數控火焰切割件切割變形的工藝控制
2017-03-27 21:41:30陳麗
科技資訊 2017年1期
陳麗
【摘要】:鋼板在進行火焰切割加工的過程中,產生變形是比較常見問題,變形問題不僅會影響到加工質量,嚴重的還會給加工構件的使用造成影響,最終導致產品成品升高。本文主要以我公司出口到澳大利亞PN機車的切割零件為例,首先分析了在切割過程中零件產生變形的主要原因,然后針對實際情況提出相應的解決策略,以期通過分析研究能夠提高數控火焰切割件的質量。
【關鍵詞】:數控火焰切割;切割變形;工藝控制
中圖分類號:TG48 文獻標識碼:A 文章編號:1672-3791(2017)01(a)-0000-00
0引言
數控火焰切割機的控制系統是數控系統,主要切割部分使用的是氧氣加丙烷等氣體,然后對金屬材料實施切割處理。工作原理是使氣體達到金屬材料的燃點,將其進行熔化后進行切割分離,然后在通入高壓氧氣,將殘渣吹掉,切口產生[1]。由于這種加工方式能夠切割的鋼板比較后、成本非常低,所以被廣泛使用在各種機車車輛行業。但是,由于火焰的溫度非常高,切割鋼板會產生較大變形量,因此,必須要研究出如何避免變形的出現,才能夠從根本上提高質量。
1產生變形的原因
金屬材料在進行火焰切割加工時產生變形的主要原因如下:
(1)金屬材料在軋制或開卷時必然會產生比較大的內應力;
(2)金屬材料在進行切割處理時,局部受熱加速,材料沿切割方向迅速膨脹,火焰周圍也會急速膨脹,切口處會形成較大應力,且難以消除,如果應力超過材料本身的趨勢強度,就會產生塑性變形;
(3)冷卻過程中,金屬材料在切割時由于溫度變化會產生變形,周圍母材會形成比較大拉應力。由于這種受熱和冷卻的不均勻性,材料的內部應力不可能全部抵消,正是由于這種內部應力的產生,導致整個零件會產生不同程度形變,零件整體尺寸會發生變化,表現也會出現不同形狀的變化。
2切割變形分析及控制
出口澳大利亞PN公司的零件非常多,從實際切割過程入手,仔細分析出發生變形的主要原因,進一步提高工藝水平,有效控制變形量是生產的目標。
2.1單一規則零件的切割
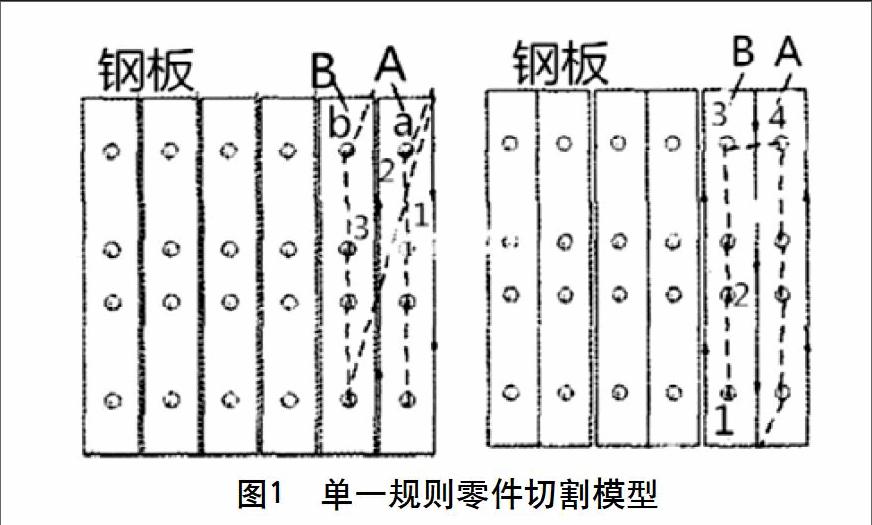
以PN機車構架上的某一零件為例,該零件的厚度為10mm,該零件形狀非常規則,可以使用幾個割嘴同時進行切割,零件的寬度方向尺寸比長度大。圖1中1-A模型中所說明的是三只割嘴同時工作的數控程序,箭頭方向即割嘴走向,虛線則為割嘴的空程。每只割嘴切割完A的所有孔之后從a點引入后進行A出的外表面切割,然后在將B出所有孔切割完成,再從b點切割B處的外表面。
事實表明,按照這個切割程序所完成的零件,大部分都會形成一定的變形,主要的表現形式是孔中心線處較之圖紙尺寸發生偏移,最大偏移量為4mm。
產生這種情況主要是因為零件長寬比例比較大,長邊受熱后內部應力不平衡導致出現變形。圖1中,a點開始切割A,鋼板靜止不動,零件邊緣處的邊1和邊2內部應力基本平衡,零件此時沒有變形。但是在進行邊3處的B切割時,因為2與3距離非常近,所以進行3處切割的時候2同時被加熱,此時的邊2與邊1內部應力就出現不均勻的現象,邊1處的應力會迫使整個邊1進行收縮,鋼板框架就會整體偏移,割嘴慢慢切割零件下端時,加上之前的孔已經移動,就會形成如圖3所示的變形。
經過上述分析得出,使用圖1中1-B進行切割時,A和B可以當做是一個整體,先加工內孔,然后按照1-7的順序將零件所有邊進行切割,邊4是共用邊。如此一來,切割B后,邊2與邊4內部應力相同,切割A時,邊4與邊6內部應力相同,鋼板框架不會因為切割應力發生形變,這就保證了整個零件的尺寸準確性。
長方形板料是一種比較常見的長寬比比較大的規則形狀的零件,使用常規切割方法會出現旁彎現象,因此可以使用如下加工方法:多割嘴一起工作,先將長邊進行切割,待鋼板溫度下降至常溫后在進行短邊切割。如果兩次切割中的火焰強度偏差不大,零件兩個長度方向同時受熱,所以就不會發生變形情況。
2.2單一異形零件的切割
以PN機車車架中的某零件為例,其厚度為6mm,異形件且外形比較大。要想提高此類零件的材料利用率,就會選擇套料的方法進行加工。圖1中3-A是常規數控程序,每只割嘴從a點引入進行A的加工,然后以b點開始加工B。大量事實表明,此種加工方法變形率基本會維持在50%左右,因為該板材厚度比較薄,所以其整個變形量會高達5-7mm。形成這種現象的主要原因是:A出切割時,后續加工的邊2較之先加工的邊1長度較大,因此邊2處的內應力會大于邊1處,而又因為邊2是凹邊,所以凸邊會阻止一部分變形的發生,綜合應力影響之下,零件變形不大且框架不會出現偏移;B邊切割時,后續加工的邊4應力較之先鉗工的邊3要小很多,而鋼板凸邊只能阻止邊3處的部分變形,這就導致整個工件出現比較大的變形量。
經過上述分析,使用圖1中的3-B切割模型,A處程序保持不變,進行B處加工時,b點引入,逆時針切割,此時B處的綜合應力不大,此處變形量較小。不管零件形狀如何,只要是零件比較長且尺寸比較大時,間斷切割法是保證變形量在可控范圍內的最佳加工方式。此種方法主要是在零件周邊事先設置一些不需要加工的點,用來將零件連接,避免出現較大變形量,待工件冷卻后再進行加工。
2.3多零件套料切割
如果在一張較大的板材上進行多出切割,一般會進行套料加工,此時因此板料變形的因素就比較負責。要想使得內部應力不大,方向和順序要控制的好。
2.3.1切割方向
切割方向選擇好的話可以保證最后切割一側能夠有效分離板材。如果切割過早或者鋼板大部分已經分離出去,周邊框架內部應力就不會消除,最終導致整個框架的變形,關鍵尺寸也無法保證。
2.3.2切割順序
切割順序對于切割變形的影響非常大,經過大量實踐經驗總結出,通常會按照“先內后外、先小后大、先圓后方”的加工方式[2]。先內后外就是指先進行板料內部零件的切割;先小后大是指先加工尺寸小的零件,此時熱量不大,不能對零件產生影響;先圓后方是指先進行圓形的加工,熱量會均勻傳遞,內部應力保持平衡。
2.3.3應用SigmaNEST套料軟件
SigmaNEST中包含有先進的自動套料程序、加工軌跡最佳選擇以及自動化管理的自動套料軟件。在避免變形中,具有非常多的方法可以選擇,如留割、搭橋、最小熱量法等等。留割是指尺寸較大部分的零件一般要保留15-30mm部分,與母材連接,避免出現較大變形量;搭橋是指套料完成后,零件之間單獨設置一些橋,將相鄰零件當做一個整體,保證連接作用,避免出現變形現象;最小熱量法是軟件中會自動選擇產生熱量最小的行走路線,而實際應用中,也可以根據套料情況選擇最佳切割方向,以減小變形量。
3結語
數控火焰切割過程中,選擇變形量較小的加工方式,如留割、搭橋等等,選擇最佳的加工方向以及加工順序,制定變形量最小的加工程序,防止零件出現較大變形量,提高零件加工水平,以達到提質降本的效果。
參考文獻:
[1]施漢生,姜興辰.氫氧火焰切割節能技術的研究與應用[J].冶金設備.2012(02)
[2]錢金川.分離式氫氧機在連鑄坯火焰切割中的應用[J].金屬加工(熱加工).2011(02)
[3] 陳建平,馬琳. 傳統火焰切割技術在機加工領域的推廣應用[J]. 金屬加工(熱加工). 2012(02)
