2鉆模單件鉆孔
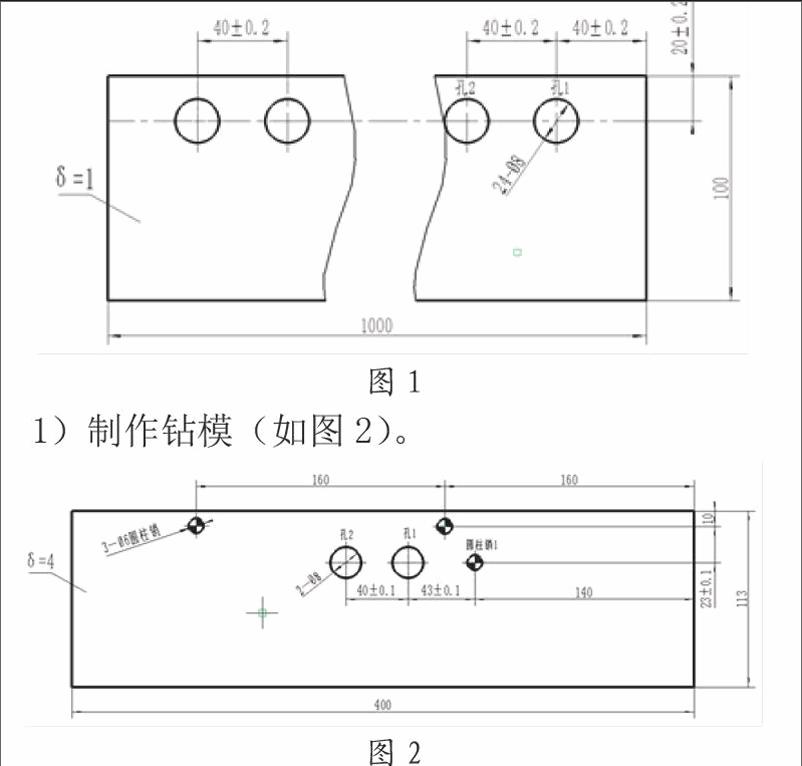
對于大批量外形尺寸較大,厚度在0.5mm~2mm之間的長條形薄板料,且孔徑、孔距尺寸大致相同的工件進行鉆孔加工(如圖1),就要用輔助定位工具——鉆模。
用剪床剪切一件400mmx113mmx4mm的鋼板,去毛刺、校平,按圖2尺寸要求劃出所有鉆孔位置線、檢測、打樣沖眼、鉆孔,按圖紙要求保證所有位置精度、尺寸合格,并去毛刺。裝上3個6mm圓柱銷,進行緊固。依次經(jīng)過白檢、兼職檢驗員、專職檢驗員檢驗合格,方可作為標準鉆模。
2)刃磨一支8mm薄板群鉆。
3)鉆削孔1。對孔1進行定位:8mm鉆頭對準孔1,右手壓下進給手柄,調(diào)整鉆模位置,使孔1鉆頭與鉆床主軸同軸,用壓板把鉆模固定在工作臺上。開機,把一件工件放到鉆模上,兩相鄰側(cè)面緊靠圓柱銷定位,左手用力壓住工件,右手搖動進給手柄進行鉆削加工。依次把所有工件的孔1加工完成。
4)鉆削其余孔。用扳手松開鉆模,把圓柱銷1取掉,用同樣的方法定位孔2,用壓板把鉆模固定。把一件工件放到鉆模上,用另一支8mm鉆頭將工件的孔1與鉆模的孔1固定,工件兩側(cè)面緊靠圓柱銷定位,左手用力壓住工件,右手搖動進給手柄進行鉆削孔2。孔2鉆削完畢,松開進給手柄,工件向右移動一個孔距,用8mm鉆頭將工件的孔2與鉆模的孔1固定,繼續(xù)鉆削下一個孔,依次把所有的孔加工完成。
在今后的教學(xué)工作中,相信還會遇到更多的問題與困難,我將會進一步勤思考、探索,重實踐,在個人工作、教學(xué)水平上有新突破。
