純鎢零件上深小孔加工技巧
2017-05-02 14:23:58曲靜
中國新通信 2017年6期
曲靜
當今社會,先進生產技術飛速發展,產品不斷更新,新材料應用也越來越廣泛,隨之而來的加工難度也越來越高,我在工作中就遇到了這種情況。在一次外協加工時遇到一批零件,純鎢材質,需要在上面加工四個平行小孔,孔徑1.3毫米,孔深30毫米。既是稀有材料又是小孔和深孔,加工難度大。拿到零件圖,看到材料為金屬鎢時就難住了,純鎢又硬又脆,熔點又高,無法用一般機械加工方法加工該孔,為此經過多方交流討論和實驗,最后確定采用閘流管脈沖電源對純鎢進行電火花加工小孔。以煤油為介質,工具電極是1.2毫米直徑的鉬絲,開始工作較正常,但隨著小孔深度的增加5~6毫米),加工就無法進行下去。分析原因,認為主要是排屑不好,形成短路、拉弧。為此,改用紫銅管作工具電極,用加壓沖油的方法,壓縮放電通道,改善排屑條件,消除電離,最終加工出了合格的產品,之后又在加工參數上作了一系列的試驗,使生產效率在保證質量的前提下獲得了極其顯著的提高,基本上解決了純鎢工件上加工深小孔的難題。
電火花加工純鎢工件上深小孔的各項工藝參數的選擇和有關工具如下:
一、極性選擇
正確選擇電火花加工的極性是十分重要的。加工純鎢工件上的深小孔宜選用正極性加工。我們作過負極性加工試驗,發現工件被加工部位形成紫銅鍍復層,加工效率很慢,電極損耗大(工具電極損耗大于工件腐蝕幾十倍)。正極性加工則顯著地改變了上述情況,效率提高,電極損耗減少。
二、沖油壓力
沖油壓力的大小,直接影響電火花加工產物(金屬微粒、炭黑、氣體)的及時排除,進而影響放電加工的全過程。沖油壓力過小,放電產物不能及時排除,游離的碳黑在放電電場的作用下,快速大量地在負極的紫銅管端面堆積,阻止了正常的穩定加工。沖油壓力過大,雖能提高加工速度,但破壞了工具電極黑炭保護膜的形成,使電極損耗增加;此外,壓力高,流速快,會使工具電極振動而降低加工精度。合理的沖油壓力應保證排除電蝕產物,又應在工具電極表面建立最佳厚度的碳黑保護膜。一般沖油壓力應控制在0.4~0.7公斤/厘米2才好。
三、電加工參數
表1 不同電加工參數下的加工速度
脈沖峰值電壓,峰值電流的大小直接影響加工速度和加工的穩定性。當峰值電壓低,峰值電流大的的情況下,稍有不慎就會引起拉弧、燒結。反之,峰值電壓高、峰值電流小,則加工速度下降。不同電加工參數下,每加工一個純鎢工件上四個深小孔所需的加工時間見表1。從表1可知,用脈沖重復頻率18Kc、直流高壓1800V、脈沖變壓器的變比80:2時,加工一個工件,僅需30×2=60分鐘。
四、電極制造與裝夾
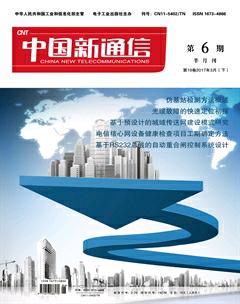
紫銅管電極是用厚0.4毫米紫銅皮制成。采用圖1所示的簡單模具制作(可拉制小于Ф=2mm的各種紫銅管)。模具可用一般模具鋼制作,按所需管子直徑加工出管子的定徑孔2、工作錐3、潤滑錐4和倒錐1。定徑孔2和工作錐3表面要求光滑過渡,不許有圓環痕和徑向條狀傷痕(如果是批量生產,模具應悴火)。
拉制時,先將紫銅皮按所需長度截取,寬度按所拉制銅管中徑周長計算,進行退火處理,再將一端卷成圓柱狀,使其通過模具,即能拉制出銅管。
拉制出的銅管如變形較大時,可把它放置在兩塊平整的鐵板中,用鐵板來回搓動加以矯正,然后搪錫封閉管縫,即能得到所需的紫銅管工具電極。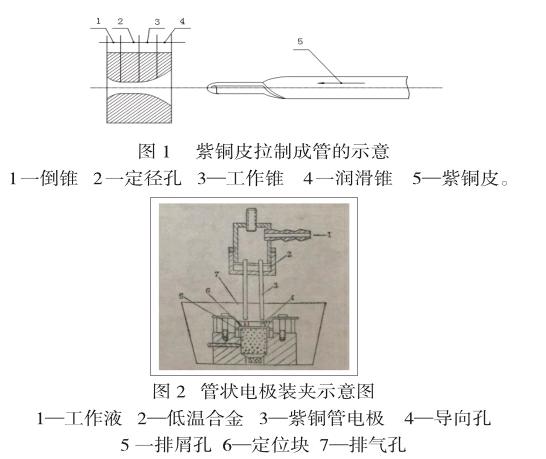
圖2 是管狀電極裝夾示意圖,只要把管狀電極 3插入定位孔,然后澆上低溫和金2固結裝夾。一般僅需幾分鐘即能完成一次電極的拆裝工作。由于銅管電極細而長,為防止加工過程中銅管抖動而影響加工精度,在工件表面用絕緣材料制成定位塊6,上面開有定位導向孔4,工作時,管狀電極3插入定位導向孔。此裝置,拆裝方便,易保證深孔的加工精度,除用于加工純鎢工件深小孔外,還可對各種適于電火花加工的材料進行深小孔加工。