薄壁零件裝夾卡盤的研制與應用
2017-04-20 03:30:00葉鑫焱
設備管理與維修 2017年11期
葉鑫焱
(梅州市技師學院,廣東梅州 514000)
0 引言
數(shù)控機床是自動控制式機床,內(nèi)部裝有控制單元和控制工作站,按照設計程序完成加工過程。很多復雜的機械零件都是由數(shù)控機床加工完成。數(shù)控機床是集成電子、機械、軟件、測量等多種重要學科的技術產(chǎn)物,其結構組成包括加工程序載體、數(shù)控裝置、伺服驅(qū)動裝置、機床主體和其他附加裝置。
數(shù)控機床可以解決普通機床難以解決的復雜零件的加工制作,在加工復雜的薄壁類零件過程中,面臨諸多難點,首先是復雜零件的剛性相對較差,切削過程中經(jīng)常出現(xiàn)振動和變形,承受切削力和夾緊力的能力較差。裝夾的過程不小心,同樣會引起變形。因此,相應的裝夾卡盤需要嚴格的設計和研制。
1 復雜薄壁零件的裝夾技術
隨著科技的發(fā)展和工業(yè)的進步,對結構制造的要求和需求也越來越高越來越大,復雜薄壁零件便是這種高要求下所需要的精密部件,例如圖1所示的電子產(chǎn)業(yè)中的鋁合金零件,是一種典型的薄壁零件,壁厚、孔圓角、槽寬尺寸都很小。零件的加工精度直接影響電性能指標,加工過程中切削力,切削熱和殘余應力同時施加給薄壁零件,很容易產(chǎn)生變形和尺寸偏差。因此,控制變形是薄壁零件加工中最為關鍵的技術點。可以通過很多方法來實現(xiàn),比如裝夾方式的改進,刀具路徑的修正以及通過合理的工藝方法改變毛坯基礎等。夾具卡盤安置的主要目的主要是控制夾緊力,因此合理設計夾具方案非常重要,卡盤方式的選擇和支撐塊位置的放置可以控制夾緊力,定位處于加工過程,卡盤支撐和約束對卡盤夾緊過程的局部彈性變形影響較大,裝夾的位置會受到影響,彈性變形可能引起工件的剛性平移和剛性轉(zhuǎn)動,使工件相對刀具的位置發(fā)生改變。工件在數(shù)控機床上的裝夾精度也是影響加工精度的重要因素,在加工精密儀器過程中,如果夾具質(zhì)量不高,可能會引起20%~60%的誤差,因此需要優(yōu)化裝夾卡盤的研制和制作減小裝夾的彈性變形以提高加工精度,提高生產(chǎn)效率。
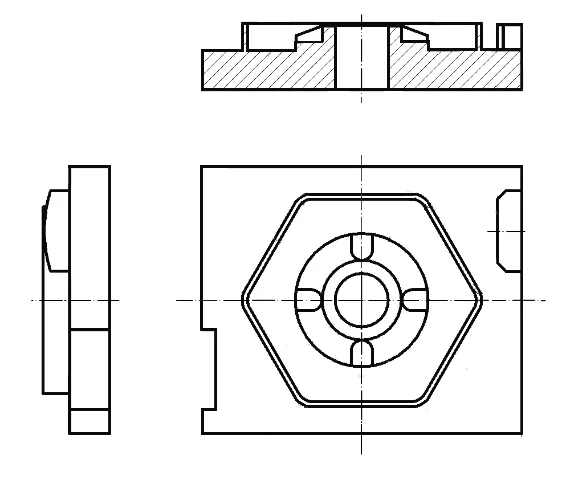
圖1 薄壁零件
2 卡盤設計方案
為提高夾具卡盤的設計精度,克服傳統(tǒng)夾具卡盤的缺陷,薄壁零件的裝夾,需要遵循一定的原則。首先應該擴大工件下部的支撐面和卡盤夾壓面積,其次需要增加夾壓的點,使作用力均勻,減小夾壓應力和接觸應力。必要時,可以在底部增設次要支撐,增強工件的剛性。
工藝夾頭的選擇需要特殊設置,切削坯料過程中,需要事先留出有效的夾持長度,加工后要切掉外圓、端面和內(nèi)外孔的殘渣毛刺,這樣工件就不會出現(xiàn)過大的變形,位置精度可以得到充分的保證,包括內(nèi)外圓和端面。另外還要讓變形均勻,可以通過卡盤夾點的位置改變,或者減小零件的形變來實現(xiàn)。變徑向夾緊為軸向夾緊,使夾緊力作用在較大的軸向,避免徑向發(fā)生較大變形。切削力的經(jīng)驗公式見公式(1)。

式(1)中,C均為系數(shù),X為指數(shù),ap為背部吃刀量。刀具的角度選擇:加工薄壁類工件的刀具和刀刃要鋒利,一般采用較大的前角度和主要偏角,但不能太大,否則會引起到刀頭體積的減小而引起強度、剛度的下降,散熱性能也會變差,最終影響加工精度。
設計中選用較為簡單且不容易產(chǎn)生變形的三爪氣動式卡盤,圖2是利用仿真軟件設計出的卡盤效果圖,加工零件安置在卡盤之間,零件內(nèi)向外側(cè)的徑向支撐結構和間隔環(huán)的靈活應用,可以滿足不同內(nèi)徑、長度的薄壁零件的柔性裝夾。零件在加工過程中不易變形,拆裝便捷,且具有很長的使用壽命。此類夾具應用于薄壁零件加工,在其他零件加工中同樣可以使用。夾具卡盤的設計不僅要保證足夠的強度,而且也應牢固可靠。

圖2 卡盤設計效果圖
卡盤放置零件時,需要使用開口套工具,自定義的卡盤夾持開口套工具可以均勻的抱緊薄壁套,隨后進行切削。卡盤的裝夾口弧度大,可以增大夾持面積,減小薄壁套的加緊和車削變形。此時需要把大弧形三爪卡盤和原定義的卡爪焊接后放置一段時間,讓其自然變形,大弧形的軟爪需要足夠的縱向厚度,卡盤的內(nèi)部焊接定位盤,充分保證薄壁零件定位準確。
3 薄壁工件加工流程
(1)準備工作。在卡盤夾具已經(jīng)設計完備的前提下,合理選擇刀具的幾何參數(shù)和切削用量,前角大的道具切削變形較小,切削力小,振幅小且不容易產(chǎn)生振顫,后角不宜過大,避免產(chǎn)生振動和摩擦,刀具的圓角半徑增大會增大切削力,如果圓角半徑太小會影響表面粗糙度和刀尖強度。因此刀具要根據(jù)具體加工的零件選擇。主軸轉(zhuǎn)速越高,則切削加工的零件越容易發(fā)生振顫,低速的切削不容易產(chǎn)生振顫。走刀量越小,則切削厚度越薄,適當?shù)募哟笞叩读浚梢詼p小振幅,背吃刀量越大,振動切削力的波動就越大,越容易產(chǎn)生振顫。
(2)裝夾。設計的卡盤為軟爪裝夾,爪內(nèi)孔要比工件的外徑大0~0.5 mm,對工件的包容面積要達到90%~95%,用設計卡盤軟爪的端面進行軸向定位,軟爪端面的加工應該和內(nèi)孔的加工在一次裝夾中完成,保證軟爪端與內(nèi)孔垂直,提高精度并且減少變形。首先將工件裝在脹緊套上,左端面由與卡盤夾具的臺階端面貼緊,裝入拉桿,主軸后面施加軸向力,拉動軸桿,同時拉桿外圓錐面與脹緊套配合,脹緊套和工件內(nèi)孔配合完成夾緊。
(3)加工過程。要求和規(guī)格不同的薄壁零件的加工過程存在區(qū)別,基于薄壁零件的特點,要控制好程序的完成過程,對所加工的工件關鍵技術點和內(nèi)容進行反復對照,在粗加工完成之后要先進行自檢,存在誤差的數(shù)據(jù)要及時調(diào)整,包括松動情況,分中情況,基準面的尺寸情況,位置情況。加工完成后,要對工件進行確保性檢查。
4 結語
薄壁復雜零件在工業(yè)產(chǎn)品中的應用十分廣泛,因其自身特性導致設計過程復雜,采用數(shù)控機床設計夾具卡盤具有重要的工程意義,首先對薄壁復雜零件需要的夾具卡盤類型進行分析,設計出實用的夾具類型,經(jīng)實驗驗證,使用特制夾具卡盤加工薄壁零件的誤差較小。
[1]昊靜.數(shù)控機床關鍵技術與發(fā)展趨勢[J].中國戰(zhàn)略新興產(chǎn)業(yè),2017(6):118-120.
[2]李志強.數(shù)控銑精密薄壁零件加工工藝探討[J].橡塑技術與裝備,2016(2):31-33.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36