鋼化玻璃碎片快速檢測裝置的設計及試驗
2017-04-11 03:38:00邴智剛浙江省產品質量安全檢測研究院浙江杭州310018
化工管理 2017年5期
關鍵詞:檢測
邴智剛(浙江省產品質量安全檢測研究院,浙江杭州 310018)
吳淳杰陳鋒李威霖董晨晨(浙江方圓檢測集團股份有限公司,浙江杭州 310018)
鋼化玻璃碎片快速檢測裝置的設計及試驗
邴智剛(浙江省產品質量安全檢測研究院,浙江杭州 310018)
吳淳杰陳鋒李威霖董晨晨(浙江方圓檢測集團股份有限公司,浙江杭州 310018)
鋼化玻璃碎片快速檢測裝置,是依據中華人民共和國國家標準GB 15763.2-2005《建筑用安全玻璃第2部分:鋼化玻璃》第5.6條中的規定,實現對鋼化玻璃碎片狀態的智能化檢測設計制造的。該檢測裝置由圖像檢測系統和機械控制系統兩部分組成,其中圖像檢測系統由工業相機CCD與圖像處理軟件組成,實現了準確穩定的碎片數量計算;機械控制系統由PLC與觸模屏組成,實現了高性能的有效控制。試驗結果表明,該裝置操作方便,運行穩定、可靠,測試數據準確。
鋼化玻璃;碎片檢測;圖像處理;機械控制
鋼化玻璃是一種經熱處理工藝之后的玻璃,其特點是在玻璃表面形成壓應力層,機械強度和耐熱沖擊強度得到很好的提高,并具有特殊的碎片狀態。鋼化玻璃正因為其優良性能正越來越多地應用在建筑工程、交通工具、生活起居、生產科研等不同的領域。鋼化玻璃屬于安全玻璃,其安全性十分重要,因此檢驗玻璃的性能就顯得越來越重要。
鋼化玻璃的安全性最主要還是表現在降低了對人體的傷害.因為鋼化玻璃在遇超強沖擊破壞時,碎片呈分散細小顆粒狀,無尖銳棱角。這種特性產生的核心是應力是否分布均勻,是衡量玻璃安全性的參考特性。鋼化玻璃整體應力分布均勻性需用碎片試驗以獲知結果。
碎片狀態試驗是力學性能檢驗的一項內容,試驗目的是為了評價安全玻璃破碎時碎片引起傷害的可能性。依據中華人民共和國國家標準GB 15763.2-2005《建筑用安全玻璃第2部分:鋼化玻璃》[1]第5.6條中的規定,在碎片狀態試驗中,欲檢驗破碎后符合要求的50mm×50mm正方形內碎片的數量和形狀,其中碎片的數量介于40~200塊之間,每塊碎片的面積大約介于0.0625~0.625cm2之間,目前這些檢驗數據的觀察和讀取全部由人工完成。人眼觀察如此小的玻璃碎片,時間一長很容易疲勞,且容易受性格、情緒、視力等多方面因素的影響,因此人工檢驗過程不僅消耗時間多,還容易產生錯誤,影響檢驗結果的準確性。此外,檢測人員在擊碎玻璃時容易引起玻璃飛濺,造成身體損傷。
本文設計切實可行的玻璃碎片快速檢測系統裝置,將計算機圖像處理技術應用于安全玻璃的質量檢驗中,通過自動檢測和圖像采集設備,得到試驗后的安全玻璃碎片數量,能夠提高檢驗效率和準確性,確保檢驗安全性,切實提高檢驗的自動化程度。
1 檢測裝置工作原理與功能實現
1.1 工作原理
本文設計的玻璃碎片快速檢測裝置分為兩個部分,一個是基于PLC和觸摸屏的機械控制平臺,另一個是基于CG的玻璃碎片圖像處理系統,系統控制流程框圖如圖1所示。其工作原理:測試玻璃固定在可變固定結構支架上,電磁閥控制氣缸帶動沖擊錘按國家標準要求敲擊玻璃,使其破碎,實現多厚度,多尺寸,多形狀玻璃的敲擊測試;與此同時,在沖擊后10s后且3min內使用工業CCD相機,在藍光背景下采集碎片圖像得到原始碎片彩色照片,工業CCD相機支撐架可實現三軸聯動,實現全區域隨機選取50mm×50mm檢測圖像。原始圖像選取后進行基于CG的玻璃碎片圖像處理系統的計算,獲得最后的測量目標數據。此外,為方便收集玻璃碎片,盡快進行下一輪試驗,還特別將玻璃支撐平臺設計成可旋轉式并增加了廢玻璃收集推車,只需按動旋轉按鈕,即可自動完成廢玻璃收集。裝置的機械控制平臺采用在人機互動界面,可實時查看和參數設置;玻璃圖像處理平臺采用工控機進行數據處理,裝置實物如圖2所示。
1.2 功能的實現
依據標準要求、結合玻璃碎片試驗實際檢測過程,通過機械結構優化設計和圖像處理技術的應用,該玻璃碎片快速處理裝置主要實現了以下5大功能:
(1)提出一種適合獲取清晰玻璃碎片復雜網狀的圖像采集方案,利用藍色底部背光源,能有效避免玻璃透光與反射等特性引起的圖像干擾,獲得縫隙線明確的圖像;
(2)建立一套工業相機(CCD)實時采集系統,該系統具有采集速率高、實時性能好,操作簡單、使用方便,工作穩定、可靠,可擴展性強等優點;
(3)提出一種適用于玻璃碎片復雜網狀圖像的基于邊緣檢測的圖像分割方法,有機地結合邊緣檢測、區域生長和圖像分割算法;
(4)提出一種基于灰度重建和分水嶺變換算法的精細玻璃碎片復雜網狀圖像分割方法,能精確刻畫出碎片縫隙線,并有機結合圖像映射,與原始圖像對比分析碎片識別結果;
(5)搭建一套由玻璃碎片操作平臺、移動裝置、圖像采集系統、計算機處理系統等組成的玻璃碎片快速綜合檢測裝置,并具有測量數據顯示、自動保存、自動出報告等功能,方便讀取調用,可接打印機。

圖2 裝置實物圖
2 基于PLC和觸摸屏的機械控制平臺
依GB 15763.2-2005《建筑用安全玻璃第2部分:鋼化玻璃》第5.6條中的規定,結合裝置的機械功能設計.并滿足快速、高效、穩定的試驗特性要求,下面從軟硬件等方面進行簡單的介紹。
2.1 藍光背景設計
由于玻璃具有較強的透光特性和較強的反光特性,因此獲得清晰無干擾的玻璃碎片圖像比較困難。再者,需檢測各類不同的玻璃,它們厚度不同、色差不同、透光率也不盡相同,這都增加了清晰圖像獲取的難度。此外,玻璃破碎開裂時,裂紋是無規則的,有時甚至在厚度方向上是成角度開裂的,采集圖片時容易形成影像重疊,探索有效避免影像重疊干擾的圖像獲取方式是研究熱點之一。本文采用藍光背景圖像采集方式,有效的解決上述問題。藍光背景結構設計如圖3所示,為達到最佳效果,本文采用了雙藍光結構,實物圖如圖4所示。
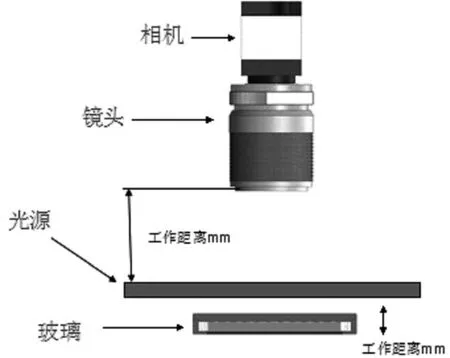
圖3 藍光背景結構設計

圖4 裝置雙藍光結構實物圖
2.2 PLC系統[2-5]
本機械控制平臺采用Siemens S7-200和威綸通觸摸屏組成的系統控制現場的電動閥、電磁閥、電動機和壓力控制器等執行機構。S7-200通過模擬量輸入模塊和溫度、壓力傳感器采集現場的溫度和壓力信號,信號通過PLC上的A/D轉換、數值變換傳送到觸摸屏上,觸摸屏顯示實時的溫度值、壓力值、溫度曲線、壓力曲線和PID曲線;且PID參數可以通過觸摸屏進行設置,觸摸屏給PLC發送指令,以控制現場的執行機構。由于PLC接口為RS-485,觸摸屏接口為RS-232,因此,需要增加一個RS-485/RS-232轉換線。控制系統的組成如圖5所示,人機操作界面如圖6所示。
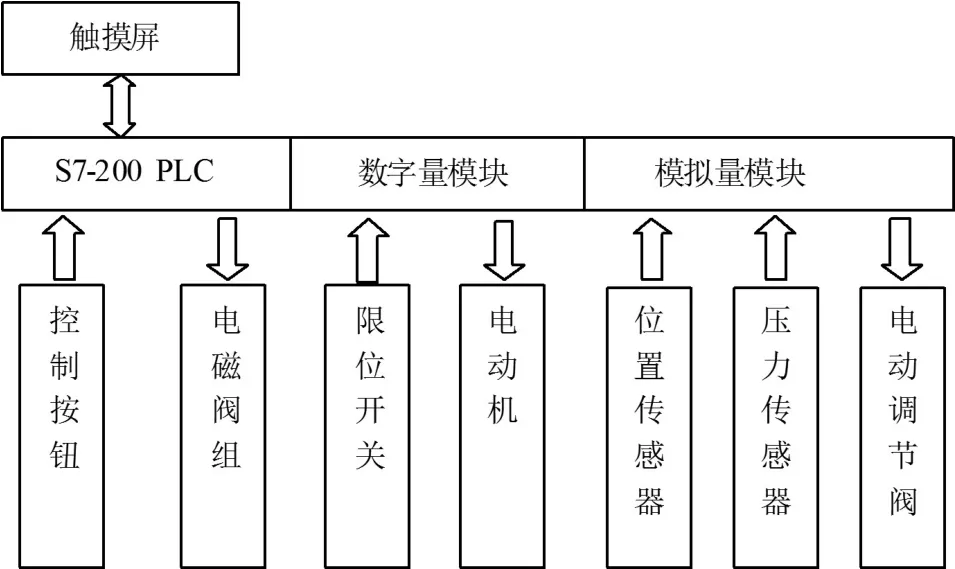
圖5 控制系統的組成
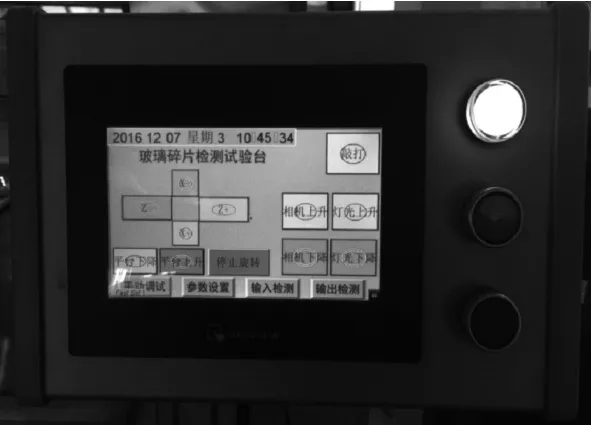
圖6 人機操作界面
3 基于CG的玻璃碎片圖像處理系統
將數字圖像處理技術應用于玻璃碎片的檢測和識別[6-7]中,主要是為了得到玻璃碎片的形狀、大小和數量。欲達到這一目的,最重要的也是最首要的任務是要描繪出圖像中玻璃碎片的縫隙線,然后根據檢測到的玻璃碎片的縫隙線,來決定碎片的數量、最大塊碎片的形狀等信息。本系統的軟件編程部分是基于VC++6.0實現的,系統登錄頁面如圖7所示,其軟件處理流程如圖8所示。
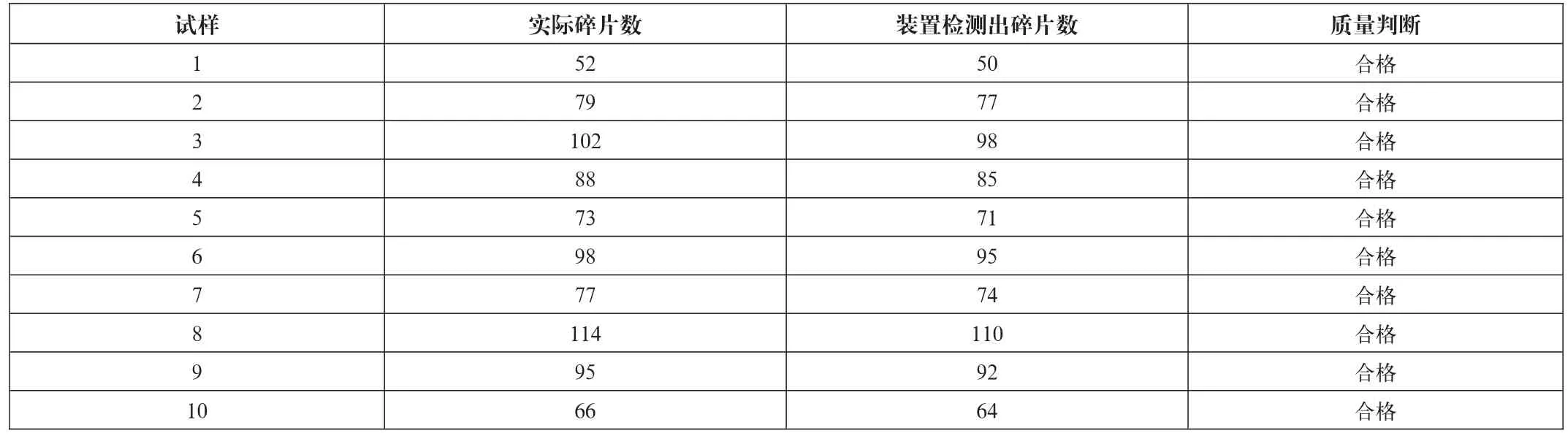
表1 碎片狀態實驗數據
圖7 系統登錄頁面
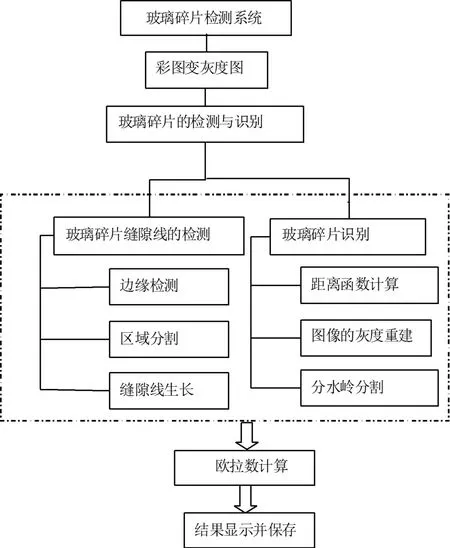
圖8 軟件處理流程
4 試驗結果分析
選取10組玻璃進行碎片狀態試驗,并進行實驗分析,詳細數據見表1。
從表1可以看出,裝置受到環境及玻璃特性的影響,圖像碎片數的檢測受到一定影響,使實際碎片數與檢測出的碎片數存在允許范圍內的誤差。統計結果表明,本裝置對碎片狀態試驗結果檢驗平均正確率為96.7%,對產品的質量判斷與人工判斷相一致,正確率為100%。
5 結語
本文設計的由玻璃碎片操作平臺、移動裝置、圖像采集系統、計算機圖像處理系統等組成的玻璃碎片快速綜合檢測裝置,研制投產至今,已對100多個批次玻璃的碎片狀態指標進行了檢測,實際運行表明該裝置不但提高玻璃檢測效率而且運行穩定、可靠,達到設計要求,滿足了安全玻璃標準中關于碎片狀態檢測的市場需求。
[1]中華人民共和國國家標準.GB 15763.2-2005建筑用安全玻璃第2部分:鋼化玻璃[s]北京:中國標準出版社.2005
[2]張萬忠.電器與PLC控制技術[M]北京:化學工業出版社.2003
[3]齊從謙,王士蘭.PLC技術與應用[M].北京:機械工業出版社.2001
[4]劉文生.PLC與觸摸屏的綜合應用[J].遼寧師專學報:自然科學版,2009,11(I):87-88.
[5]俞潔,李旭芳.西門子57-200系列PIE通訊功能與應用[J].機械工業自動化,1999,21(1):56—58.
[6]周雪芹.安全玻璃碎片檢測與識別方法研究[D].淄博:山東理工大學,2006:32-43
[7]Bieniek A,Moga A.An efficient watershed algorithm based on connected components[J].Pattern Recognition,2000,33(3): 907~916
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
