基于RFID的紡紗機械故障檢測系統
2017-04-14 00:47:09張立敏林恒燦
計算機應用與軟件 2017年3期
張立敏 林恒燦 吳 濤*
1(嶺南師范學院信息科學與技術學院 廣東 湛江 524048)2(湛江中湛紡織有限公司 廣東 湛江 524044)
基于RFID的紡紗機械故障檢測系統
張立敏1林恒燦2吳 濤1*
1(嶺南師范學院信息科學與技術學院 廣東 湛江 524048)2(湛江中湛紡織有限公司 廣東 湛江 524044)
針對傳統紡紗機械故障人工排查的現狀,在不對現有機器結構進行較大改造的前提下,設計了一套基于RFID技術,并包括軟硬件在內的壞錠追蹤系統,實現了細絡聯的故障快速檢測與全程質量追溯。系統采用三層架構,基于紡紗機械和射頻標簽構建感知層,利用控制層的大數據處理能力,在應用層提供多元服務。實踐結果表明,系統可有效地進行故障報警和自動定位,降低紗線次品率,提高產品質量。
RFID 細絡聯 壞錠追蹤 故障檢測 質量追溯
0 引 言
物聯網IoT最初由麻省理工學院Auto-ID研究中心[1]提出,試圖構建全球范圍的RFID網絡架構,以實現對物的跟蹤和監(jiān)視。Auto-ID的概念以無線傳感器網絡和射頻識別技術為支撐[2],其中,射頻識別RFID是一種利用射頻通信實現的非接觸式自動識別技術。目前,物聯網的應用十分廣泛,與行業(yè)專業(yè)技術深度融合,服務于智能交通、智能物流、智能醫(yī)療、智能家居等行業(yè)[3],在紡織領域的應用也在迅速發(fā)展,智能紡織必將提速,成為物聯網應用的下一個熱點。
當前,物聯網發(fā)展的主要任務是加快技術研發(fā)、推動應用示范,利用物聯網技術改造傳統產業(yè),推進精細化管理和科學決策,提高生產效率。紡織行業(yè)的發(fā)展歷來關系民生國計,傳統紡織企業(yè)設備多、運行成本高、管理復雜。由傳統紡紗機械環(huán)錠細紗機、集體落紗插管與自動絡筒聯接形成的細絡聯正朝著自動化和智能化的方向發(fā)展。隨著自動化程度和實時監(jiān)控技術的提高,紗線生產過程產生大量實時數據,需要大量精通紡紗行業(yè)數據分析的專業(yè)人員,智能控制和管理系統應運而生。另一方面,物聯網等軟硬件技術的飛速發(fā)展,為紡紗機械實現在線檢測、在線控制、便捷管理及快速響應提供了實現手段。特別是RFID技術的迅速發(fā)展,為設備互聯與協同工作提供了網絡化解決方案的基礎條件。
1 研究現狀與問題
RFID技術在環(huán)境監(jiān)控、故障檢測、供應鏈優(yōu)化等領域的應用已進行了大量的探索和實踐,在紡織機械中的應用研究尚處于起步階段。在紡織業(yè)供應鏈管理中運用射頻識別和電子編碼技術可以解決和消除供應鏈各個環(huán)節(jié)之間的間隙和斷層[4],RFID應用于紡織車間環(huán)境智能測控當中可以提高紡織環(huán)境的自動控制水平[5],應用于冷鏈物流監(jiān)測系統當中可以有效地對冷鏈溫度進行監(jiān)測,以保證質量[6],不難看出,RFID在環(huán)境監(jiān)控和供應鏈優(yōu)化等方面發(fā)揮著不可替代的作用。紡織機械中RFID應用也日益廣泛,在絡筒工序中應用物聯網技術對紗線質量進行在線監(jiān)控可實現壞錠追溯、移動監(jiān)控,并提供遠程技術服務[7],在管紗追溯管理系統中采用非接觸雙向數據通信無線射頻技術可提高紗線質量和生產效率[8]。
國內棉紡設備發(fā)展近年來取得了長足進步,紡紗機械進入了智能化階段,在線監(jiān)控系統正逐步建立健全,但在紡紗機械智能化方面尚未形成成熟的產業(yè)化技術,紗線質量追溯方面仍顯不足。細絡聯等紡紗機械的發(fā)展日趨成熟,但改進速度緩慢,智能化水平不高,質量追溯仍以人工貼標簽方式為主[9],自動化程度較低,生產效率不高,全程質量監(jiān)控和故障追溯技術亟待發(fā)展。在現階段細紗生產過程中,壞錠追溯問題仍未有效解決,紗線質量無法保障。未來智能化細絡聯的設計與研制,就是要同步實現智能化細絡聯的遠程控制[10],而完善的質量追溯系統和智能控制系統是細絡聯的發(fā)展方向和目標。
2 系統結構
泛在傳感網絡USN將物聯網分為識別感知層、通信網絡層、數據管理層和應用服務層[11],基于USN并針對紡紗設備核心部件細絡聯,設計了一套基于RFID的智能管理系統,以解決細絡聯壞錠自動追溯和故障自動檢測問題,系統包括應用層、控制層和感知層三個層次,總體結構如圖1所示。

圖1 系統總體架構
細紗機、絡筒機、RFID射頻標簽以及讀卡器等相關設備構成“感知層”,感知層接收紡紗設備運行產生的實時數據是整個系統的核心,控制層各個部分的運行都依賴于這些數據。基于網絡傳輸和大數據平臺,由數據存儲中心、數據處理中心和控制中心構成“控制層”,控制層是系統的大腦,管理和控制著整個系統的運行,信息的收集和編碼、數據的處理和分析都在該層完成。采用多元格局,由工作站及各類移動終端構成“應用層”,應用層包括企業(yè)應用層和物聯網公共服務平臺兩個部分,兩個部分的分離主要是針對企業(yè)核心數據的分隔,企業(yè)內部生產數據僅在企業(yè)應用層中使用,以確保企業(yè)核心競爭力。
基于RFID的故障檢測系統,其核心是細紗機壞錠自動追溯功能的實現,該功能以紗管RFID射頻標簽貫穿始終,工作流程如圖2所示。
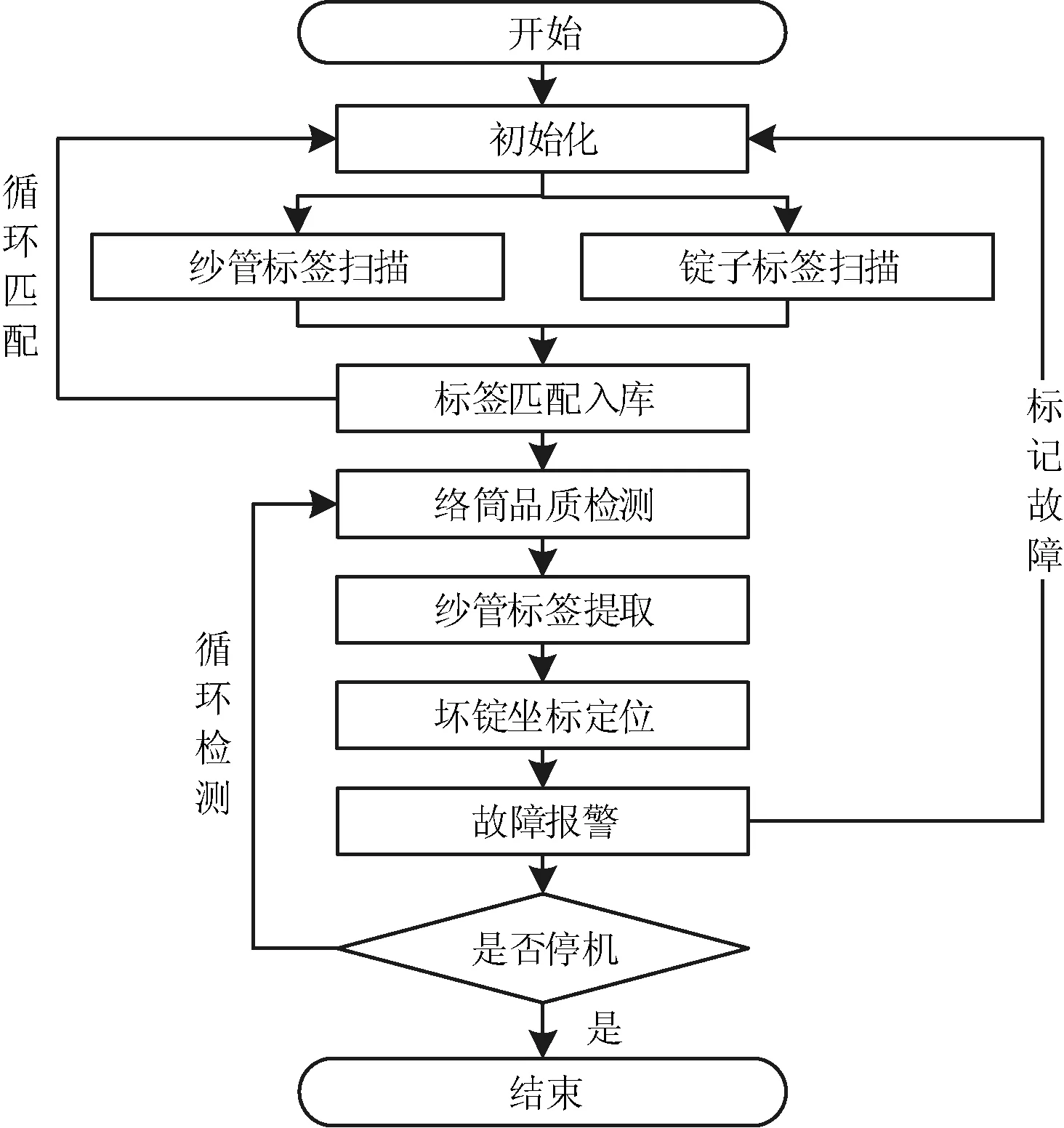
圖2 故障檢測工作流程
在系統運行之初讀卡器獲取到紗管RFID射頻標簽和細紗機錠子RFID射頻標簽數據,經編碼后匹配存入數據庫,紗管和錠子的不斷循環(huán)自成系統。在絡筒階段,當品質檢測發(fā)現問題后可通過射頻標簽數據的反向追蹤自動定位紗管的來源和細紗機問題錠子的編號,通過移動終端發(fā)出故障報警信號,待故障錠子修復完成后可重新進入生產環(huán)節(jié)。
3 感知層設計
感知層以“物”為核心,“物”以RFID射頻標簽為實現基礎,在感知層當中,射頻標簽用來識別每一個“物”的身份,通過專用讀寫設備對每一個“物”進行編碼和解碼,射頻標簽攜帶的信息是整個管理系統的數據源頭。
系統中“物”的核心為紗管和錠子,這里的錠子是指細紗機錠子,通過RFID射頻標簽技術將二者一一對應,這種對應關系是壞錠自動追蹤的信息基礎,當然這種對應關系存在實時轉換,可以通過時間戳記錄交換信息。在絡筒階段,品質檢測可以獲取紗線的各種生產狀態(tài),當發(fā)現有質量問題的紗管時,讀卡器通過串口通信將信息傳遞至系統控制中心,經數據處理和信息匹配可快速響應并自動定位故障錠子。管理人員通過移動終端查看故障信息并維護設備運行,徹底改變了傳統紗線生產工藝發(fā)現晚、排查難的困境,減輕了工作量,降低了運營成本。感知層硬件架構設計如圖3所示。
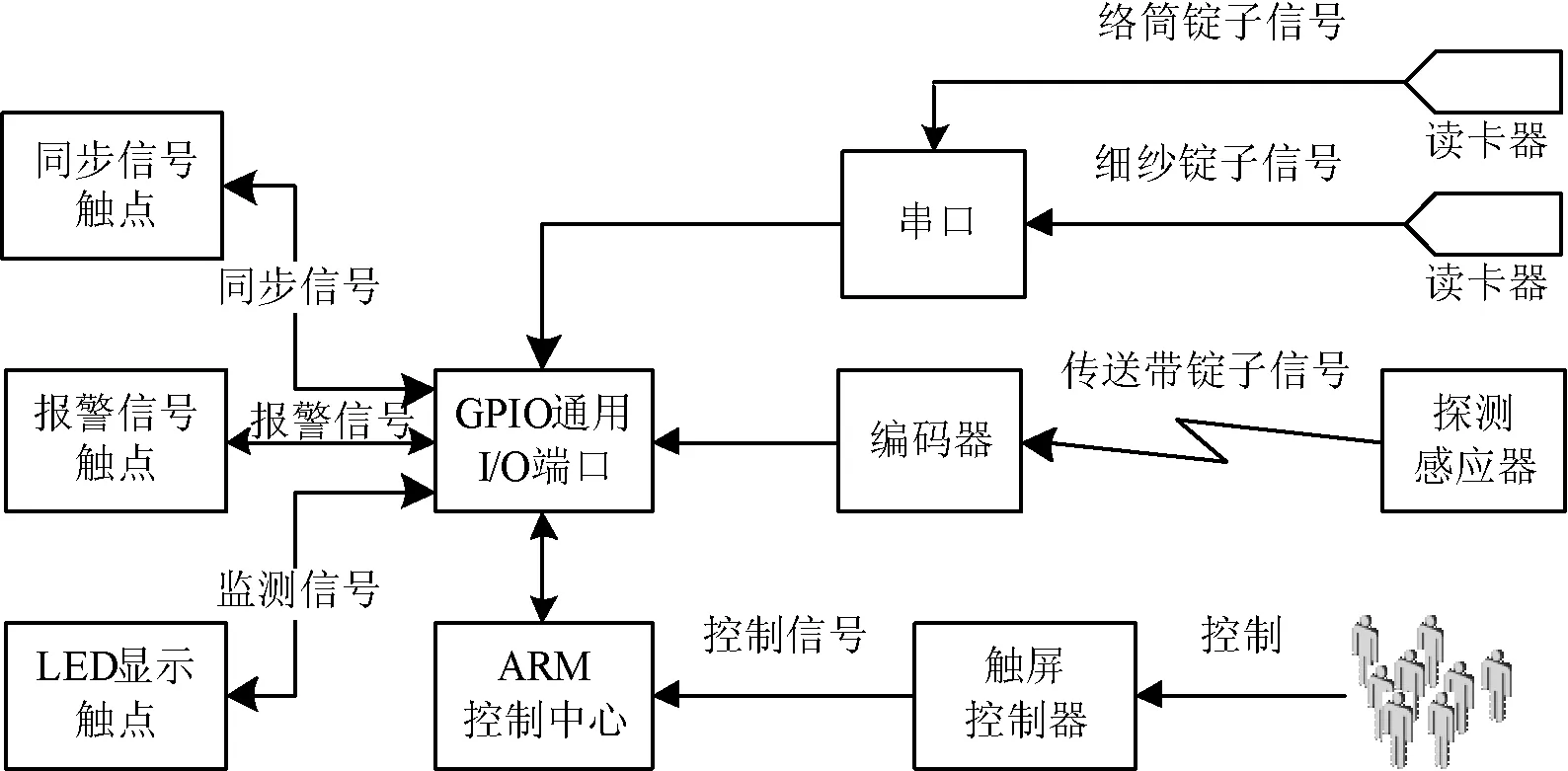
圖3 感知層硬件架構圖
從硬件結構上看,核心部分包括感知單元、傳送單元和管理單元。其中,感知單元有依序排列的紡紗錠子、絡筒錠子、讀卡器、數據讀取模塊、探測感應器和各類觸點;傳送單元包括串口模塊、編碼器和GPIO通用IO端口;管理單元包括數據處理模塊和操作模塊。感知單元傳感模塊中每一個紗管和錠子分別設置具有自身編碼信息的RFID射頻標簽,數據讀取模塊對應上述特定的紗管和錠子位置設置專用讀卡器,以獲取標簽信息和工作狀態(tài)信息,通過傳送單元傳送至數據處理模塊進行存儲、分析和處理。感知單元交互模塊主要由LCD觸摸屏來完成既定功能,LCD觸摸屏與中央處理器連接,用于顯示紗管及錠子工作狀態(tài)信息,便于操作者實時查詢故障信息和生產數據,同時反饋故障修復數據。
傳送單元GPIO通用I/O端口通過串口與數據讀取模塊連接,同時連接用于RFID射頻標簽輔助定位的編碼器,以及同步觸點信號、LED顯示觸點信號和報警信號觸點。管理單元以數據處理為核心,包括CPU和數據存儲器,CPU采用嵌入式Arm-Linux操作系統與傳送單元GPIO連接,負責處理和分析生產數據并將標簽信息和工作狀態(tài)信息存儲于存儲器。與此同時,管理單元通過無線傳送模塊與控制層連接,從而整合成大數據中心,這樣管理者可以實時監(jiān)控、查詢和管理生產過程,提高勞動生產率。
4 控制層設計
系統管理核心處于控制層,控制層以網絡傳輸為基礎,以數據處理為核心,以故障檢測為目標,通過有線(或無線)網絡連接感知層和應用層。數據處理中心接收來自感知層的生產數據,圍繞故障檢測展開數據存儲、數據匹配和數據分析,由控制中心完成故障報警和系統調度。控制層故障檢測數據處理流程如圖4所示。

圖4 故障檢測數據處理流程
控制層最主要的數據來源于紗管和錠子的匹配信息,這些信息依據錠子狀態(tài)的不同發(fā)生變化,而這種變化正是系統的處理核心。在細紗機初始階段,讀卡器通過讀取內嵌RFID芯片信息,將錠子及紗管信息傳送至解碼器,經過數據處理后將匹配信息存入數據存儲中心。位于絡筒機的品質檢測裝置可以感知并獲取各管紗線的生產狀態(tài),當紗線出現問題時,對應的紗管數據經編碼器傳至分析器,通過與數據庫中數據匹配定位出錯的細紗錠子及錠位,再由無線通信發(fā)送至移動終端報警,當故障處理完畢后反饋信息傳入數據庫進行修正。故障檢測結合了紗管、錠子和品質檢測發(fā)現的RFID標簽數據,協同各個模塊完成壞錠追溯功能。
5 應用層設計
應用層采用多元通信,以移動服務和遠程服務為核心。管理人員通過移動終端定制自己需要的數據,控制中心將故障信息和數據分析結果通過無線網絡發(fā)送至移動終端,管理人員可實時查看并進行相關處理。通常情況下,管理人員不再需要對各細紗機進行無間歇巡回檢查,不僅可以避免夜間值守,而且還可以在任何時間、任何地點對各機臺運轉情況進行實時監(jiān)控。對于一些常見或簡單故障,還可通過回復指令代碼的形式,控制設備自動排除故障。例如,移動終端接收到來自控制層的報警信號,發(fā)現某細紗機錠位故障,經維護后可直接對故障錠位進行復位操作,使其恢復正常狀態(tài)。系統運轉將始終處于實時有效的監(jiān)控當中,細絡聯管理模式將從原有的“被動排查”中解放出來,實現故障的“主動通報”,降低管理難度的同時改善管理質量。
6 系統實現及測試
RFID應用于紡紗機械故障檢測的目標是降低紗線次品率,提高產品質量,本文設計的故障檢測系統已完成大部分的軟硬件開發(fā),并已成功應用于生產實踐當中。
在實際生產中,使用了一套完整的細絡聯設備來完成生產環(huán)境部署,其中包括TOYOTA RX240 型號細紗機一臺,共864個錠位,Muratec 7V-II 型號絡筒機一臺,共30個筒子錠位(其中15個包含品質檢測),讀卡器采用TX522CT專用讀卡器,射頻標簽模塊采用NXP的Mifare芯片。
品質檢測的每一次監(jiān)控超時都會帶來一次報警,通過對一個落紗時間內,來自15個品質檢測監(jiān)控產生的760條樣本數據進行了統計分析。在樣本數據當中共檢測到來自404個細紗綻子的433次報警信號,統計每一個品質檢測的報警數據得到如圖5所示的單錠監(jiān)控效率對比圖。
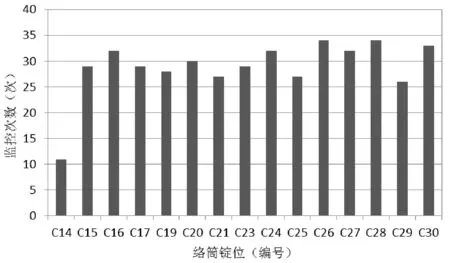
圖5 單錠監(jiān)控效率對比圖
單錠監(jiān)控效率越高表明品質檢測產生的檢測超時數量越少,超時時間越小,每一次超時都會導致監(jiān)控效率的降低。以C14錠位的監(jiān)控為例,在樣本數據中發(fā)現一處嚴重超時異常,用時134分鐘,從而導致C14監(jiān)控效率的嚴重下降,明顯低于平均數。
圖6給出了樣本數據中15個品質檢測監(jiān)控的總超時時間對比,可以發(fā)現C14檢測超時明顯高于其它錠位,這也正是導致C14監(jiān)控效率下降的主要原因。
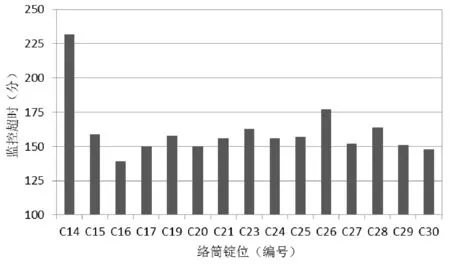
圖6 單錠監(jiān)控超時對比圖
與圖5對比發(fā)現,監(jiān)控效率與監(jiān)控超時存在一定的關聯,監(jiān)控超時處于較高水平時會帶來效率的降低,然而,兩者卻非因果關系。以C14和C26為例,C14共檢測到12次超時,總超時時間232分鐘,C26共檢測到35次超時,總超時時間177分鐘。由于C26檢測到的超時均屬于低水平超時,對整體監(jiān)控效率影響不大,從而導致監(jiān)控效率與監(jiān)控超時均處于較高水平。
進一步分析所有報警錠位的超時時間,可以得到如圖7所示的細紗機錠位超時統計圖。

圖7 細紗機錠位超時統計圖
在圖7中不難發(fā)現一處嚴重超時異常,這正是C14在監(jiān)控編號為297號錠位的紗管時產生的,而297號錠位只產生了一次報警信號,從而說明,故障可能產生自C14品質檢測,而非297號錠位,也再一次印證了前面的結果。品質檢測監(jiān)控效率和監(jiān)控超時對比可以發(fā)現故障絡筒錠位,嚴重超時與效率低下的錠位會被系統認定為可疑故障,由系統自動報警提示管理員進行查看與修復。
在不同的生產環(huán)節(jié),依據最終所需的紗線質量會存在不同的閾值來控制最終的故障確定工作。通常情況下,一個細紗機錠位超過2次以上的報警會被系統判定為故障。樣本數據中433次報警信號來自404個錠位,其中377個錠位出現1次報警,25個錠位出現2次報警,2個錠位出現3次報警。通過對414次有效報警信息的核對,共發(fā)現2個錠位監(jiān)控數據異常,每個錠位累計3次報警信號,結合射頻標簽數據匹配信息迅速定位細紗機故障錠子,有效地排除了錠位故障,通過生產實踐驗證了系統的有效性。
7 結 語
傳統紡紗機械的管理低效突出體現在細絡聯等核心設備故障檢測的低效上。運用物聯網技術構建高效合理的故障檢測體系結構,設計并建立了一套完整的基于RFID的細絡聯故障檢測系統,一定程度上解決了當前紡紗機械管理的低效問題,通過生產實踐證明了設計的有效性。紡紗機械的故障檢測可以有若干種實現方式,RFID在故障檢測中的應用也不僅僅局限于細紗機壞錠追蹤,通過射頻標簽信息編碼可以向前追溯至原材料生產環(huán)節(jié),這也是我們后續(xù)工作的方向。
[1] Auto-ID Labs[EB/OL].[2015-08-02].http://www.autoidlabs.org/.
[2] 劉強,崔莉,陳海明.物聯網關鍵技術與應用[J].計算機科學,2010,37(6):1-4.
[3] 薛小平,王騫,張芳.物聯網核心技術及應用演進[J].計算機應用,2013,33(10):2701-2706.
[4] 張佶.物聯網技術在紡織行業(yè)供應鏈管理中的應用[J].毛紡科技,2010,38(9):55-57.
[5] 劉向舉,李敬兆,劉麗娜.基于物聯網的紡織車間環(huán)境智能測控系統[J].計算機應用,2015,35(7):2073-2076.
[6] 陳宇錚,湯仲喆,倪云峰,等.基于RFID的冷鏈物流監(jiān)測系統的設計[J].計算機應用與軟件,2013,30(2):263-265.
[7] 楊敏.絡筒工序紗線質量在線監(jiān)控系統研究[J].棉紡織技術,2012,40(10):639-642.
[8] 劉基宏,潘如如,王鴻博,等.管紗追溯管理系統的研發(fā)[J].棉紡織技術,2010,38(9):551-553.
[9] 王帥.基于RFID技術的細紗質量回溯系統[D].天津:天津工業(yè)大學,2012:1-2.
[10] 王嬋娟.細絡聯的發(fā)展方向與研發(fā)探討[J].紡織器材,2013,40(2):50-54.
[11] Zhilbert T.Ubiquitous Sensor Networks (USN)[R].Geneva:ITU-T,2008.
FAULT DETECTION SYSTEM FOR TEXTILE MACHINERY BASED ON RFID
Zhang Limin1Lin Hengcan2Wu Tao1*
1(SchoolofInformationScienceandTechnology,LingnanNormalUniversity,Zhanjiang524048,Guangdong,China)2(ChungCharmTextilesLimited,Zhanjiang524044,Guangdong,China)
Aiming at the status of manual troubleshooting of traditional textile machinery, a set of fault spindle tracking system based on RFID technology, including hardware and software, is designed without major modification of the existing machine structure. The system realizes the rapid fault detection and quality tracing of spinning-winding unit in the whole process. Based on the perceptual layer structured by textile machinery and radio frequency tag, the system having three-layer framework uses the large data processing capability of control layer to provide multiple services at the application layer. Practical results show that the system can be effective in fault warning and automatic location, reducing the yarn defect rate and improving the quality of products.
RFID Spinning-winding unit Fault spindle tracking Fault detection Quality tracing
2016-03-18。廣東省高等學校優(yōu)秀青年教師培養(yǎng)計劃項目(Yq2014117);嶺南師范學院合作項目(HL1405);湛江市科技攻關計劃項目(2013B01149)。張立敏,講師,主研領域:智能控制及物聯網。林恒燦,助理工程師。吳濤,副教授。
TP273+.5
A
10.3969/j.issn.1000-386x.2017.03.021
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產業(yè)(2016年3期)2016-05-17 04:32:12
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
