論大型換熱器制造加工工藝
2017-04-22 02:41:46張龍華吳賢春
化工設(shè)計 2017年2期
張龍華 趙 琳 張 騰 吳賢春
四川科新機電股份有限公司 什邡 618400
論大型換熱器制造加工工藝
張龍華*趙 琳 張 騰 吳賢春
四川科新機電股份有限公司 什邡 618400
詳細介紹某公司60萬噸/年醋酸工程Φ3600、換熱面積2538 m2浮頭式入塔氣預(yù)熱器的制作加工工藝及要點。
醋酸 預(yù)熱器 浮頭式換熱器
公司于2014年承接了重慶某公司60萬噸/年醋酸(I期20萬噸)工程入塔氣預(yù)熱器的制造任務(wù)。該設(shè)備為立式浮頭式換熱器,設(shè)備直徑為Φ3600,換熱面積為2538m2,設(shè)備殼程主要受壓元件材質(zhì)是S30408,δ=14mm;設(shè)備管程主要受壓元件材質(zhì)為Q345R,δ=16mm。換熱管Φ25.4×1.6×5613/ S30408,共計5804支。管板材質(zhì)為50mm厚的S30408板材拼接而成。設(shè)備設(shè)計參數(shù)見表1。入塔氣預(yù)熱器制造、檢驗和驗收標(biāo)準:《壓力容器》GB 150-2011、《管殼式換熱器》GB 151-1999、《固定式壓力容器安全技術(shù)監(jiān)察規(guī)程》TSG R0004-2009。
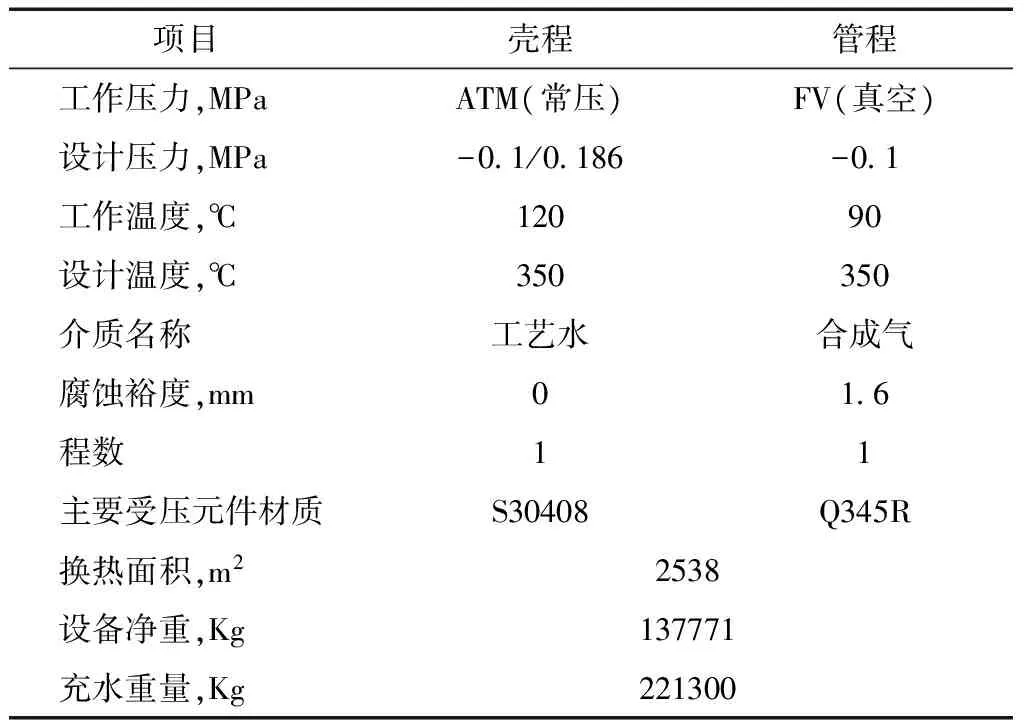
表1 預(yù)熱器設(shè)計參數(shù)
1 制造要求
1.1 設(shè)備制造的具體要求
設(shè)備制造的具體要求見表2。
1.2 制造難點
(1)管板鉆孔對平面度的影響。
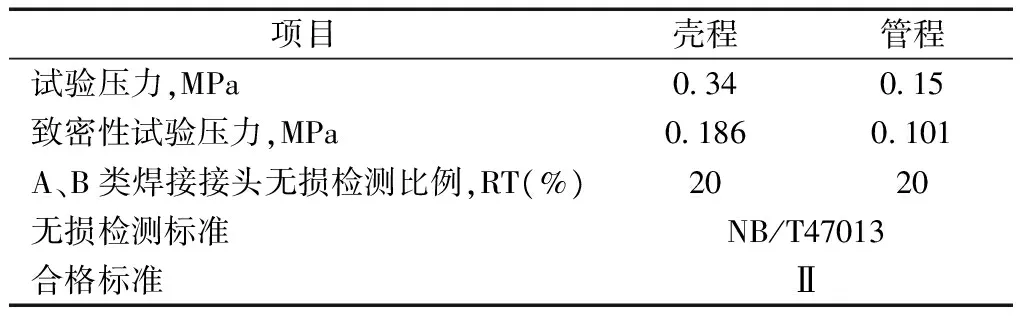
表2 設(shè)備制造要求
(2)換熱管伸出管板長度應(yīng)均勻。
(3)14個方形人孔與筒節(jié)焊接變形的控制。
1.3 主要檢驗項目
檢驗項目:材料復(fù)驗、換熱管偏差檢驗、各零部件尺寸偏差檢驗、焊接接頭無損檢驗、壓力試驗。
以上各工序均需要做好記錄,提供完整的完工報告。
2 焊接坡口制備
2.1 筒體縱、環(huán)縫
筒體縱、環(huán)縫的焊接接頭形式見圖1。
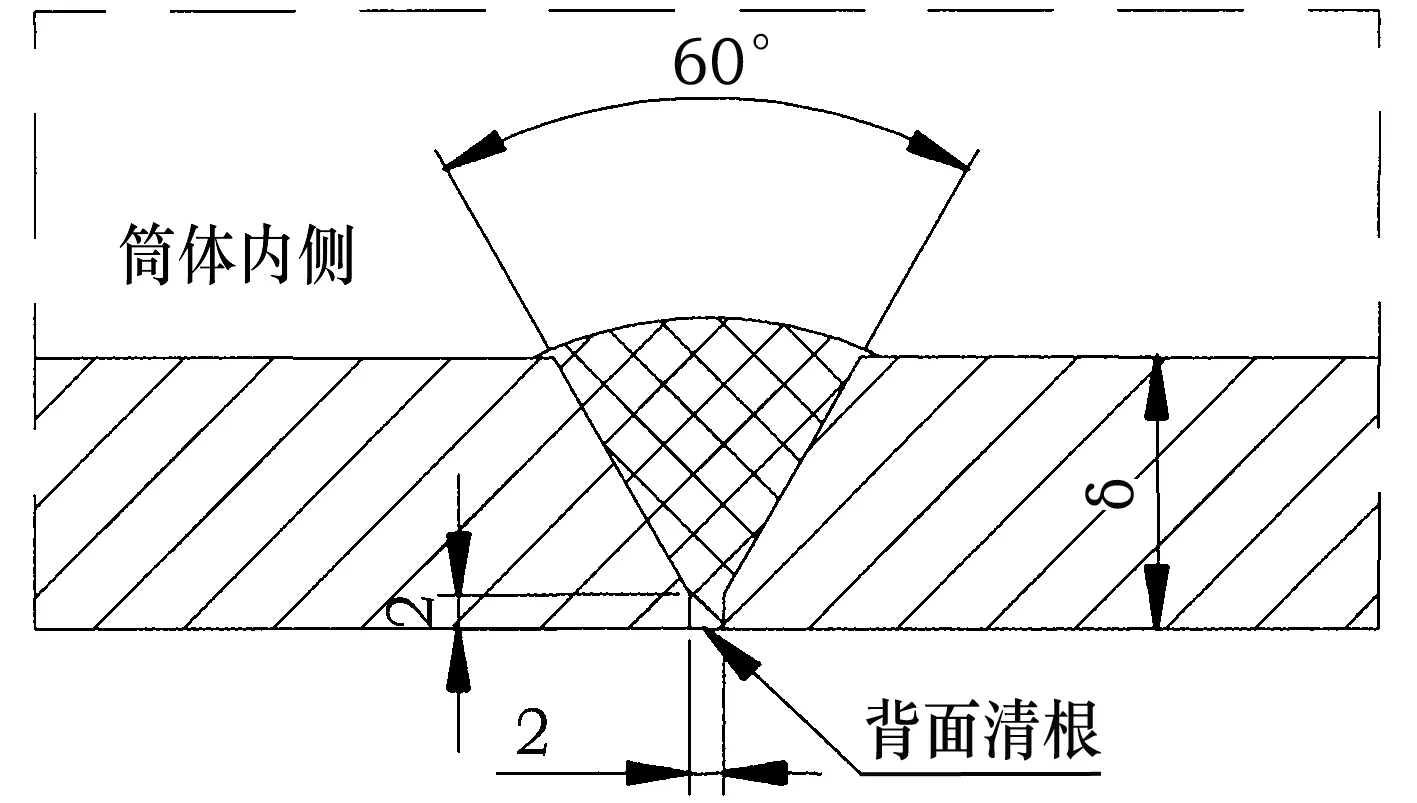
圖1 筒體縱、環(huán)縫焊接節(jié)點
筒體縱、環(huán)縫采用雙面焊。焊接坡口置于筒體內(nèi)側(cè),在筒體外側(cè)清根后,用埋弧自動焊蓋面。殼程筒體采用碳弧氣刨清根時,須保證清根后其根部距筒體內(nèi)側(cè)6mm以上,碳弧氣刨清根后,應(yīng)使用角式砂輪機修磨坡口至露出金屬光澤,以防滲碳、滲銅現(xiàn)象的發(fā)生。
2.2 管板對接
管板對接的焊接接頭形式見圖2。該節(jié)點為手工焊焊接接頭形式。焊接時要求采用較小的焊接線能量,并在焊接時輔以錘擊、分段退焊等減少焊接變形的工藝措施。
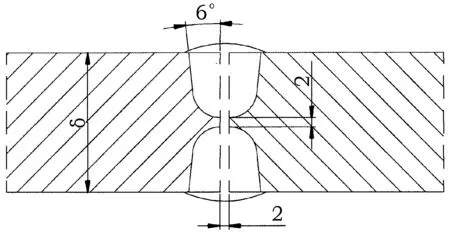
圖2 管板對接節(jié)點
2.3 筒體與管板的焊接接頭
筒體與管板的焊接形式見圖3。
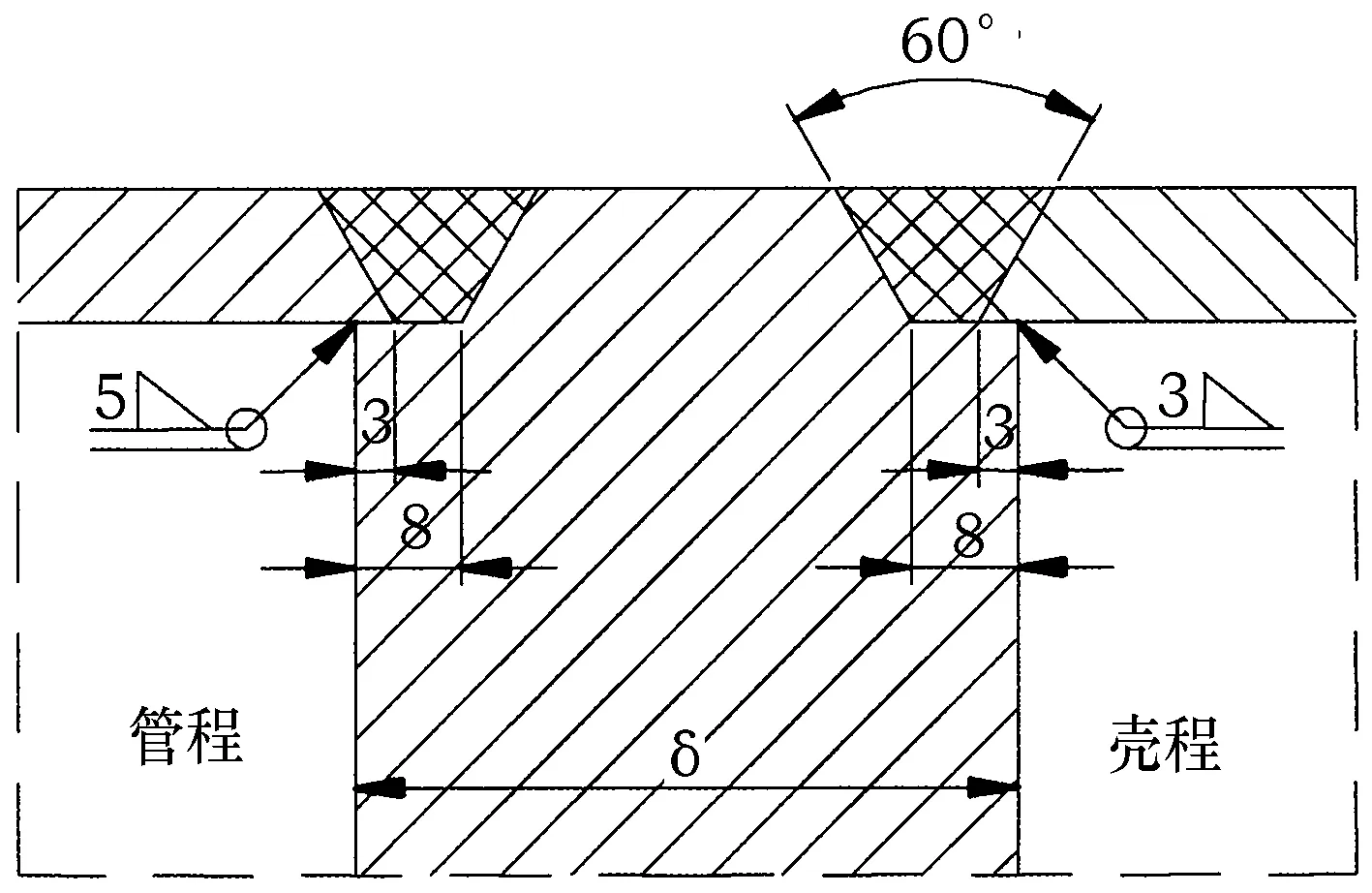
圖3 筒體、管板焊接接點
殼程筒體與管板焊接時,采用小電流、分段多道焊,最大程度減小熱輸入量防止管板產(chǎn)生過大的變形,避免上管板處預(yù)留的管子長度不能克服管板變形發(fā)生管子不能整體加工的情況。
2.4 管子與管板焊接結(jié)構(gòu)
管子與管板的焊接接頭形式見圖4。

圖4 管子與管板焊接結(jié)構(gòu)
該接頭為強度焊加貼脹的結(jié)構(gòu)。制造時采用先焊后脹的工藝,在脹接時注意管板兩側(cè)規(guī)定長度不脹,避免脹管時損壞焊縫。
2.5 方形人孔與筒體角焊縫
人孔筒節(jié)與殼程筒體的焊接接頭形式見圖5。
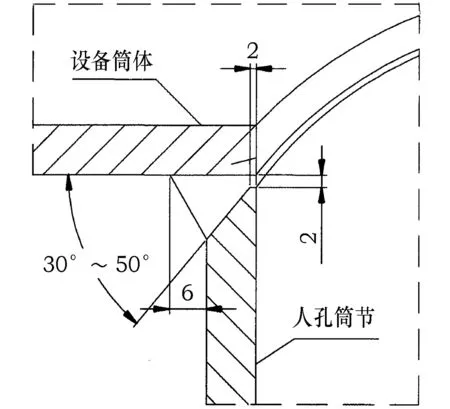
圖5 方形人孔與筒體焊接結(jié)構(gòu)
設(shè)備最大的人孔筒節(jié)為800mm×1350mm,若采用插入式連接,則因開孔較大,會導(dǎo)致筒體變形。而該接頭采用安放式連接,在人孔筒節(jié)與筒體焊接前,筒體上可以開較小的孔,待焊接完成后,人孔與筒體成為一剛性整體后,再切割多余的筒體金屬,可以將因強度削弱導(dǎo)致的筒體變形減小到最低程度。
3 管板的加工制造
管板加工質(zhì)量直接影響裝配和脹接質(zhì)量。為了便于穿管,管孔應(yīng)與管板端面垂直,為確保脹管質(zhì)量,應(yīng)保證管孔表面粗糙度不大于12.5μm,且不存在貫穿管孔軸向的劃痕。管板材料S30408按GB 24511-2009的要求進行驗收,厚度為50mm,應(yīng)有質(zhì)保書,并按要求進行復(fù)驗。
管板加工工序為:下料→拼焊→100%RT探傷檢查→熱處理→校平→車外圓及端面→劃線→鉆→(配鉆)→鉸孔成形。
為減少拼接管板的變形,采用小坡口的焊接接頭,從管板中心向兩側(cè)同時施焊多層多道焊道,焊接時應(yīng)注意將工件勤翻身,避免在一側(cè)長時間焊接引起管板V形變形,焊縫清根采用角式砂輪機修磨坡口。
管板鉆孔加工前,為防止管板因自重產(chǎn)生過大的撓度,在管板下方鋪滿等厚的木板;管板、折流板通過采用鉆定位孔,用螺栓連接的方法固定在一起。管板面應(yīng)保證水平,用水平儀調(diào)平,保證鉆床軸線與管板平面垂直。
管板加工嚴格按圖紙要求,管孔加工必須遵循鉆→鉸孔的加工順序,保證管孔的垂直度,保證管橋間距允差和管孔內(nèi)表面粗糙度,不能有缺陷存在。配鉆的管板和折流板應(yīng)按順序作好裝配標(biāo)記,并在上下管板的外緣加工出0°、90°線刻痕和標(biāo)記。管板加工后應(yīng)將表面及管孔內(nèi)部的污跡清除干凈。
實際生產(chǎn)過程中會出現(xiàn)管子、管板的尺寸精度均符合公差要求,管板的形位公差也滿足標(biāo)準規(guī)范的要求,但管子不易穿入管板的情況。故應(yīng)根據(jù)換熱管的實際尺寸,確定最終的鉸孔尺寸。特別是涉外項目,其管子規(guī)格往往與國內(nèi)定型產(chǎn)品不一致,管子制造廠須特制模具,故在換熱管定貨時要規(guī)定其公差范圍,且管子定貨時要注意其交貨期應(yīng)在鉸孔之前。
4 管束組裝
(1)在專用支架上固定下管板(水平放置),同時裝配拉桿、定距管、折流板,使其成為一個整體。
(2)穿固定管:在整個換熱器中均勻選出十余個區(qū)域,每個區(qū)域穿入4根換熱管,見圖6。
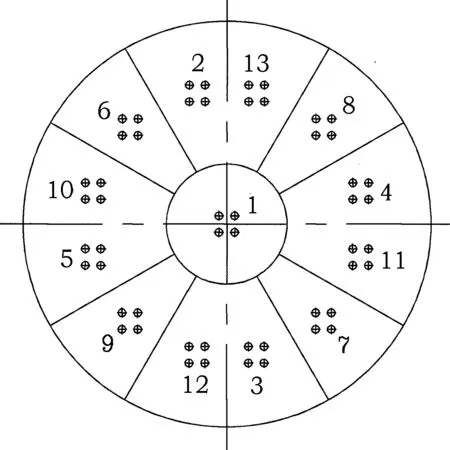
圖6 分區(qū)穿換熱管及焊接次序
(3)在殼體、上管板與管束組對,將上述區(qū)域起固定管作用的換熱管引出上管板,調(diào)整兩管板的同心度和平行度,試穿換熱管若干根,同時點焊固定殼體與管板。
(4)穿換熱管:將設(shè)備臥置,穿入所有換熱管(殼體內(nèi)折流板之間有工人引穿),保證管端上表面伸出管板長度13mm,焊點固定。
(5)焊接:殼體與管板的角接焊縫按焊接工藝要求進行焊接。
(6)下管板管頭持平:按圖將換熱管伸出下管板的多余部分長度刮平。
(7)焊接:換熱管與管板的接頭采用自動氬弧焊;嚴格按焊接工藝進行,注意焊接時按圖6的編號順序,減少管板的焊接變形。
(8)換熱管與管板脹接:控制脹度1.5%~2%;對上、下兩管板,任意抽查換熱管總數(shù)10%的數(shù)量進行脹度檢查。
(9)試壓:殼程液壓試驗,檢查管頭。液壓試驗結(jié)束后,進行氣密性試驗;殼程通入0.186MPa壓縮空氣,用肥皂水檢查焊縫致密性。
5 管板上端面加工
將管束立式安裝在專用支架上,用水管法(管板上表面0°,90°,180°,270°為基準)和掛鉛垂線的方法(0°,90°,180°,270°為基準)對基準線進行測量。調(diào)節(jié)其水平度在0.02mm/m以內(nèi),保證管束上管板的水平度。將調(diào)好水平和垂直度的管束與基礎(chǔ)間用地腳螺栓固定。用專用工裝設(shè)備(工裝的導(dǎo)軌水平度調(diào)節(jié)在0.02mm/m以內(nèi))逐根加工5804根換熱管的上端面,保證換熱管伸出管板平面長度均勻。管端加工的專用工裝見圖7。
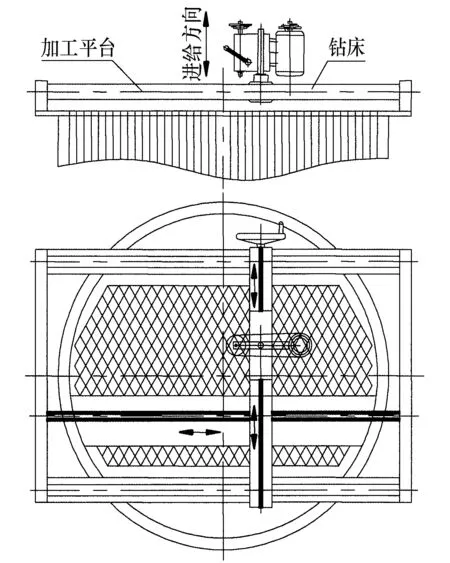
圖7 管端加工專用工裝
6 筒體與管板的組焊
筒體與管板組焊端坡口表面100%PT檢查→預(yù)熱(溫度100~150℃)→筒體與管板組焊端堆焊→100%PT檢查→堆焊→2.5m立車加工堆焊端坡口→組對筒體與管板(錯邊量≤0.5mm)→焊接(層間溫度≤60℃)→對接焊縫100%RT檢查→復(fù)層焊縫100%PT檢查。
7 試壓
7.1 設(shè)備試壓的關(guān)鍵技術(shù)
本設(shè)備試壓的關(guān)鍵技術(shù)在于對浮頭端的管板進行試壓檢查,需要設(shè)計制造一試壓工裝,該工裝必須滿足:① 保證主筒體封口環(huán)焊縫已備制的坡口不被破壞;② 方便浮頭端管板與管子角焊縫的檢查;③ 滿足試壓強度的要求。
7.2 試壓步驟
(1)殼程試壓:用試壓工裝與殼程筒體及浮動管板組焊后,殼程進行0.34MPa水壓試驗,檢查換熱管與管板間焊接接頭。
(2)管程試壓:待設(shè)備制作完畢后,管程進行水壓試驗,管程試驗壓力為0.1MPa(臥式),檢查管箱的強度及密封性能。
(3)殼程試壓:殼程進行0.34MPa水壓試驗,檢查浮動管箱組件間焊接接頭及浮動管箱與管板間焊接接頭。
8 表面處理
(1)油漆前將對設(shè)備外表面進行除油、除銹、干燥等處理,并符合《涂裝前鋼材表面銹蝕等級和除銹等級》GB 9823中st3級要求。
(2)不銹鋼及復(fù)合板設(shè)備對設(shè)備內(nèi)外表面、內(nèi)件及焊縫進行酸洗鈍化處理,其要求按《鋼制化工容器制造技術(shù)規(guī)定》HG 20584執(zhí)行,若有不銹鋼設(shè)備進行返修后,應(yīng)重新進行整體或局部酸洗鈍化處理。
(3)不銹鋼及復(fù)合板設(shè)備的酸洗鈍化應(yīng)優(yōu)先使用酸洗液鈍化液浸泡,在采用液體浸泡不便的場合方可使用酸洗鈍化膏處理。并應(yīng)作好酸洗鈍化檢查記錄。
(4)金屬襯層表面進行噴砂除銹處理達《涂裝前鋼材表面銹蝕等級和除銹等級》GB 9823中st2-1/2級要求。
(5)所有碳鋼件非機加工表面油漆防銹。
(6)所有碳鋼螺栓等緊固件均采取涂油的方式進行保護,碳鋼部分所有裸露機加工面均涂油脂進行防銹。
(7)設(shè)備交付前,設(shè)備應(yīng)保持清潔、完整,設(shè)備內(nèi)部不得有焊渣、藥皮、殘余焊條等雜物,并用空氣將試壓用水吹干,設(shè)備內(nèi)表面不允許有油污及灰塵。
9 結(jié)語
Φ3600、2538m2入塔氣預(yù)熱器的制造工期為八個月,設(shè)備已于2015年6月底完成現(xiàn)場安裝調(diào)式,現(xiàn)正常運行中。采用此加工工藝制作的大型換熱器能夠保證設(shè)備的制造質(zhì)量,且易于實施,希望能夠為同類產(chǎn)品的制造提供參考。
1 GB 150-2011 ,壓力容器[S].中國標(biāo)準出版社,2012.
2 GB 151-1999,管殼式換熱器[S].中國標(biāo)準出版社.
3 TSG R0004-2009,固定式壓力容器安全技術(shù)監(jiān)察規(guī)程[S].
(修改回稿 2017-01-18)
*張龍華:助理工程師。2011年畢業(yè)于成都理工大學(xué)機電一體化專業(yè)。一直從事壓力容器的制造工作。聯(lián)系電話:(0838)8225068, E-mail:zhanglonghua@sckxjd.com。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實用技術(shù)(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
