煙梗形變工藝參數對梗絲內在質量的影響研究
2017-03-16 15:45:29劉德虎吳寧
山東工業技術 2017年5期
劉德虎+吳寧

摘 要:為提高梗絲內在質量,對煙梗形變工藝參數開展3因子2水平正交試驗,經回歸分析研究不同壓梗厚度、切梗絲寬度和煙梗溫度對梗絲填充值、出絲率和感官質量的變化規律。結果表明:壓梗厚度、切梗絲寬度均同梗絲填充值呈負相關;切梗絲寬度在0.094mm,壓梗厚度在1.025mm的基礎上盡可能小,梗絲出絲率最優;切梗絲寬度和壓梗厚度的交互作用為香氣質提升貢獻較大;切梗絲寬度對諧調性的提升,雜氣的遮掩,刺激性的透發較為明顯,壓梗厚度幾乎對三項指標無貢獻性。
關鍵詞:梗絲;煙梗形變;填充值;出絲率;感官質量
DOI:10.16640/j.cnki.37-1222/t.2017.05.007
梗絲是制絲工藝中廣泛應用的輔助煙絲,煙梗約占煙葉重量的25%左右,科學地對煙梗進行加料處理,提高梗絲在卷煙配方中的利用率,可以降焦減害,降低成本[1],同時有利于拓寬原料使用范圍,突顯品牌風格特征。煙梗加工過程通常分為煙梗預處理、煙梗形變、增溫加料和膨脹定型四個工藝段。煙梗的壓切工藝過程被稱為“煙梗形變”[2],煙梗形變處理參數主要指壓梗間隙和切梗絲寬度[3]。煙草行業煙梗形變處理有“厚壓薄切”、“薄壓薄切”、“熱壓”“冷壓”多種加工工藝。本研究采用回歸分析研究煙梗形變工藝參數對梗絲加工質量影響的同時,驗證其對感官質量的影響程度。為梗絲加工過程參數優化提供依據。
1 材料與方法
1.1 材料
梗組配方:湖北省中部中長梗;湖南省上部中長梗;云南省上部中長梗;云南省中部中長梗。
1.2 試驗設備
(1)制梗絲線:2000kg/h,秦皇島煙機公司。
(2)SQ38A型曲(直)刃水平滾刀式切絲機;SY116型壓梗機;ZJ112卷煙機。
(3)檢測儀器:填充儀:DD60A,德國Borwalt公司;電子天平:DJ2/500,常熟市衡器廠;干燥箱:FED240,德國BINDER。
1.3 方法
試驗方法。
(1)試驗設計:對煙梗溫度、壓梗間隙、切梗絲寬度進行3因子2水平全因子試驗設計[4],各因子水平根據品牌加工理念和相關規范確定,試驗順序按Mintab軟件設計后隨機生成,參數具體設定見表1。
(2)樣品備制:根據因子試驗設計表,按運行序組織試驗。按《卷煙工藝規范》[5]和國標[6]的方法測定成品梗絲填充值、梗絲出絲率指標值;并按33%的梗絲比例均勻摻兌到葉絲配方中,樣品貯存4小過后經風力送絲送入卷煙機,按該牌號現行工藝標準制備煙支樣品8小時常溫平衡后,由13名評委按國標[7]進行感官質量評價。各試驗樣品試制過程一致。
(3)試驗分析:運用Mintab軟件對試驗結果進行析因分析,確定煙梗溫度、壓梗間隙和切梗絲寬度對梗絲填充值,梗絲出絲率及感官質量指標的影響程度并建立相應的回歸方程。
2 結果與分析
2.1 煙梗形變工藝參數對梗絲填充值的影響
3個試驗因子對梗絲填充值的方差分析結果見表2。從表2看出,3個試驗因子中對梗絲填充值影響顯著的是切梗絲寬度和壓梗厚度兩項參數,其P值均<0.05。主效應圖分別提供2個顯著因子的2水平對應梗絲填充值及影響。由梗絲填充值等高線圖看出,2項顯著因子有交互作用,切梗絲寬度在0.091mm的基礎上盡可能小,壓梗厚度在1.01mm的基礎上盡可能小,梗絲填充值最優。對2個顯著因子做梗絲填充值回歸分析,得到回歸方程為:y= 5.928 - 0.450x2-2.500 x3。
2.2 煙梗形變工藝參數對梗絲出絲率的影響
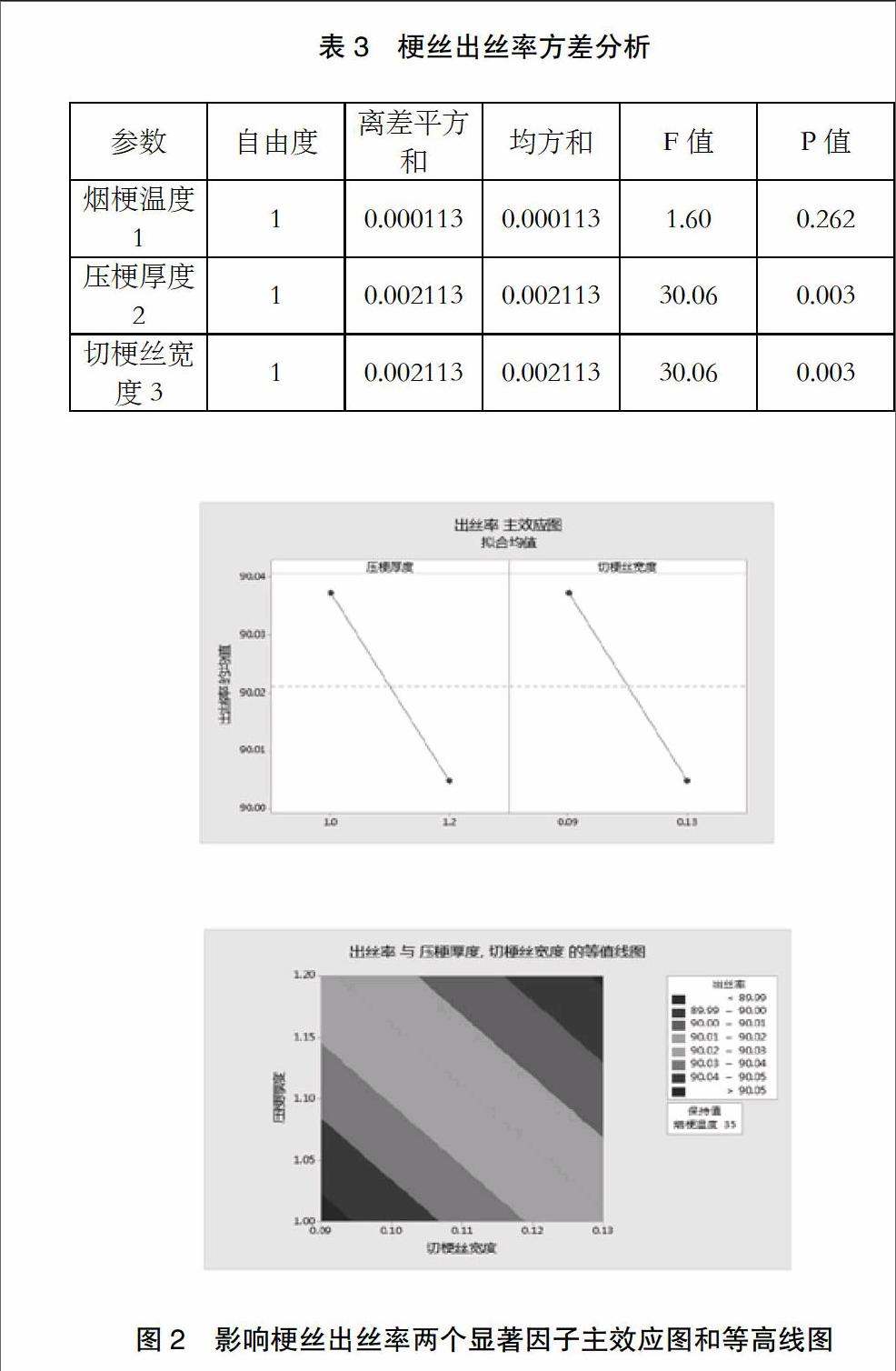
3個試驗因子對梗絲出絲率的方差分析結果見表3。從表3看出,3個試驗因子中對梗絲出絲率影響顯著的是切梗絲寬度和壓梗厚度兩項參數,其P值均<0.05。主效應圖分別提供2個顯著因子的2水平對應梗絲出絲率及影響。由梗絲出絲率等高線圖看出,2項顯著因子有交互作用,切梗絲寬度在0.094mm的基礎上盡可能小,壓梗厚度在1.025mm的基礎上盡可能小,梗絲出絲率最優。對2個顯著因子做梗絲出絲率回歸分析,得到回歸方程為:y= 90.2892 - 0.1625 x2 - 0.813 x3
2.3 煙梗形變工藝參數對感官質量的影響
壓梗厚度、切梗絲寬度和煙梗溫度三項參數對梗絲質量的顯著性因子分析中,煙梗溫度顯著性相對較弱,感官質量評價分析中該參數不參與分析。
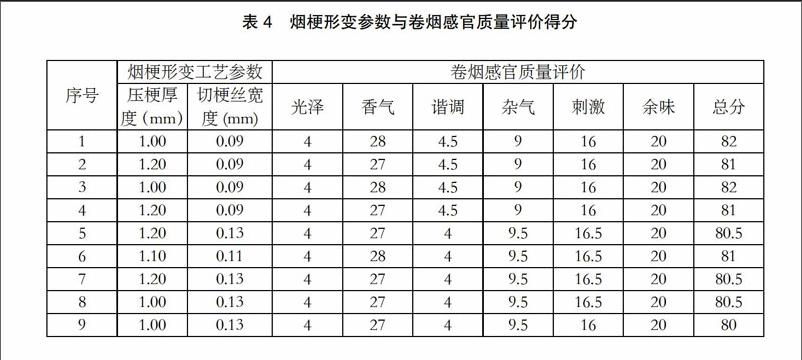
由感官質量評價表4看出,煙梗形變參數中切梗絲寬度和壓梗厚度的交互作用與香氣質的提升較為明顯。切梗絲寬度在0.11mm以下,壓梗厚度在1.10mm以下,二者的交互作用為香氣質提升貢獻較大;反之,香氣質提升不明顯。
煙梗形變參數中切梗絲寬度對煙氣諧調性的提升較為明顯,表現為切梗絲寬度越小煙氣諧調性越好;反之,煙氣諧調性越差。壓梗厚度幾乎對煙氣諧調性無貢獻性。
煙梗形變參數中切梗絲寬度對雜氣的遮掩較為明顯,表現為切梗絲寬度越大雜氣越不明顯;反之,雜氣越大。壓梗厚度幾乎對雜氣無貢獻性。
煙梗形變參數中切梗絲寬度對刺激性的透發較為明顯,表現為切梗絲寬度越大刺激性透發效果越好;反之,刺激性越小。壓梗厚度幾乎對雜氣無貢獻性。
3 結論
從以上試驗結果的分析比較可以看出,壓梗厚度、切梗絲寬度均同梗絲填充值呈負相關,參數值越小,填充值越大;切梗絲寬度在0.094mm,壓梗厚度在1.025mm的基礎上盡可能小,梗絲出絲率最優。
壓梗厚度、切梗絲寬度對感官質量的影響表現為:切梗絲寬度在0.11mm以下,壓梗厚度在1.10mm以下,二者的交互作用為香氣質提升貢獻較大。反之,香氣質提升不明顯;切梗絲寬度越小煙氣諧調性越好。反之,煙氣諧調性越差。壓梗厚度幾乎對煙氣諧調性無貢獻性;切梗絲寬度對雜氣的遮掩較為明顯,切梗絲寬度越大雜氣越不明顯。反之,雜氣越大。壓梗厚度幾乎對雜氣無貢獻性;切梗絲寬度對刺激性的透發較為明顯,切梗絲寬度越大刺激性透發效果越好。反之,刺激性越小。壓梗厚度幾乎對雜氣無貢獻性。
參考文獻:
[1]刁千鈞.卷煙制絲分組加工工藝技術探討[J].軍民兩用技術與產品,2014(11).
[2]丁美宙,姚二民,李曉等.煙梗形變工藝參數對梗絲加工質量的影響[J].江蘇農業科學,2015,43(11).
[3]陳良元.卷煙生產工藝技術[M].河南:河南科技技術出版社, 2002.
[4]馬林,何楨.六西格瑪管理[M].2版.北京:中國人民大學出版社, 2007.
[5]張本甫.卷煙工藝規范[M].北京:中央文獻出版社,2003年.
[6]全國煙草標準化技術委員會.YC/T31-1996煙草及煙草制品水分的測定-烘箱法[S].北京:中國標準出版社,1996.
[7]全國煙草標準化技術委員會.GB5606.4-2005卷煙第4部分:感官技術要求[S].北京:中國標準出版社,2005.
