數控銑削工藝參數優化研究
2017-04-19 09:22:20黃健
時代農機 2017年2期
黃健
(佛山職業技術學院,廣東 佛山 528137)
數控銑削工藝參數優化研究
黃健
(佛山職業技術學院,廣東 佛山 528137)
為進一步提高工藝水平,促進數控銑削工藝參數進一步優化,要對數控機床零件加工進行銑削加工實驗數據的提取,并在神經網絡建立基礎上形成數控加工銑削工藝參數優化模型。文章基于DMC60H數控機床,對數控加工銑削參數進行優化方案的制定。在實驗驗證中證明該優化方法具有一定實效性,對提高數控機床加工效率有著重要意義。
數控銑削;參數優化;樣本;BP神經網絡
在傳統數控加工過程中通常要通過工藝編程人員對主軸轉速、進給速度等切削參數進行人工選擇,再通過加工程序的生成處理完成數控工藝。但通過工藝編程人員的處理使其質量無法得到有效保障,更多的以編程人員技術水平決定加工程序質量。在數控加工復雜零件中僅僅是通過經驗與資料無法保障切削參數精準,因此如何實現銑削參數優化成為數控加工中的重要問題,以有效保證數控加工質量及數控銑削過程優化。
1 數控加工銑削工藝參數選取
在數控加工中其銑削參數的選取是一項復雜性高、多輸入與多輸出的非線性問題,無法以常規數學進行計算與處理。現階段數控加工銑削參數在實現優化參數選擇過程中,逐漸實現對專家系統與模糊技術的應用,近年來在科技高速發展背景下人工神經網絡智能技術已經成為該領域的應用熱點。人工神經網絡技術具備自學習功能,對高效解決數控加工銑削參數選取問題提供了新途徑。同時該技術的應用也有效的避開了面向加工過程的定量描述,省去諸多計算環節。人工神經網絡技術的應用是在實現通過樣本訓練后再對網絡內部單元連接權值進一步確定,準確測算出數控加工銑削工藝參數,有效攻克了銑削參數不易選取的問題。
在針對數控加工銑削工藝參數優化的研究中,以DMC60H數控機床為試驗平臺,針對鋁合金零件加工為試驗對象,對其數控加工銑削數據進行提取,再通過BP神經網絡技術構建參數優化模型,進而提高數控機床綜合效率。
2 試驗數據處理與樣本數據選取
(1)試驗數據處理。在數控加工實際生產環節中,要針對表面粗糙度進行數據處理,并對尺寸精度進行試驗數據提取,目的在于保證更準確的描述數控加工的全過程。①在實際生產現場對表面粗糙度的試驗數據處理要遵循現場性原則,即在以現場實際測量及實際加工要求為前提,對表面粗糙度等一系列進行處理,具體處理原則如表1所示。②在實際生產現場對尺寸進度的處理原則主要是基于標準公差數據表,對尺寸公差進行轉換,轉換為標準公差IT。基于標準公差IT值進行尺寸精度樣本輸入數據。

表1 表面粗糙度處理原則
(2)樣本數據選取。樣本數據的選取十分關鍵,數據質量直接對神經網絡模型收斂速度造成影響,并直接影響神經網絡模型的預測精準性。在本次研究中主要對試驗數據處理與分析,基于數控加工銑削特點,對樣本數據進行選取,其主要原則為:①在其他加工條件相同前提下,以表面質量相對高的為樣本數據;②將接近中間公差尺寸的作為樣本數據;③加工效率最高的、時間應用最短的為樣本數據;④表面粗糙度、中間公差尺寸以及加工效率相互租用的多目標為樣本數據。
3 構建BP神經網絡模型
(1)神經網絡模型構建及數控機床系統選取。在基于數控加工要求基礎上,明確表面粗糙度以及尺寸精度,并掌握數控機床、刀具、夾具等工況,利用BP神經網絡建模方法,構建數控加工銑削工藝模型。基于對試驗數據、樣本數據優化選取的前提下,進行網絡訓練并有效求解相關模型,對數控加工銑削參數優化選擇做出有效的生產實踐指導。
以DMC60H數控機床為試驗平臺,其操作系統為Siemens840D power line。能夠選取的數控加工銑削參數包括:主軸轉速n、進給速度Vf,基于對銑削加工效率的評價考慮加入加工時間,所以輸出層神經元為主軸轉速、進給速度與加工時間。輸出層主要神經元為道具類型、刀具懸伸量、刀具直徑、刀具口徑比、基本尺寸、切削寬度、切削深度、尺寸精度、表面粗糙度。
(2)BP神經網絡程序訓練結果分析。①BP神經網絡訓練誤差曲線。在對BP神經網絡訓練過程中要對其加權輸入矢量、輸出量、誤差矢量進行計算,再計算得出誤差平法和。當BP神經網絡所訓練矢量誤差平方和小于訓練進度10-4,則立即停止訓練,對輸出層誤差出現的變化進行計算,應用反向傳播學習規則對權值進行調整,重復該過程。BP網絡完成訓練后輸入一個非訓練集合中的矢量,BP神經網絡將通過泛化方式對輸出結果進行顯示,并顯示BP神經網絡誤差收斂曲線。②BP神經網絡性能曲線分析。基于圖1所示,通過Postreg對參數進形反饋,其中m、b代表的是斜率以及y軸截距。在出現m-1,且b=0的條件下,BP神經網絡之中輸出及目標輸出兩者之間將會完全一致。這個情況下的BP神經網絡性能出現最佳狀態。r代表的是BP神經網絡之中的系數情況,在r趨近1的情況下,則意味著BP神經網絡輸出以及目標輸出兩者之間更加接近,此時性能也會趨向最優。最優參數彼此之間能夠重合,也意味著BP神經網絡可以產生最優性能。③BP神經網絡預測以及參數驗證差異性比較分析。對樣本數據之中相關參數進行驗證。將其帶入到數控銑削之中。主軸轉速產生參數與預測參數之間進行對比發現,兩者數據情況發展規律基本一致。人工神經網絡表現出最優效果。存在的個別情況,預測值高于或者低于樣本值的也屬于正常情況。
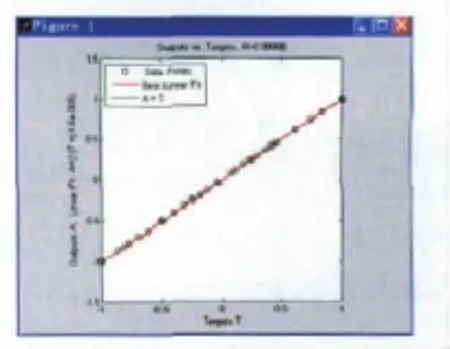
圖1 神經網絡性能測試圖
(3)數控加工銑削工藝參數優化系統的開發。基于上述研究可知以DMC60H數控機床為試驗平臺構建的銑削工藝參數優選系統,能夠進一步實現數控機床對鋁合金類零件切削參數優化的選擇,包括上述9個神經元以及工藝參數期望值。通過加工參數優選模塊,能夠對數控加工銑削工藝的參數實現優化選取,最終獲得主軸轉速及進給速度優選值。通過對其參數優化建立數控加工銑削工藝參數優化系統,其實現界面圖如圖2所示。
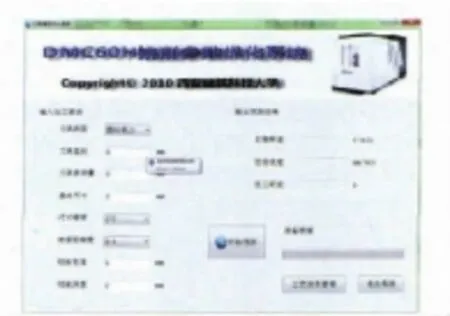
圖2 數控加工銑削工藝參數優化系統示意圖
通過對加工要求的輸入,可對刀具類型、刀具直徑、刀具懸伸量、基本尺寸、尺寸精度、表面粗糙度、切削寬度和切削深度進行要求選擇。在該系統中每個文本框的工具提示框都會對輸入數據的有效范圍進行顯示,為用戶提供選擇參考。通過開始預測操作后系統后臺能夠直接對神經網絡預測模塊進行啟動,通過My SQL數據庫對網絡信息進行進一步讀取,再通過BP神經網絡的計算,在系統界面中有效顯示。
應用BP神經網絡對數控加工銑削參數的優化選擇,進一步實現數控加工過程中工藝參數科學化、規范化的參數選取,大大提高了數控機床的技工效率,這對降低生產成本、提高零件生產質量都有著重要意義。
[1]李聰波,陳行政,肖溱鴿,等.面向能效的多工步數控銑削工藝參數多目標優化模型[J].計算機集成制造系統,2016,22(2):538-546.
[2]李聰波,肖溱鴿,李麗,等.基于田口法和響應面法的數控銑削工藝參數能效優化方法[J].計算機集成制造系統,2015,(12):3182-3191.
[3]張臣,周來水,余湛悅,等.基于仿真數據的數控銑削加工多目標變參數優化[J].計算機輔助設計與圖形學學報,2005,(5):1039-1045.
[4]劉強,尹力.一種面向數控工藝參數優化的銑削過程動力學仿真系統研究[J].中國機械工程,2005,(13):1146-1150.
[5]黃拯滔,楊杰,張超勇,等.面向能耗的數控銑削過程建模與參數優化[J].中國機械工程,2016,(18):2524-2532.
[6]王太勇,汪文津,范勝波,等.基于自適應遺傳算法的數控銑削過程參數優化仿真[J].制造業自動化,2004,(8):28-30+58.
Research on Optimization of NC Milling Process Parameters
HUANG Jian
(Foshan Vocational and Technical College,Foushan,Guangdong 528137,China)
In order to further improve the technological level and to further optimize the milling parameters,the experimental data of milling machine parts are extracted and the optimization model of NC machining milling parameters is formed on the basis of neural network.Based on the DMC60H CNC machine tool,the mathematical program is designed to optimize the milling parameters.In the experimental verification,it is proved that the optimization method has certain effectiveness,which is of great significance to improve the machining efficiency of CNC machine tools.
CNC milling;parameter optimization;sample;BP neural network
TP391.9
A
2095-980X(2017)02-0031-02
2017-01-17
黃健(1991-),男,廣東梅州人,大學本科,主要研究方向:模具設計與制造。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09