淺析編程指令G71在FAUC0i數控加工系統中的應用
2017-03-24 21:07:51方開林
中國科技縱橫 2017年2期
關鍵詞:數控加工
方開林
摘 要:本文通過實例加工分析,全面詳細解析了粗車復循環指令G71在FAUC0i數控加工系統中的指令含義,編程格式,加工運行軌跡,在零件實操加工中的應用情況,加工注意事項及執行程序過程中常見的報警解決方法。目前,數控技術已經逐步普及,數控機床在各個機械制造業中得到了廣泛應用,已成為機床自動化的一個重要發展方向。
關鍵詞:數控加工;編程指令;G71;G70;循環
中圖分類號:TG519.1 文獻標識碼:A 文章編號:1671-2064(2017)02-0068-01
數控技術在數控機床加工中的應用,成功解決了某些形狀復雜、一致性要求較高的中、小批零件的加工自化問題,不僅大大提高了生產效率和加工精度,而且減輕了工人的勞動強度,縮短了生產的準備周期,并推動了航空、航天、船舶、國防和機電等工業的發展。其中數控編程指令的應用在加工中起著非常關鍵的作用,以數控車床為例,其編程指令共有100多個,常用的有46個,其中G71是數控車加工中最重要的一個指令,也是最常用,最有實用價值的指令,在常年的實踐中,大家對它的理解,應用不夠深刻,存在著許多不同的觀點和意見,本文結合多年實操加工訓練中的經驗,詳細解析總結了復循環粗車指令G71及精車指令G70的定義,應用場合、加工中的注意事項等。
1 數控車工編程指令G71的定義、指令格式及各參數的含義
1.1 指令G71的定義
G71稱之為外徑和內孔粗車復循環指令,它適用于毛坯棒料粗車外徑和內孔。編程時在G71指令后描述零件的精加工輪廓,數控系統CNC根據加工程序所描述的輪廓形狀和G71內的各個參數自動生成加工路徑,將粗加工待切削余量通過循環的方式切削去除,并保留設定的加工余量。
1.2 指令格式
G71U(△d)R(e);G71P(ns)Q(nf)U(△u)W(△w)Fxx;
式中△d——每次循環的切削量(半徑值,正值);e——每次切削退刀量;ns——開始循環程序單節序號;nf——結束循環程序單節序號;△u——X方向精車預留量(直徑值);△w——Z方向精車預留量;F——刀具切削進給量。
1.3 G71指令運行軌跡含義
CNC裝置首先根據用戶的編寫的精加工輪廓,在預留出X和Z向加工余量△u和△w后,計算出粗加工實際輪廓的各個坐標值,刀具按層切法將余量去除。刀具向X進刀△d切削外圓后按e值45度退刀,循環切削直到粗加工余量被切除。此時工件斜面和圓弧部分形成臺階狀表面,然后再按精加工輪廓光整表面最終形成在工件X向留有△u大小的余量,Z向留有△w大小的余量的。粗加工結束后可使用G70指令完成精加工。
2 G71在加工中應注意的幾點建議總結
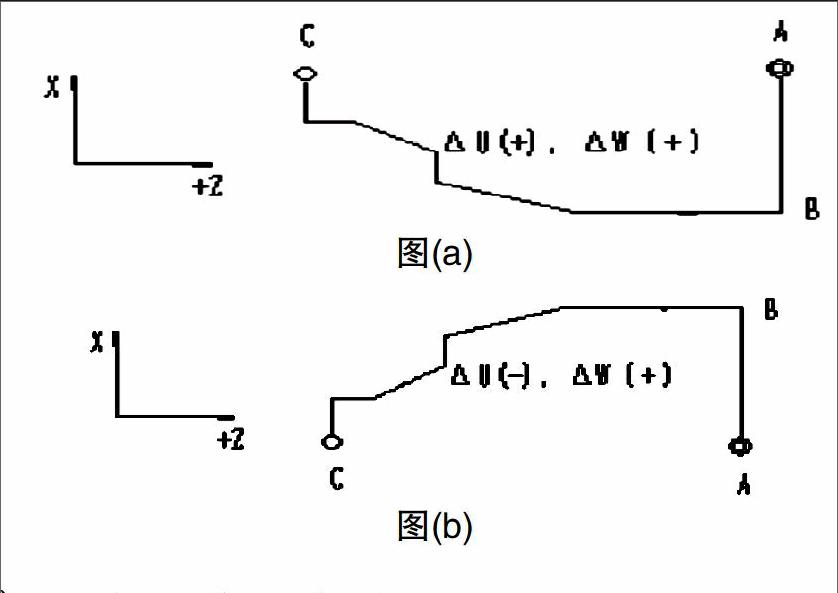
(1)G71指令可用于兩種類型的粗車加工。第一,零件輪廓在X和Z方向坐標值是單調遞增,由A→B→C刀具垂直于Z軸移動,圖(a)所示的外圓粗車循環,刀具沿X方向移動的坐標值單調增加,則△u取正值;刀具沿Z方向移動的坐標值單調減小,則△w取正值。零件輪廓在X和Z方向坐標值是單調遞減,由A→B→C刀具垂直于Z軸移動,圖(b)所示的外圓粗車循環,刀具沿X方向移動的坐標值單調遞減,則△u取負值;刀具沿Z方向移動的坐標值單調減小,則△w取正值。圖示的坐標系為后置刀架的情況,對于前置刀架,外圓和內孔粗車循環時,△u的正負值與后置刀架相同。
第二,零件輪廓在X方向坐標值不是單調遞增或遞減的,零件表面有凹槽,但在Z方向必須是單調變化的,刀具精加工程序編制必須使用增量編程的方式進行。
(2)在循環開始單節中只允許X軸移動不允許Z軸移動,這樣主要是為了刀具在快速移動中與工件發生碰撞,損壞刀具和機床。
(3)精加工程序中F、S、T的用法。開始單節ns和結束單節nf之間為零件的外形尺寸指令,也就是精加工輪廓指令。粗加工循環由帶有地址P和Q的G71指令實現,在ns和nf間的運動指令中指定的F(進給速度)、S(進給轉速)、T(選刀指令)功能對粗加工循環無效,只在最后一刀的精加工中有效,而在G71程序段或前面程序段中指定的F、S、T功能對粗加工才有效。
(4)恒線速度在精加工程序中不起作用。用恒表面切削速度控制時,在ns和nf間的運動指令中指定的G96(恒線速度控制)或G97(取消恒線速度)無效。而在G71程序段或以前的程序段中指定的G96,G97有效。刀具循環起點的選擇應在接近工件處,這樣可以縮短刀具行程,避免空走刀,浪費加工時間,提高加工效率。同時不能出現螺紋切削指令和子程序調用指令(如G32、G92、M98、M99等)。
(5)刀尖半徑補償。關于刀尖圓弧半徑補償指令G40、G41、G42的使用有二種情況:有些數控系統允許其放在ns→nf程序段中(循環內),但也有些數控系統只允許放在G71程序段前(循環外),否則機床報警。當然,不論哪種情況,G40、G41、G42指令在執行G71循環時是無效的,而在執行G70精加工循環時才有效。
3 在應用G71編程后,執行程序中常見的報警及解決方法
(1)在程序執行時,出現“找不到程序循環起始行”。
(2)加工過程中,“機床突然停止,沒有出現報警信息”。
(3)圓弧指令不執行或者加工圓弧成反方向。
參考文獻:
[1]徐鋒主編.數控車工技能實訓教程[M].北京:國防工業出版社,2006.3.
[2]姜愛國主編.數控機床技能實訓[M].北京:北京理工大學出版社,2006.8.
[3]沈建峰,朱勤惠主編.數控車床技能鑒定考點分析和試題集萃[M].北京:化學工業出版社,2007.7.
猜你喜歡
科技創新與應用(2016年34期)2016-12-23 18:55:29
職業·中旬(2016年9期)2016-12-22 20:21:22
東方教育(2016年3期)2016-12-14 14:46:50
東方教育(2016年4期)2016-12-14 08:03:29
中國新技術新產品(2016年22期)2016-11-29 05:28:05
東方教育(2016年16期)2016-11-25 03:43:51
商情(2016年39期)2016-11-21 09:52:03
科技資訊(2016年18期)2016-11-15 20:12:18